



如图7-22所示为连杆,材料为ZG310-57,厚度尺寸为20mm的两端平面已精加工,其平行度误差不大于0.03mm。本工序要求加工ϕ60+0.030mm和ϕ110+0.0350mm孔,保证孔距尺寸(480±0.05)mm,两孔轴线对平面A的垂直度公差为ϕ0.02mm。
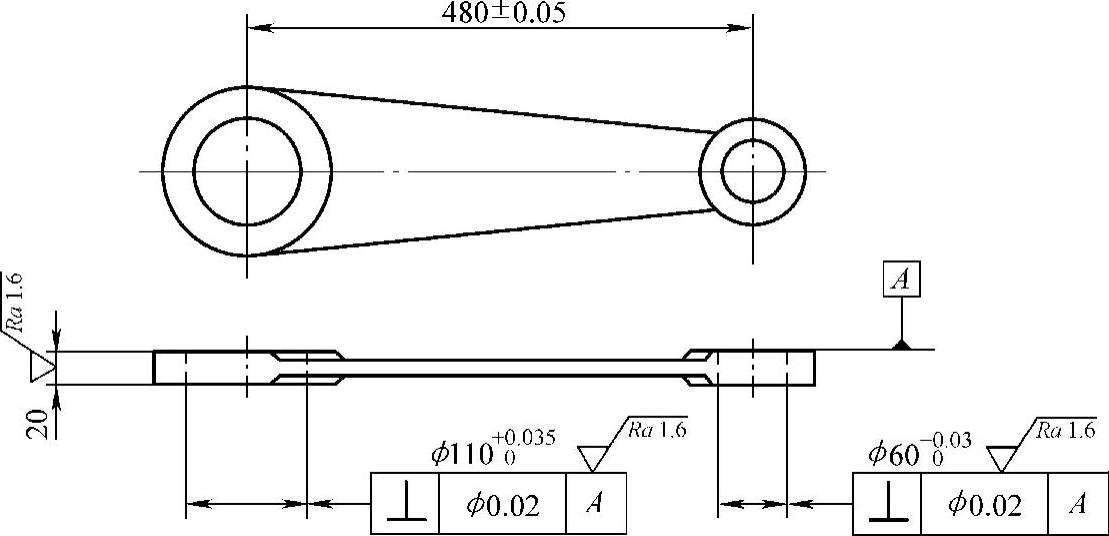
图7-22 连杆
若把工件装夹在车床花盘上车削两孔,其回转直径大于ϕ1100mm,一般常用卧式车床是无法满足车削要求的,如果使用辅助工具把工件装夹在车床床鞍上镗孔,这时一般常用卧式车床就可以满足装夹要求,方法如下。
(1)ϕ60+0.030mm孔镗削方法
1)制造一块工作台面,与车床中滑板上的燕尾导轨相配,并使中滑板要求,在台面上安装移动螺母。
2)拆去车床上的方刀架及中、小滑板,并将工作台装于中滑板上。使台面上移动螺母与中滑板丝杠相啮合,调整好螺母与丝杠的间隙。用中滑板上的镶条调整工作台与床鞍燕尾导轨间隙。装平铁及90°角铁于工作台面,用指示表找正90°角铁面,使之与车床主轴轴线垂直。如图7-23所示,工件以端平面为基准面。
