



1.在车床上铣削外圆上的键槽或油槽
如图7-26所示是车床上铣削外圆上的键槽或油槽所用的工具。铣削时,把工具安装在中滑板装圆转盘的位置上。将立铣刀装夹在自定心卡盘上。工件以外圆定位于V形块座上,用螺钉支紧V形块,使工件紧固。最后使指示表指针摆动不大于0.02mm,并用T形螺钉固定夹具,随后由卡盘带动键槽铣刀或钻头旋转,用中滑板手动或机动使工件做横行进给运动,利用床鞍调整背吃刀量。即可铣削图样所要求的键槽或油槽。
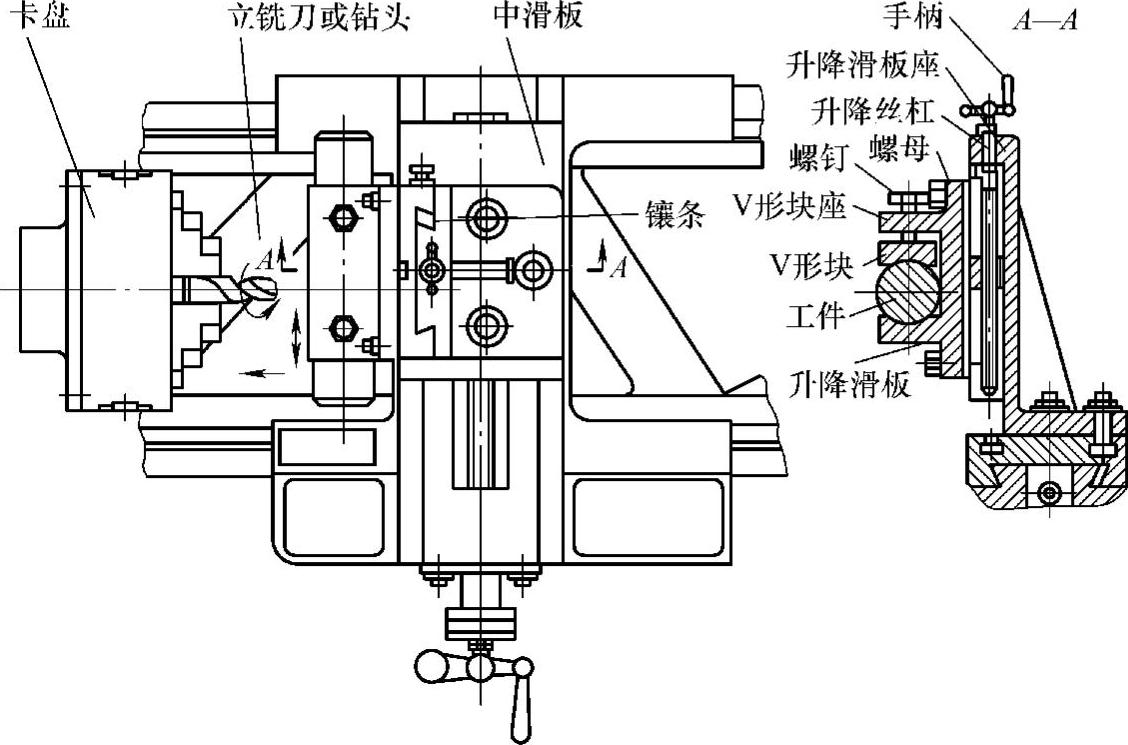
图7-26 铣削外圆上的键槽或油槽所用的工具
2.旋风铣削螺纹实例
(1)旋风铣削螺纹机构 旋风铣削螺纹是一种高效率的加工方法。如图7-27所示为旋风铣削螺纹的加工示意图。切削时装有螺纹刀具的刀盘的高速旋转为主运动,工件慢速转动,刀盘沿工件的轴向移动为进给运动,工件每转一转,刀盘轴向移动一个螺距P,由于加工时工件套在刀盘内,所以称为内旋风切削法。这种切削方法比较普遍地用于批量生产丝杠时对螺纹的粗加工、半精加工。
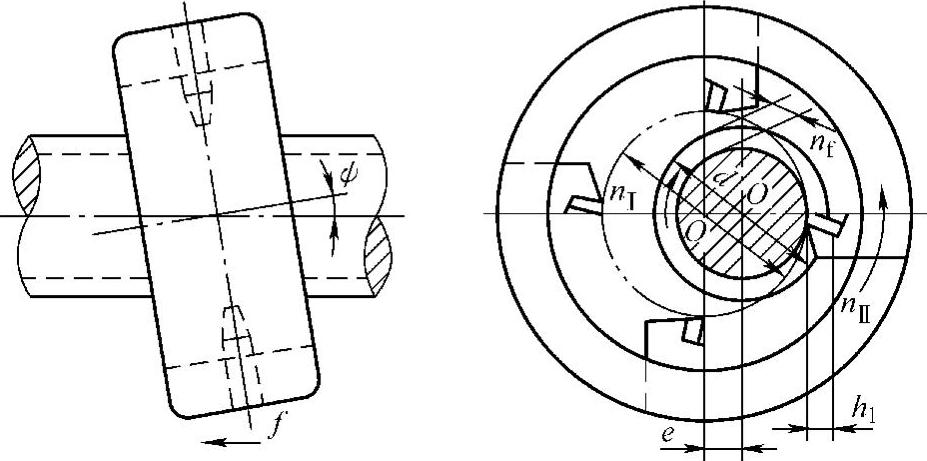
图7-27 螺纹的旋风铣削
