



在车床上加工8字油槽的装置有两种:加工孔内8字油槽和加工外圆8字油槽。
1.内8字油槽的加工
图6-46所示为加工孔内8字油槽的装置。

图6-46 车床加工孔内8字油槽的装置
1—卡盘卡爪 2—夹紧装置 3—偏心套 4—连杆 5—被动锥齿轮 6—导向套 7—工具体 8—主动锥齿轮 9—刀杆 10—工件
工作原理如下:工具体7装夹在方刀架上,刀杆9配在工具体7的孔内,刀杆9上有一个长键槽,装入导向套6,使刀杆9在工具体孔内只能做轴向移动而不能转动。主动锥齿轮8滑套在工具体肩圆上,由套筒链(或软轴)和卡盘的卡爪相连接,当工件转动时,由主动锥齿轮8把车床主轴动力传递给滑套在工具体7另一端圆柱上的被动锥齿轮5,通过偏心套3、连杆4等使刀杆9做往复运动。
主动锥齿轮8与被动锥齿轮5的齿数比为1∶2,即工件转动两圈,刀杆往复一次,使刀具和工件之间相对运动的轨迹成为一条“8”字形状的螺旋线,从而加工出8字油槽。加工时油槽的深度由中滑板进给控制,油槽轴向距离则通过改变连杆4的一端在偏心套3断面上的T形槽中的位置来进行调整。为了调整方便,在偏心套3的T形部位或刀杆9上刻有刻度,从而利用连杆4在T形槽上的位置,调节刀杆9的往复距离,使其符合加工要求。开始加工时,应控制8字油槽起始点和终点对工件两端面的距离,以保证加工出的8字油槽交叉点位置正确。
2.外8字油槽的加工(https://www.xing528.com)
图6-47所示为加工套筒外圆8字油槽的装置。
工作原理如下:为便于8字油槽的加工,工件孔内临时装入一个弹性轴套,轴端紧固一个齿轮1,将8字油槽工具(见图6-46)左端装在主动锥齿轮上的套筒链卸下,装上一对齿轮2、3,齿轮1和齿轮3的齿数应当相等,工件旋转,通过齿轮1、2、3带动锥齿轮(见图6-46中主、被动锥齿轮)转动,从而加工出外圆上的8字油槽。
用专用装置在车床上加工外圆8字油槽,与利用交换齿轮手工加工相比,操作方便,劳动强度低,生产效率较高,产品质量比较稳定,适用于成批量生产的情况。但专用装置的制造需要专门设计加工,生产费用增加,单件小批量生产时尽量少用。
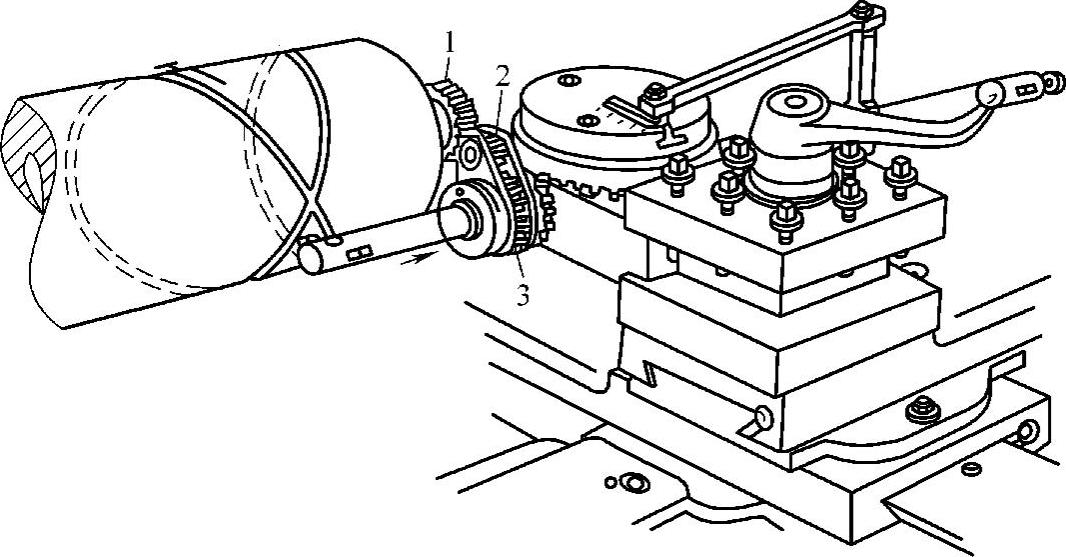
图6-47 车床加工外圆8字油槽的装置
1、2、3—齿轮
考核重点解析
技术攻关与工艺能力部分在高级技师考核中占18%左右的比例,包括难加工材料和特型面的加工,车床夹具及设计,成形车刀及专用车刀设计等内容。通过本章的学习,考生应掌握难加工材料车削的知识,车床夹具、成形车刀的设计和使用知识,特型面专用夹具的使用知识。能车削直径公差等级为IT6、表面粗糙度值为Ra0.8μm的难加工零件,能根据特型面零件进行专用夹具的设计,能根据工件加工要求设计并制造车床夹具和成形车刀。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。