



1.开、关机操作
(1)机床起动 打开机床总电源开关→按下控制面板上的电源开启按钮→开启急停按钮(顺时针旋转急停按钮即可开启)。
(2)机床的关停 按下急停按钮→按下控制面板上的电源关闭按钮→关掉机床电源总开关。
2.回参考点操作
对于使用增量式反馈元件的数控车床,断电后数控系统就失去对参考点的记忆。因此接通数控系统电源后,必须执行回参考点操作。另外,机床解除紧急停止和超程报警信号后,也必须重新进行返回机床参考点的操作。其操作流程如图9-42所示。操作步骤如下:
1)按下回参考点模式按钮,若指示灯亮,则系统进入回参考点模式。
2)为了减小速度,选择小的快速移动倍率。
3)按住回参考点相应的进给轴按钮,直至刀具回到参考点。刀具以快速移动速度移动到减速点,然后按参数中设定的进给速度(FL)移动到参考点,如图9-43所示。当刀具返回到参考点后,返回参考点完成灯(LED)点亮。
4)对其他轴也执行同样的操作。

图9-42 回参考点操作流程
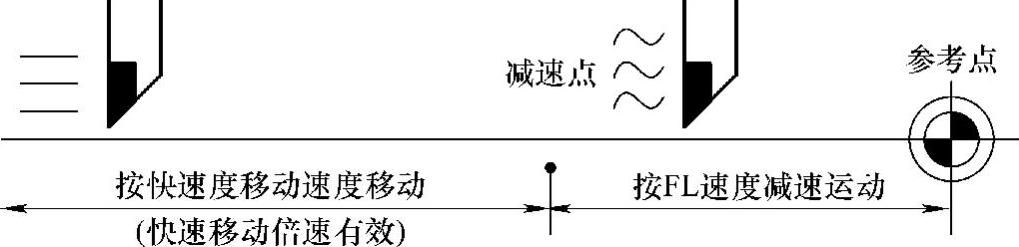
图9-43 手动回参考点示意图
特别注意:
1)当滑板上的挡块距离参考点开关的距离不足30mm时,首先要用“JOG”按钮使滑板向参考点的负方向移动,直至距离大于30mm停止点动,然后再回机床参考点。
2)返回参考点时,为了保证数控车床及刀具的安全,一般要先回X轴再回Z轴。
3.手动进给(JOG进给)操作
手动进给操作流程如图9-44所示。
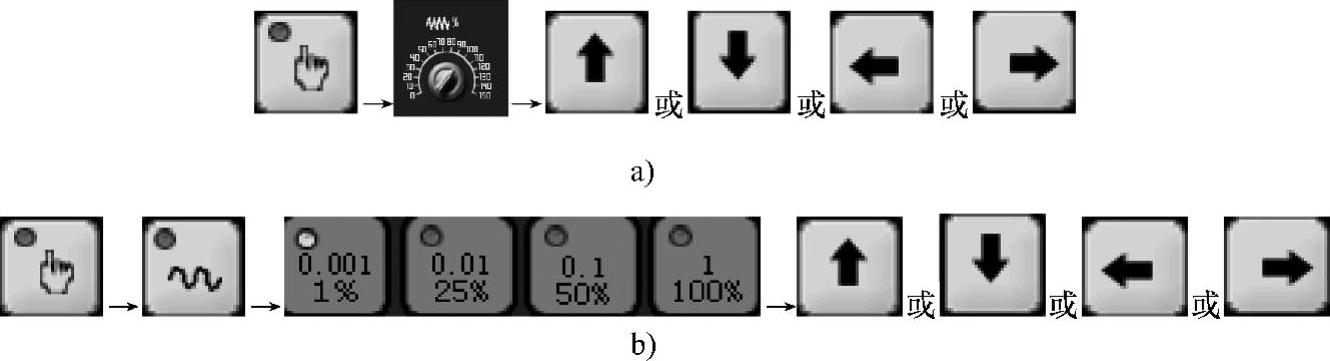
图9-44 手动进给操作
a)手动进给操作流程 b)手动快速进给操作流程
操作步骤如下:
1)按下JOG模式按钮,若指示灯亮,系统进入手动进给模式。
2)按住选定进给轴移动按钮,刀具沿选定坐标轴及选定方向移动,刀具按参数设定的进给速度移动,按钮一释放机床就停止。
3)手动进给速度可由进给速度倍率旋钮调整。
4)若在按下进给轴和方向选择开关期间,按下了快速移动按钮,刀具将按快速移动速度运动。在快速移动期间,快速移动倍率按钮有效。(https://www.xing528.com)
特别注意:在按下进给轴和方向选择开关期间,将方式选择开关切换到JOG进给方式,则JOG进给无效。为了使JOG进给有效,首先要进入JOG进给方式,然后再按进给轴和方式选择开关。
4.手轮进给操作
手轮进给操作流程如图9-45所示。

图9-45 手轮进给操作流程
其操作步骤如下:
1)按下手轮模式按钮,若指示灯亮,系统进入手轮进给操作模式。
2)选择一个机床要移动的轴。
3)选择合适的手轮进给倍率。
4)旋转手摇脉冲发生器,机床沿选择轴移动。旋转手摇脉冲发生器360°,机床移动距离相当于100个刻度的距离。
特别注意:手摇脉冲发生器旋转速度不应大于5r/s。如果手摇脉冲发生器的旋转速度大于5r/s,当手摇脉冲发生器不转之后,机床不能立即停止,即机床移动距离可能与手摇脉冲发生器的刻度不相符。
选择倍率1(100%)时,快速旋转手摇脉冲发生器,机床移动太快,进给速度被钳制在快速移动速度,使用时一定要小心操作,避免发生撞刀事故。
5.刀架的转位操作
装卸刀具、测量切削刀具的位置以及对工件进行试切削时,都要靠手动操作实现刀架的转位。在JOG或手轮模式下,单击刀具选择按钮,则回转刀架上的刀台逆时针转动一个刀位。
6.主轴手动操作
在JOG或手轮模式下,可手动控制主轴的正转、反转和停止。手动操作时要使主轴起动,必须用MDI方式设定主轴转速。按手动操作按钮CW、CCW、STOP控制主轴正转、反转、停止。调节主轴转速修调开关或对主轴转速进行倍率修调。
7.数控车床的安全功能操作
(1)急停按钮操作
1)机床在遇到紧急情况时,应立即按下急停按钮,主轴和进给运动全部停止。
2)急停按钮按下后,机床被锁住,电动机电源被切断。
3)当清除故障因素后,可旋转急停按钮进行解锁,机床恢复正常操作。
特别注意:
1)按下急停按钮时,会产生自锁,但通常旋转急停按钮即可释放。
2)当机床故障排除,急停按钮旋转复位后,一定要进行回参考点操作,然后再进行其他操作。
(2)超程释放操作 当机床移动到工作区间极限时会压住限位开关,数控系统会产生超程报警,此时机床不能工作。解除过程如下:系统在JOG/手轮模式下→按下超程解除按钮→按住与超程方向相反的进给轴按钮或者用手摇脉冲发生器向相反方向转动,使机床脱离极限位置而回到工作区间→按复位键即可。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。