



1.成形车刀的安装
刀具在工作时的安装精度,与刀具截形的设计和制造精度一样,直接影响工件的精度。如图6-42所示,正装成形车刀的安装调整应满足以下要求。
1)刀具装夹必须牢固。
2)刀具安装后的前角和后角应符合设计时所规定的大小。
3)计算基准点1′时要位于零件中心位置。
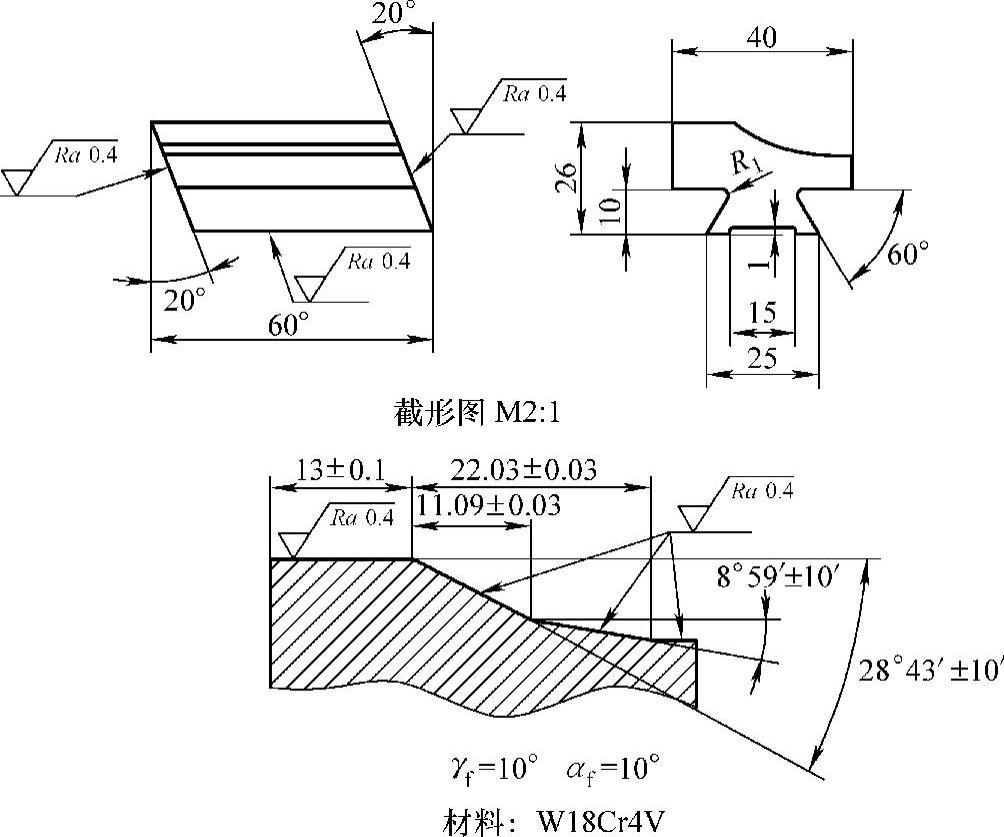
图6-41 刀具工作图
4)菱形车刀的安装定位基准K—K平面和圆形车刀的轴线要与零件的轴线平行。
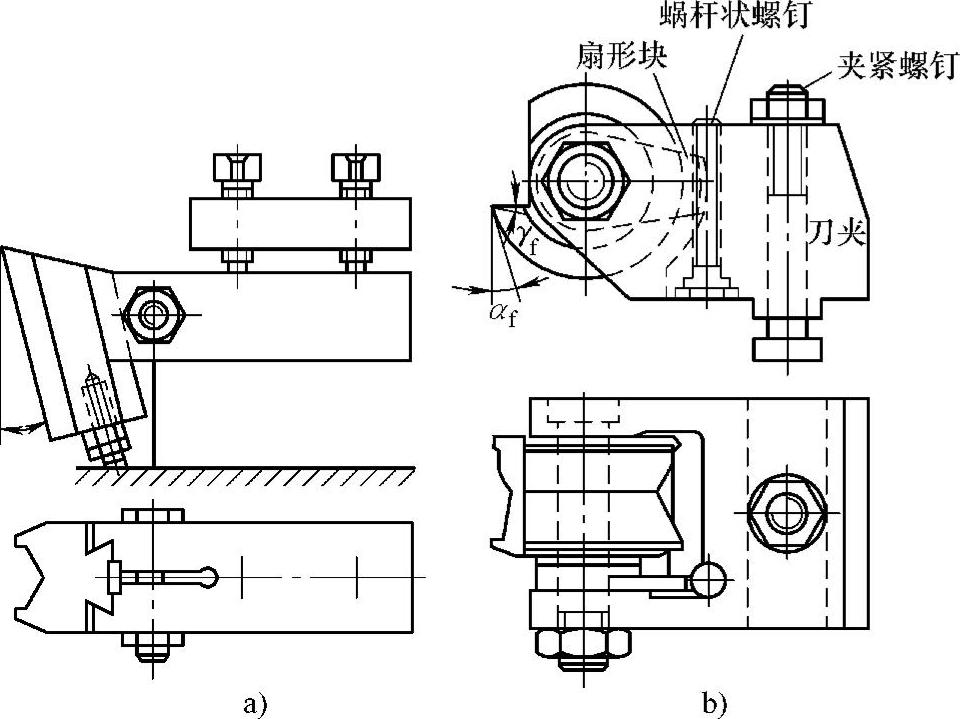
a.菱形成形车刀的安装。菱形成形车刀一般是以燕尾的底面作为夹持定位的基准面,安装在刀夹的燕尾槽内,如图6-43a所示。安装时将道具倾斜所需的后角αf,并使刀尖与工件的中心等高。刀具下端的螺钉,可用来调整刀尖位置的高低,同时也能增加工作时的稳定性。
b.圆形成形车刀的安装。圆形成形车刀是以圆柱孔为定位基准,套在刀夹的心轴上,如图6-43b所示。刀具的一端有端面齿,与扇形块上的端面齿啮合。扇形块则与蜗杆状螺钉啮合。这样既可防止刀具车削时因受切削力作用而发生转动,又可用来调节切削刃基准的高低位置。粗调时可把两个端面齿错过一个或几个齿来啮合,精调时则可通过调节蜗杆和扇形蜗轮进行。