旋风铣削时,把旋风铣削头安装在中滑板上,要使旋风铣削头的主轴回转轴线相对于工件主轴倾斜一个螺纹的螺纹升角。倾斜方向要根据螺纹的旋向。如图7-28所示为旋风铣削头结构。铣削右旋螺纹时,旋风头向床头方向倾斜,床鞍向床头方向移动;铣削左旋螺纹时,旋风头向尾座方向倾斜,床鞍向尾座方向移动。
由于高速切削时螺纹刀具材料要具有较高的耐磨性和热硬性,常用YT15硬质合金。刀具几何角度要根据加工螺纹的几何尺寸、螺距及材料确定,同车削螺纹类似。
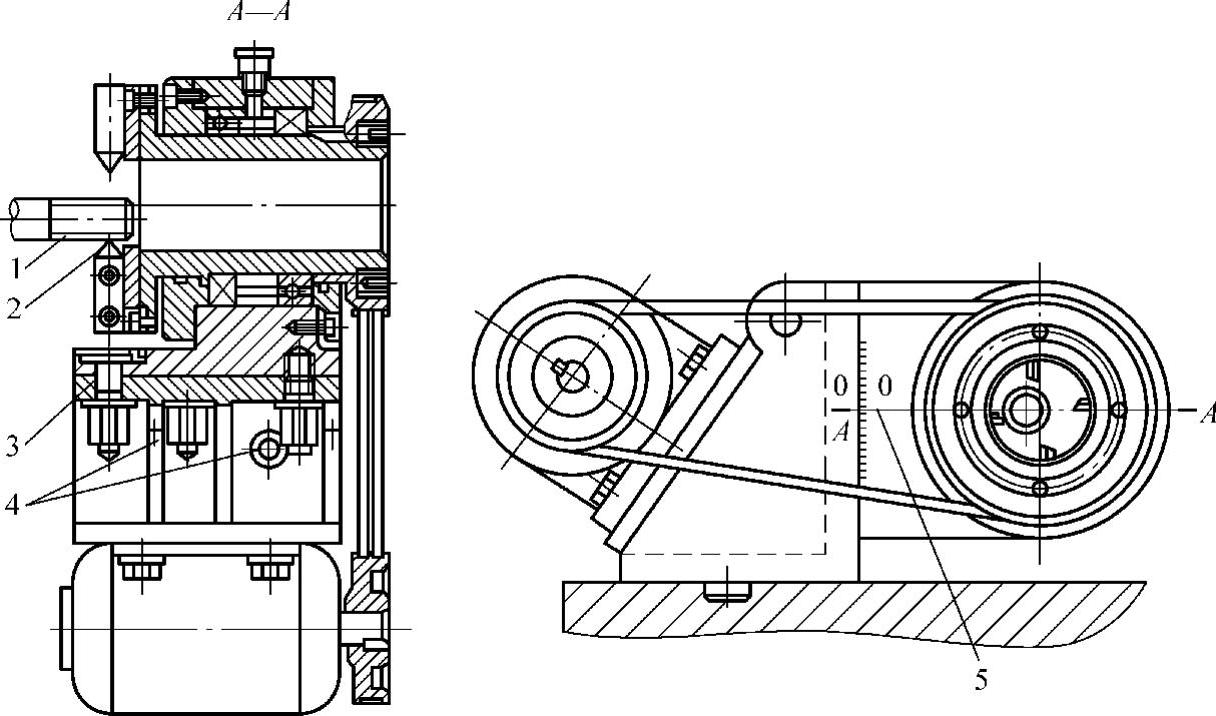
图7-28 旋风铣削头结构
1—工件 2—刀头 3—刀头旋转中心轴 4—紧固螺钉 5—刻度盘
安装在刀盘上的几把刀具(通常为4把)的几何角度应严格保持一致,每把刀具的刀尖要对称,不能歪斜,几个刀尖点应在同一平面的圆周上,否则将严重影响加工精度及螺纹表面质量。刀具的安装和调整,可采用图7-29所示的对刀样板控制。
旋风铣削螺纹的切削用量与普通车削螺纹不完全相同。旋风铣削螺纹时切削用量的选择除考虑工件材料、热处理硬度、加工精度、螺纹表面粗糙度及刀具材料外,还要考虑刀盘的装刀数及工件的直径。因为装刀数量和工件直径决定刀盘每转一周、每把刀具在工件上切下金属量的多少,一般是一次进给完成切削。螺距大于6mm时,可分两次或者三次进给切至螺纹深度,由中滑板手柄刻度盘控制。旋风铣削头的转速一般为1000~1800r/min,工件转速一般为5~20r/min。
