



1.盘绕弹簧用的心轴
心轴是盘绕弹簧的主要工具,具体要求应根据弹簧钢丝材料、弹簧中径及绕制时弹簧钢丝的松紧力等确定。
(1)心轴直径的确定 冷绕弹簧的心轴直径应比弹簧内径小,它的大小非常重要,如果不准确,那么盘绕出来的弹簧直径就会不符合图样要求。根据实践试验,定位心轴直径可用下面经验公式计算

式中 D0——心轴直径(mm);
D1———弹簧内径(mm);
d——钢丝直径(mm);
±0.02——心轴系数。
当弹簧钢丝直径d<1mm时,心轴系数取下差;d>2.5mm时取上差。除此之外,可以不考虑。
例1 如图7-36所示为圆柱螺旋压缩弹簧,求定位心轴直径D0。
解 已知钢丝直径d=2.5mm,中径D=ϕ14.5mm,内径D1=D-d=14.5mm-2.5mm=12mm。工件材料为40Mn,心轴系数取-0.02mm。
(2)车制定位心轴 定位心轴长度应根据弹簧长度来确定,一般应比弹簧长些,在靠近心轴的外端钻一个与钢丝直径相同的小孔,如图7-37所示心轴是要求盘绕弹簧图样所要车制的心轴。
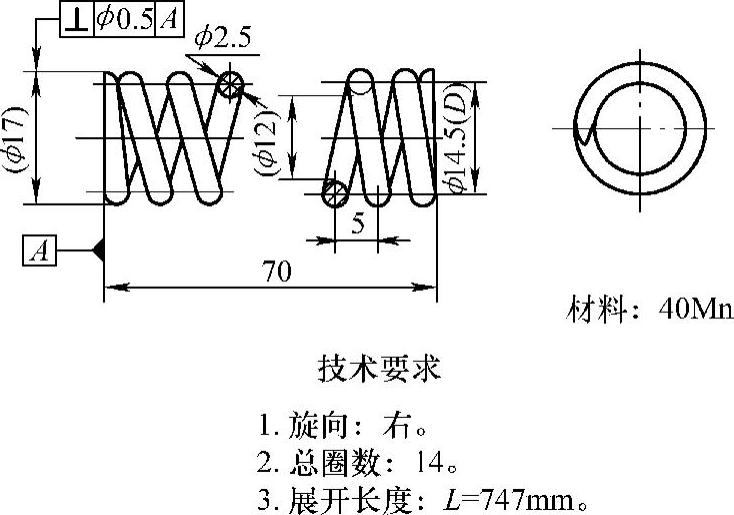
图7-36 圆柱螺旋压缩弹簧
盘绕截锥螺旋弹簧时,定位心轴亦应该是锥形,并在心轴锥体上按弹簧节距车有圆弧形螺旋槽,圆弧槽大、小端底径尺寸应小于截锥形弹簧大、小端内径尺寸,如图7-38所示。
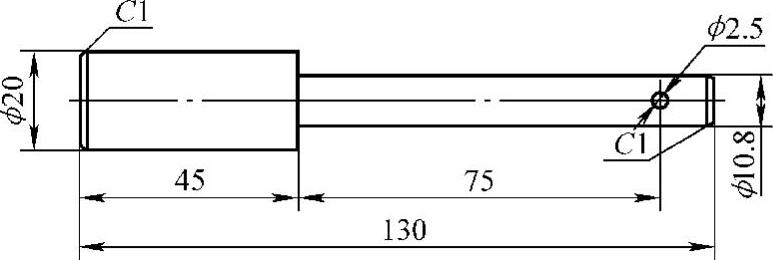
图7-37 定位心轴
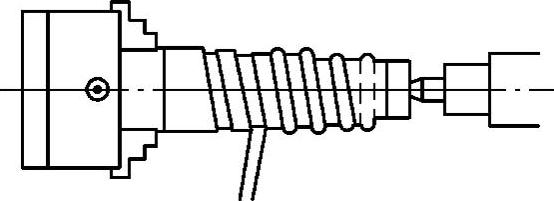
图7-38 截锥弹簧定位心轴
车制中凸形螺旋弹簧的定位心轴时,由于中凸形螺旋弹簧中间大而两端小,如果将心轴也制造成中凸形,则弹簧盘绕好后就无法取下,所以中凸形螺旋弹簧的定位心轴应与上述两种弹簧的定位心轴有所不同。一般可做成如图7-39所示组合心轴。心轴的结构如下:

图7-39 组合心轴
1—轴套 2—圆柱销 3—平键 4—垫圈 5—台阶心轴
1)台阶心轴5的大外圆与垫圈内孔相配,在外圆上铣一个键槽,小外圆比垫圈最小外圆略小,并在附近钻一个与钢丝直径相同的小孔。