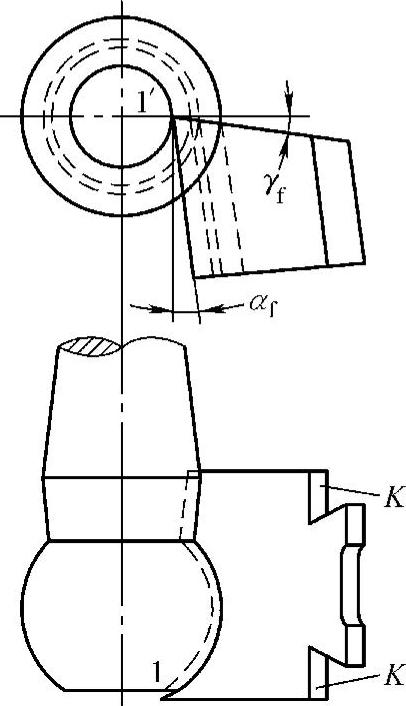
图6-42 正装成形车刀的安装位置
2.成形车刀的切削特点及切削用量
由于成形车刀的切削宽度大,径向进给时的切削力也较大,因此容易引起振动,不同截形的成形车刀较普通车刀产生的切削力大10%~30%。因此,要求成形车刀夹持牢固,工艺系统要有足够的刚性,进刀要均匀,刃口要锋利光整,切削液浇注要充分,才能使切削顺利。
用成形车刀切削时的切削用量主要是进给量和切削速度,二者均低于普通车削。
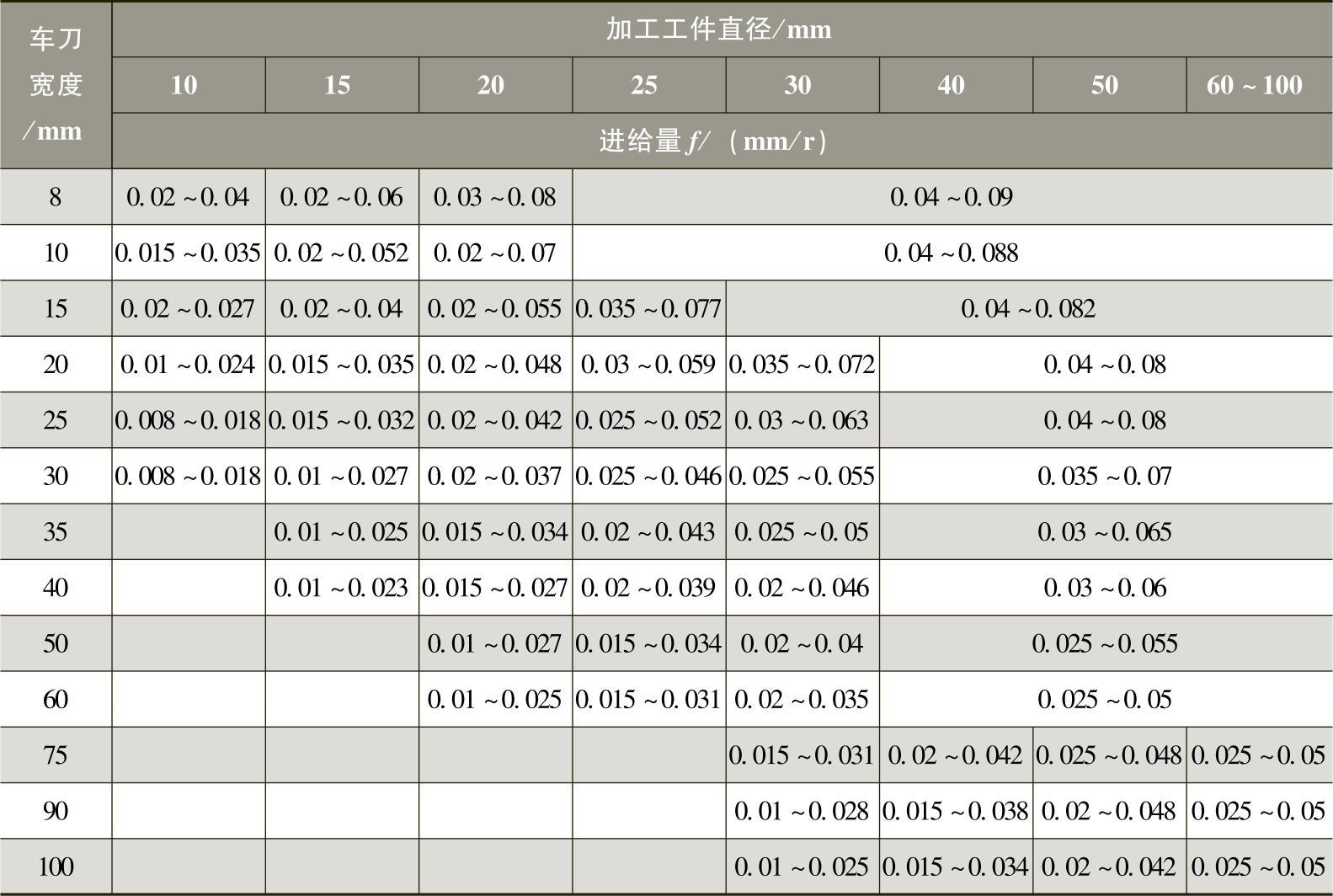
(1)进给量的选择 由于成形车刀的切削宽度比普通车刀宽得多,所以切削力大。为了防止工件发生弯曲和振动,进给量一般选较小的值,尤其是在切削比较细长的工件时,进给量更应取得小些。具体数值可按表6-5选择。
 (https://www.xing528.com)
(https://www.xing528.com)
图6-43 成形车刀的安装
a)菱形成形车刀的安装 b)圆形成形车刀的安装
表6-5 成形车刀进给量的参考数值