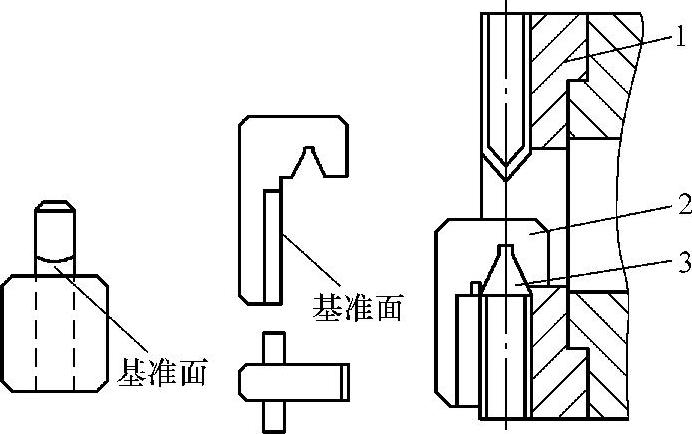
图7-29 旋风刀具的安装与调整方法
1—外旋风刀盘 2—对刀样板 3—车刀
旋风头的刚性要好,以减少振动;要有防护装置,以防止切屑飞溅伤人。
(2)图7-30所示为双头梯形螺纹丝杠,用旋风铣削法在车床上加工。
1)加工分析 此双头梯形螺纹的铣削有两种方法。一种方法是单排刀铣削,铣削完第一线螺纹后分线,铣削第二螺纹,用这种方法铣削,每把刀切下的金属量多,需反复不断地敲击工件,易产生磨损,产生切削热大,易使工件伸长、变形,造成螺距不等。另一种方法是采用双排刀铣削,两排刀前后相距一个螺距,同样铣削两个线的螺纹,加工质量好,生产效率高。
2)铣刀盘结构与安装 图7-31所示为双排刀铣刀盘。两排装刀槽在圆周上错开分布、对称排列,以减少切削时工件的变形和振动。两排装刀槽的定位基面A与B在铣刀盘进给平面内相距一个H,H值直接影响分线精度,所以精度要高。
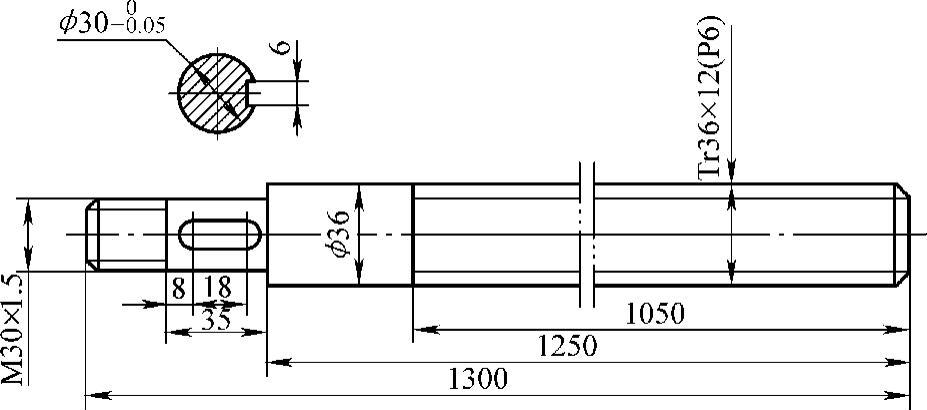
图7-30 双头梯形螺纹丝杠