2)垫圈4的厚度应根据弹簧节距车制,垫圈数量与弹簧盘绕圈数相同。根据弹簧的最大和最小内径,计算出垫圈的最大和最小外径,垫圈外径从大到小依次递增,垫圈内孔须有键槽。
3)平键3连接垫圈4和台阶心轴5,在盘绕弹簧时使台阶心轴5带动垫圈4一起转动。
4)轴套1的内孔与台阶心轴小外圆互配,小外圆直径与台阶心轴大外圆相同。
5)圆柱销2连接轴套1与台阶心轴5,当卡盘转动后,轴套1通过圆柱销2带动台阶心轴5旋转,又通过键3带动垫圈4一起旋转。
2.盘绕弹簧方法(https://www.xing528.com)
盘绕弹簧时可按下列步骤进行。
(1)调整交换齿轮 根据弹簧节距进行调整。
(2)装夹心轴 用一夹一顶方式装夹。
(3)装夹钢丝 钢丝不能直接装夹在方刀架上,需用一定的工具夹持,装夹钢丝的方法有以下几种。
1)用木块装夹。如图7-40所示,刀架夹住两块硬木块,将钢丝夹在两硬木块之间。
2)用纯铜板或垫块装夹。如图7-41所示,用两块铜板或垫块根据钢丝直径,将其中间磨成凹槽夹持钢丝。
3)用专用工具装夹。以上两种方法一般只适用于单件或小批量生产,如果数量较多,可采用滚珠轴承机构装夹钢丝专用工具,如图7-42所示。
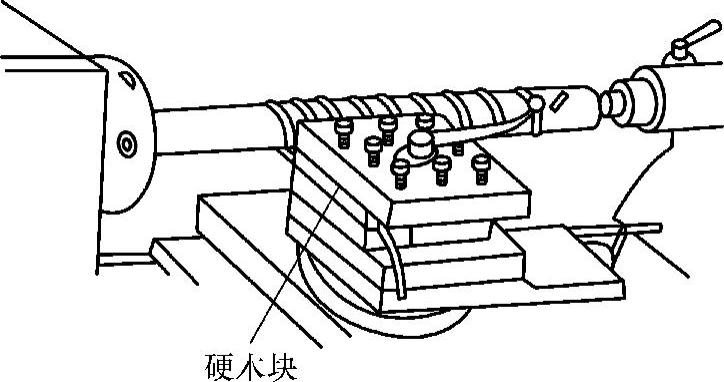
图7-40 用木块夹持钢丝
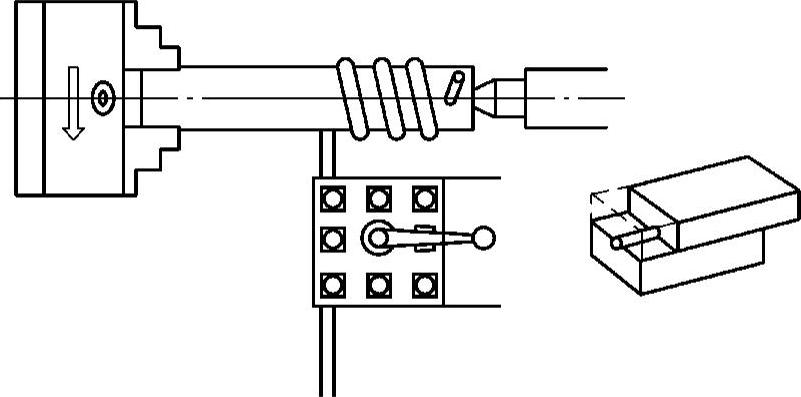
图7-41 铜板或垫块夹持钢丝
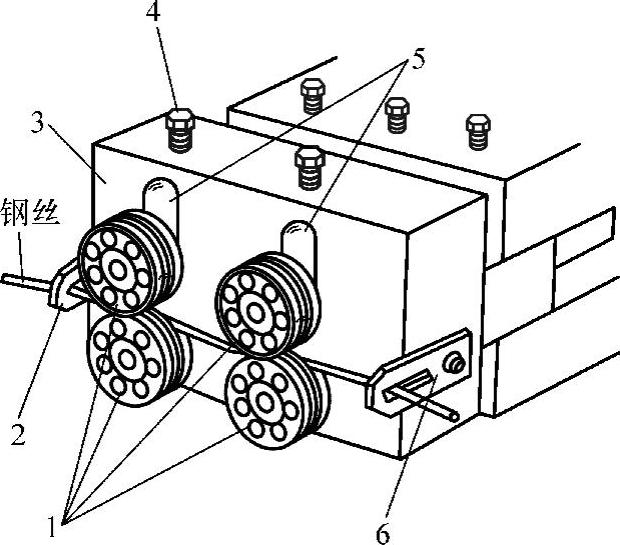
图7-42 滚动轴承夹持钢丝
1—滚动轴承 2、6—导向板 3—主体 4—螺钉 5—腰形槽
整个工具装夹在方刀架上,在主体3上开有两个穿通的腰形槽5,装滚动轴承1的两个短轴就装在腰形槽5中,背面用压板螺钉紧固(图中未表示)。另外两个滚动轴承安装在主体下端,滚动轴承的外圈能自由转动,外圈上有圆弧形凹槽,钢丝可在槽中通过。当钢丝直径变化时,可以松开主体背面螺钉和压板,调整螺钉4就可以使上面两个滚动轴承上下移动,在主体的侧面有两个导向板2和6,可以改变和引导钢丝的运动方向。