(2)切削速度的选择 当进给量确定后,切削速度可根据刀具耐用度的大小计算得出。通常高速钢刀具的寿命规定为120~150min,硬质合金为150~240min。表6-6所列为高速钢成形车刀车削时的切削速度。
表6-6 高速钢成形车刀车削时的切削速度

3.成形车刀的重磨
当成形车刀达到规定的磨损限度后就必须进行重磨,重磨一般是在工具磨床上进行,用碗型砂轮刃磨刀具的前刀面。重磨的基本要求是保持原始的前角和后角数值。
(1)菱形成形车刀的重磨 重磨菱形成形车刀的方法如图6-44a所示,只要将刀具后面与碗形砂轮表面的垂线间装置成γf+αf即可。重磨后一般检验菱形成形车刀的楔角β=90°-(γf+αf)。
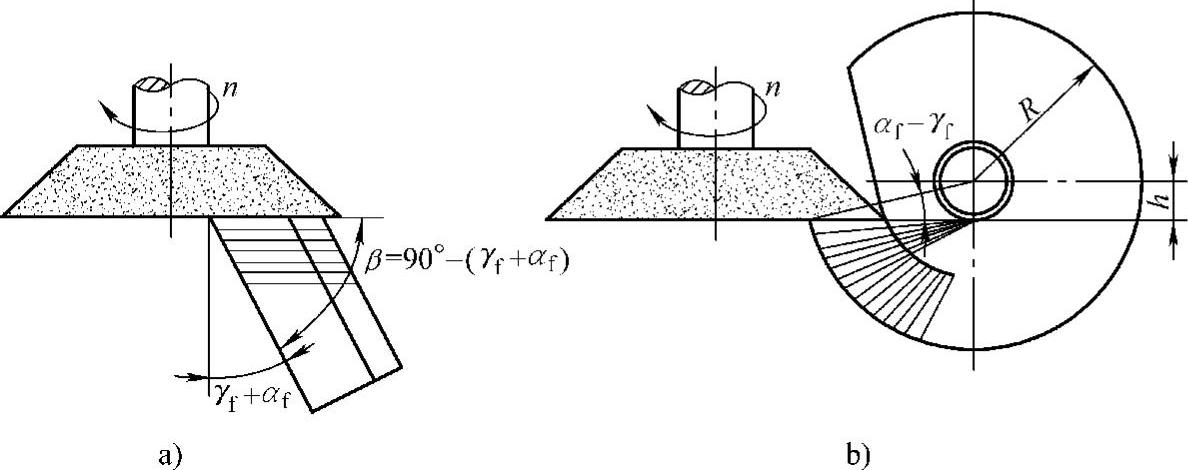
图6-44 成形车刀重磨示意图
a)菱形成形车刀 b)圆形成形车刀
(2)圆形成形车刀的重磨 重磨圆形成形车刀的方法如图6-44b所示,使刀具中心与砂轮工作端面偏移距离h,h值按下式计算:
h=Rsin(αf-γf)
重磨后的圆形成形车刀应检验其前刀面是否在以h为半径作圆的切线方向,通常在圆形成形车刀端面上画出的圆称为检验圆,前刀面与检验圆相切。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。