



【摘要】:保持车刀前、后刀面较小的表面粗糙度值和锋利状态,并增加刀具的装夹刚性。7)选用合适的切削液是消除积屑瘤、鳞刺和减小摩擦力及表面粗糙度值的有效方法。在技师、高级技师理论考核中约占10%,技能考核中占5%,由此可见,这也是一个重点课题,要求了解零件加工精度的主要内容及产生加工误差的原因;掌握车削加工中消除和减少加工误差的相关知识;掌握减少表面粗糙度值的方法;能针对误差分析的结果提出改进措施。
1)尽量选用形状规则的毛坯,避免车削时因余量不均匀而产生的断续切削所引起的振动。
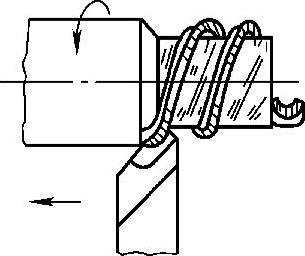
图8-21 切屑拉毛
2)调整机床主轴间隙,提高轴承精度;调整中、小滑板镶条,使间隙小于0.04mm,并使其移动平稳轻便。
3)对主轴部件、卡盘、专用夹具、偏心工件等必须采取平衡措施。选用精度较高的齿轮、滚动轴承,提高安装质量。
4)合理选择刀具的几何参数,如适当加大刀具前角可以减小切削力,减小振动的产生。保持车刀前、后刀面较小的表面粗糙度值和锋利状态,并增加刀具的装夹刚性。
5)提高工件的装夹刚度,如工件不宜悬伸过长,细长轴应使用中心架或跟刀架,薄壁工件应在管内加装填充物以提高工件的阻尼性能(见图8-22)。
 (https://www.xing528.com)
(https://www.xing528.com)
图8-22 管件内部置沙粒或其他介质防止振动的方法
1—菊花顶尖 2—工艺管塞 3—管件 4—介质(黄沙) 5—回转顶尖
6)选用较小的背吃刀量和进给量,还应根据自激振动的特点和工艺系统的刚性选择合适的切削速度。
7)选用合适的切削液是消除积屑瘤、鳞刺和减小摩擦力及表面粗糙度值的有效方法。
考核重点解析
车削加工精度直接影响到零件的质量。在技师、高级技师理论考核中约占10%,技能考核中占5%,由此可见,这也是一个重点课题,要求了解零件加工精度的主要内容及产生加工误差的原因;掌握车削加工中消除和减少加工误差的相关知识;掌握减少表面粗糙度值的方法;能针对误差分析的结果提出改进措施。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。