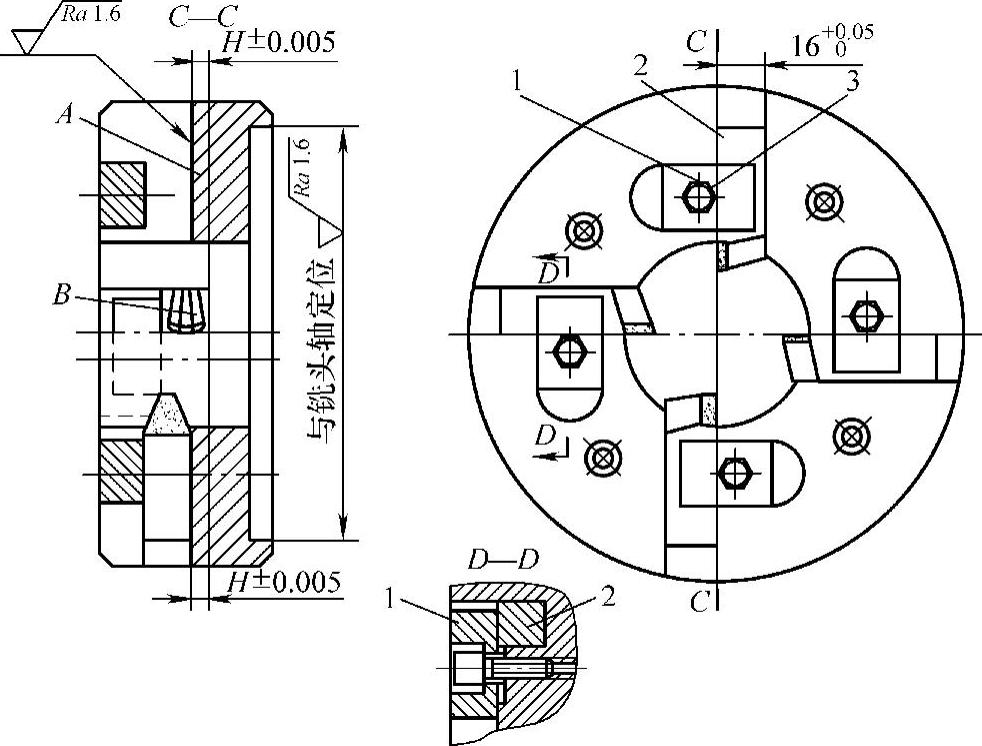
图7-31 双排刀铣刀盘
1—压板(4件) 2—旋风铣刀(4把) 3—压板螺钉(4个)
旋风铣削螺纹采用法向装刀,所以H小于P,可以通过下式计算:
H=Pcosφ
式中 φ——工件螺纹升角,也就是铣头回转轴线对工件轴线的倾斜角。(https://www.xing528.com)
对于Tr36×12(P6)丝杠,φ=6°36′,则H=6×cos6.6°≈5.96mm。
3)旋风铣刀用简易磨刀盘刃磨,图7-32所示为螺纹旋风铣刀。
图7-33所示为刃磨旋风铣刀用简易磨刀盘,如图装夹后,用普通外圆磨床磨刀尖外圆和靠磨两侧面,统一刃磨铣刀各角度,就能保证4把刀几何角度一致,顶刃宽度一致,刀尖角平分线与刀杆的基面一致,刃磨后在4把刀上都打上组号,分组使用。
铣刀后角α的形成是因为简易磨刀上的4个装刀槽都低于定位盘中心一个h值,h值可用下式近似计算:
h=Rsina
式中 R——定位盘大外圆半径(mm)。
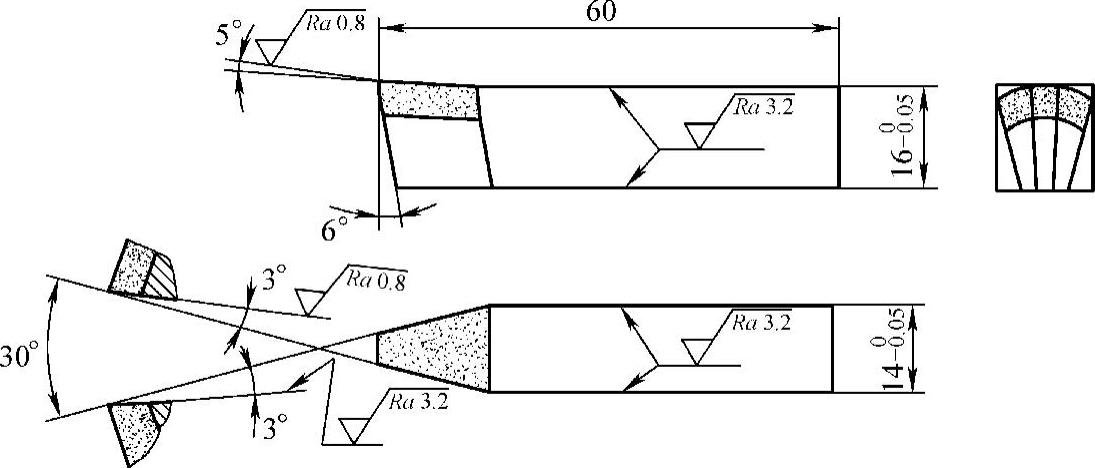
图7-32 螺纹旋风铣刀
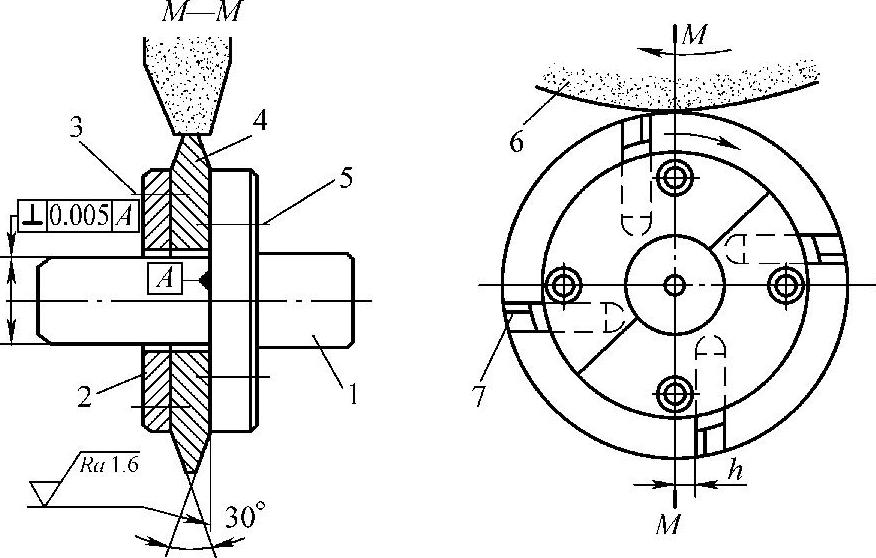