(2)ϕ110+0.0350mm孔镗削方法 ϕ60+0.030mm孔镗削完毕后,卸下工件,保持角铁原有位置,在角铁上钻、扩、铰孔ϕ10+0.0150mm,并装入ϕ10mm圆柱销(见图7-24a),然后在角铁对角方向装上一个ϕ600-0.019mm的圆柱定位台阶轴,用外径千分尺测量、调整定位台阶轴与圆柱销中心距(480±0.05)mm(见图7-24b),用四个内六角螺钉固定定位台阶轴,并拔出圆柱销。
工件以端平面A为基准面,ϕ60+0.030mm孔为基准孔,装夹于角铁面上,在ϕ110+0.0350mm孔端面处垫上垫铁(厚度应与台阶轴相等),找正划线,用压板压紧工件,即可粗、精镗削ϕ110+0.0350mm孔,如图7-25所示。(https://www.xing528.com)
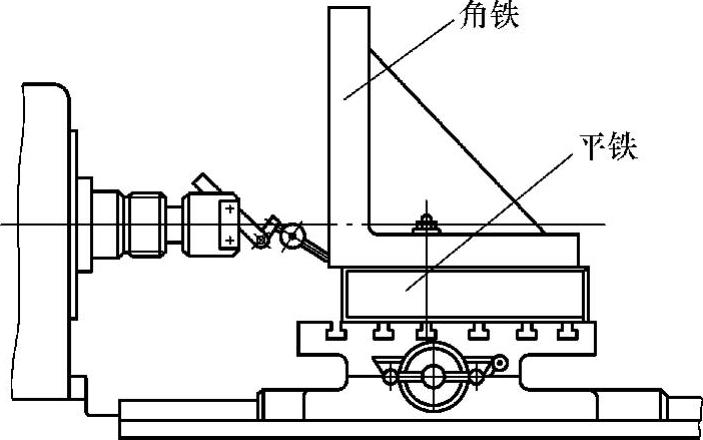
图7-23 镗削ϕ60mm连杆孔的装夹方法
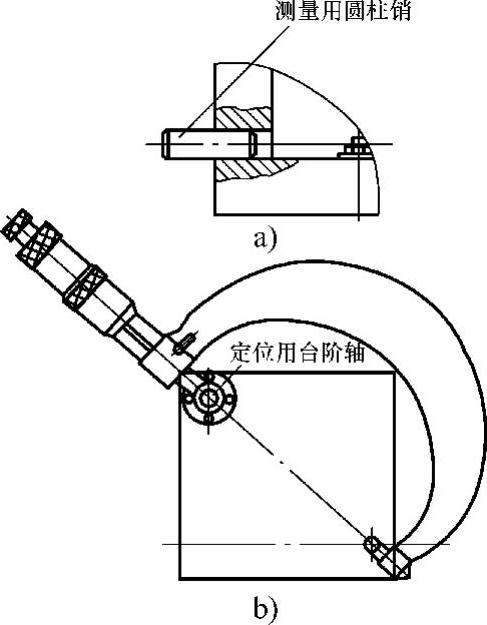
图7-24 在角铁上控制两孔中心距的方法
a)在角铁上装圆柱销 b)用外径千分尺找正定位轴位置
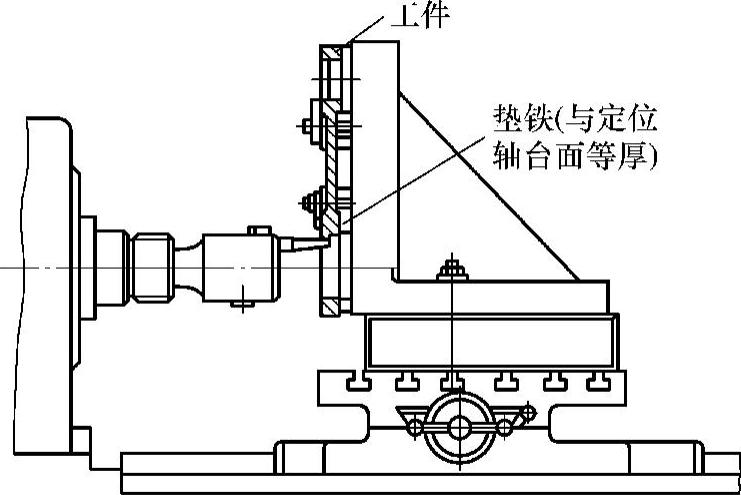
图7-25 镗削连杆ϕ110mm孔的装夹方法
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。