



1.高锰钢
高锰钢是目前主要的耐磨钢,主要有高碳高锰耐磨钢和中碳高锰无磁钢两大类。高碳高锰耐磨钢有Mn13、ZGMn13,中碳高锰无磁钢有40Mn18Cr13、50Mn18Cr4、50Mn18Cr4V。
高锰钢加热到1000°~1100°C后保温,使钢中碳化物全部溶于奥氏体,然后水冷可获得单一均匀的奥氏体组织,又称高锰奥氏体钢,这一过程即水韧处理。处理后的高锰钢具有高强度、高韧度、高耐磨性、无磁性等特点。
2.车削高锰钢
(1)高锰钢的车削特点
1)高锰钢的加工硬化现象极为严重,它的原始硬度并不高,一般为180~200HBW,但加工后硬度可达550HBW,造成切削力猛增,车刀磨损加剧,车削加工极为困难。
2)高锰钢导热性很差,切削带走的热量很少,因此切削温度高。
3)高锰钢塑性好,韧性高,切屑强而韧,不易折断,造成切削困难。
4)高锰钢线膨胀系数大,又因切削温度高,因此工件受热膨胀变形,影响加工精度。
(2)车削高锰钢采取的技术措施
1)选用强度高、韧性好、热导率大、高温性能好的刀具材料。例如:涂层硬质合金,常用牌号有YB125、YB215、CN25等;非涂层硬质合金,常用牌号有YD10.2、YG6A、Y220(用于半精车和精车),以及YT767、YG813等(用于粗车);陶瓷材料,常用牌号有AG2、AT6、SG4等。
2)合理选用车刀的几何角度。(https://www.xing528.com)
①为提高刀具强度和改善散热条件,前角的角度应尽可能选用正前角,其选用范围为0°~5°。
②为保持切削刃锋利,减小加工硬化现象,后角可选大一些,选用范围为8°~12°。
③用较大的负倒棱和刃倾角来加强切削刃。刃倾角选取范围为-5°~-30°。
另外,还要注意对刀面和切削刃要仔细研磨,表面粗糙度值应在Ra0.4μm以下。
图6-45所示是车削高锰钢的可转位陶瓷车刀,刀片采用上压式装夹。当车削ZGMn13高锰钢时,采用AG2或SG4。刀片尺寸为16mm×16mm×6mm。切削速度vc=80~120m/min,f=0.1~0.3mm/r,ap=3~6mm。
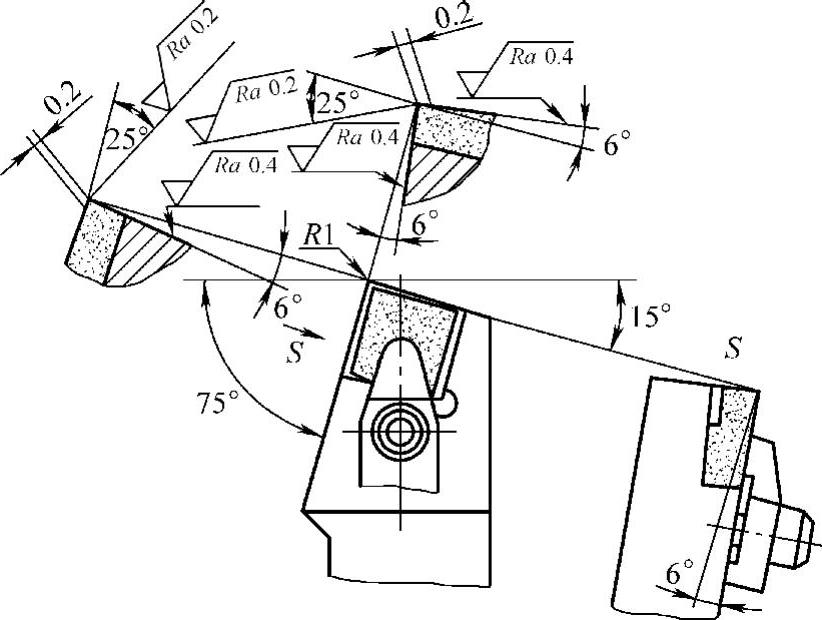
图6-45 可转位陶瓷车刀
3)选用适宜的切削用量。车削高锰钢时,因其导热性差而易使切削过程中产生的高温集中在刀头上,若切削速度选择过高,则会使刀具产生过热磨损,降低刀具的使用寿命,所以切削速度不宜过高。又由于高锰钢的加工硬化现象严重,若背吃刀量过小,则会导致刀尖在硬化层中进行切削,从而容易造成刀具磨损加快。合理的切削用量选用范围建议如下:
①粗车时:vc=15~20m/min,f=0.3~1.5mm/r,ap=3~6mm。
②半精车和精车时:vc=20~48m/min,f=0.2~0.8mm/r,ap=0.5~2mm。
4)车削高锰钢材料时,尽量选用动力大、刚性好的车床,并尽量提高工艺系统的刚性。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。