图7-33 简易磨刀盘
1—盘体 2—压力盘(两半组成) 3—沉头紧固螺钉 4—定位盘 5—压力沉头螺钉 6—砂轮 7—铣刀
4)确定旋风铣削用量。刀盘转速按下式计算:
式中 n刀——刀盘转速(r/min);
D刀——铣刀尖旋转直径(mm)。
v——切削速度(m/min)。
d工——工件直径(mm)。
加工45钢时,v=100~150m/min,D刀取52mm,圆周进给量f0=0.06~0.10mm/r,设d工=36mm,则

车床主轴转速(即工件转速)计算公式为
式中 n工——工件转速(r/min);
f0——圆周进给量(mm/r);
Z——刀具数。

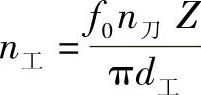
显然车床的最低转速太高,可采用悬空带轮减速装置,如图7-34所示。悬空轮两头小,通过V带传动,得到两级减速,可使车床主轴转速降至3~6r/min,一般旋风铣削螺纹可满足需要。
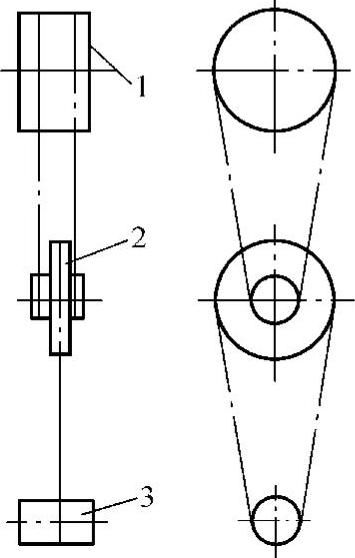
图7-34 悬空带轮减速装置
1—主轴箱带轮 2—悬空带轮 3—电动机带轮
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。