



1.磨具
在车床上磨削工件,一般不需要改装机床,图7-1、7-2所示分别是在车床上磨削外圆及内孔的辅助工具。利用它进行加工能有效地减小工件表面粗糙度值,同时可以解决一些在普通外圆磨床上无法磨削的长轴类工件,以及在普通内圆磨床上很难解决的工件内孔的精加工问题。通常情况下磨具装夹在中滑板上,由电动机带动磨具主轴,即可进行磨削加工,从而扩大了车床的使用范围。
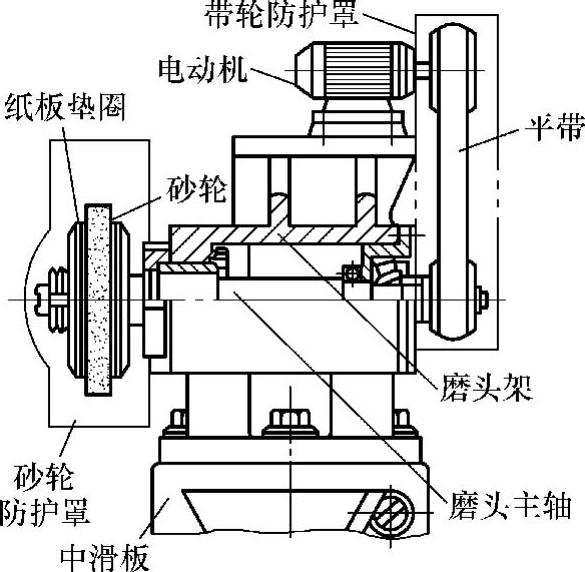
图7-1 外圆磨具
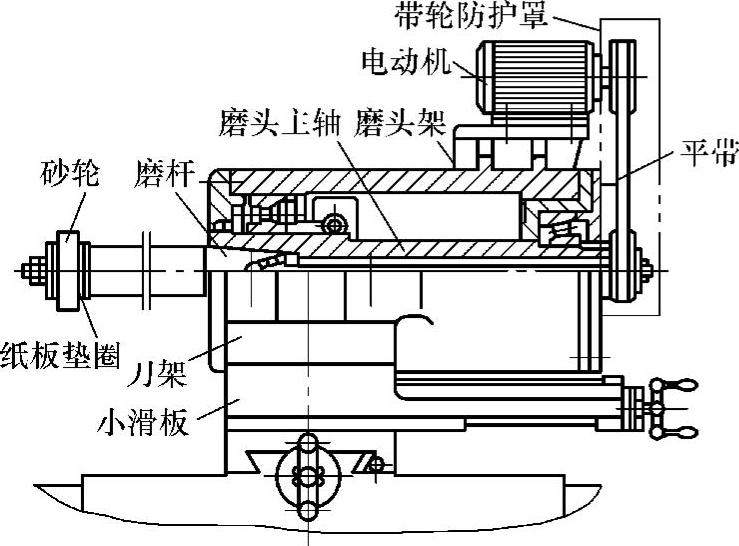
图7-2 内孔磨具
2.砂轮的选用(https://www.xing528.com)
(1)磨料的选择 在车床上磨削所采用的砂轮磨料有刚玉类和碳化硅类。刚玉类磨料的主要成分是氧化铝,它具有极高的硬度,适合磨削碳素钢、合金钢、可锻铸铁、镍钢等金属材料,在车床上磨削一般都选用白刚玉和铬刚玉。碳化硅类磨料硬度和脆性比氧化铝高,磨料也更锋利,适用于磨削铸铁、黄铜和青铜等脆性材料。
(2)磨料粒度的选择 工件表面粗糙度值要求较小,选用中等粒度或较细粒度的砂轮;要求磨削效率高,使用较粗粒度的砂轮;脆而硬的材料,选用中等粒度或较粗粒度的砂轮。在车床上磨削所选用的粒度,一般选用粒度代号为F36~F80。
(3)硬度的选择 砂轮硬度是衡量砂轮自锐性的重要依据。一般磨削情况是:工件材料软,选用硬砂轮;工件材料硬,选用软砂轮;过分软的工件材料则选用较软的砂轮。表面精度要求高的工件,选用中等硬度的砂轮;磨削内圆和端平面应比磨削外圆的砂轮硬度低,成形磨削时,选用较硬的砂轮;用砂轮圆周进行端面磨削时,选用硬砂轮;用砂轮端面进行平面磨削时,选用软的砂轮。磨具上的砂轮一般常用硬度为软和中软的砂轮。
(4)砂轮结合剂的选择 结合剂是将磨粒粘固成砂轮的材料,结合剂的种类和性质影响砂轮的硬度和强度。一般情况多选用陶瓷结合剂砂轮。磨削表面粗糙度值小、精度要求高的工件时,选用橡胶、树脂结合剂砂轮。磨削环槽、退刀槽及切割时,选用薄片树脂结合剂砂轮。砂轮速度较高时,选用树脂结合剂砂轮。
(5)砂轮组织的选择 紧密组织的砂轮,用于表面精度要求较高和砂轮对工件压力较大的情况,中等组织的砂轮用于一般的磨削。疏松组织的砂轮,用于接触面积大及材料较软的工件以及砂轮对工件压力较小的情况。在车床上磨削常用的砂轮组织为中等组织。
(6)砂轮形状的选择 在车床上磨削外圆及外端面时,应选择碟形砂轮,磨削内孔及内端面时,则选用杯形砂轮或小直径碟形砂轮。对于一般表面的磨削,选用碟形与平行砂轮,砂轮外径取ϕ80~ϕ200mm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。