当钢丝直径小于ϕ2mm时,可采用如图7-43所示夹具装夹钢丝。此夹具还能安全方便地切断钢丝。使用时主体1装夹在方刀架上,钢丝穿过小孔,通过调节螺钉3来调整弹簧8的压力并使滑动杆6压紧钢丝,松紧调节好后,拧紧螺母7。套圈12可根据不同的钢丝直径调换。锁紧螺钉13可起到防止套圈12转动的作用。当钢丝绕到所需要长度时,扳动切断手柄2,通过刀杆10与衬套11的剪切作用,把钢丝切断。然后向上提滚花拉手4,把钢丝送入前端就可继续盘绕弹簧。制造时在衬套11钢丝入口处铣一个比钢丝直径稍大的半圆槽,使剪切钢丝时,刀杆10与衬套11单向受力,容易切断钢丝。
(4)钢丝的摆放 钢丝不能随便放在地上,以免盘绕弹簧时搅乱钢丝而影响生产,一般将其放在专用的钢丝架上,如图7-44所示。钢丝架的转轴应安装在滚动轴承上,使整圈钢丝套在钢丝架上能自由转动。
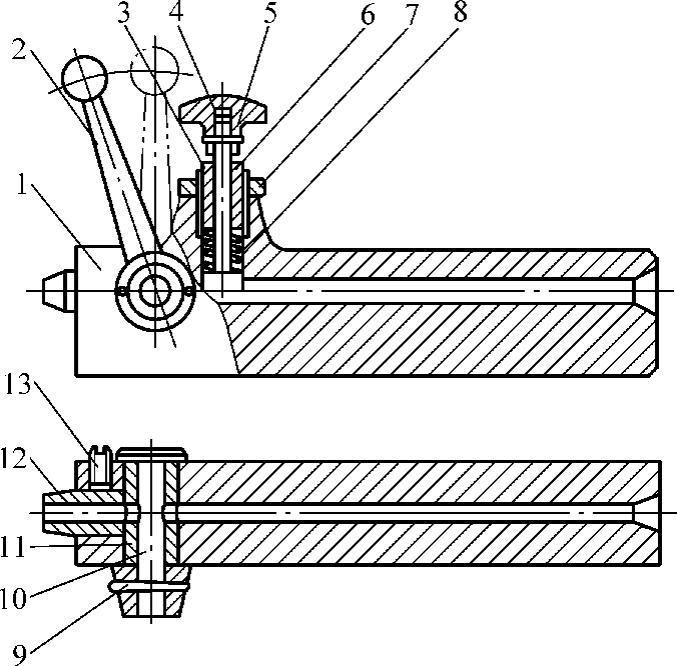
图7-43 专用工具夹持钢丝
1—主体 2—切断手柄 3—调节螺钉 4—滚花拉手 5、9—圆锥销 6—滑动杆 7—螺母 8—弹簧 10—刀杆 11—衬套 12—套圈 13—锁紧螺钉
图7-44 装钢丝用钢丝架
(5)盘绕弹簧 按下列步骤进行
1)把钢丝插入心轴外端的小孔中,使钢丝头部露出心轴外圆15~20mm,旋紧方刀架螺钉并夹紧夹持钢丝工具。
2)把小滑板向前移动一定距离后,合上开合螺母,开动车床,使主轴低速正转,床鞍由尾座向主轴方向移动盘绕弹簧。
3)当弹簧盘绕到所需要长度后,停机脱离开合螺母,把手柄放入空挡位置,用手慢慢反转卡盘,使弹簧逐渐膨胀成自由状态,用锯弓或钢丝钳把钢丝折断。
4)取下心轴,用砂轮磨断卡在心轴小孔中的钢丝,并磨平弹簧两端面至长度尺寸。
考核重点解析
扩大车床使用在技师、高级技师考核中理论知识所占比例较大,约占10%,操作技能所占比例较小,无特殊要求,技能考核中不会进行测试,主要是实际应用中的要点。通过学习,需掌握车床传动系统及扩大车床应用范围应遵循的原则。实际应用中,熟悉在车床上磨削、镗削、铣削、研磨零件的工艺要求及操作方法,掌握研磨和缠绕弹簧的工艺流程,材料及切削用量选用方法。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。