



下面介绍几种车削加工特型面所用的专用夹具。
1.车削椭圆轴、椭圆孔和椭圆盘的夹具
在生产中,可用旋风车削法又好又快地车削椭圆面。
(1)旋风车削椭圆轴和椭圆盘(见图6-8和图6-9) 具体操作要求如下:
1)将旋风切削头安装在车床中滑板上。
2)工件安装时,将其穿过旋风切削头内孔,一端由卡盘夹紧,另一端由顶尖支承,应保证工作轴线与旋风刀盘轴线相交,夹角α的大小由椭圆短轴和长轴之比来决定。
3)旋风刀盘由专门电动机带动旋转,并由床鞍带动沿工件轴线进给(工件不转动),即可车削椭圆轴。
4)刀具安装时,应保证几把刀具刀尖的旋转直径等于被加工零件椭圆轴的长度,还应保证刀具旋转轴线与工件轴线的交点在刀具刀尖回转平面内。否则,由于中心高偏离,将会继续车削而把工件车坏。
5)用旋风车削法车削椭圆轴时,椭圆轴的短轴一般不能大于80mm。
如果将刀具安装在车床主轴法兰盘上,并由车床主轴带动旋转,然后把工件安装在小刀架上,与刀具旋转中心成一定夹角α,并移动小刀架进给,即可车出椭圆盘,如图6-9所示。
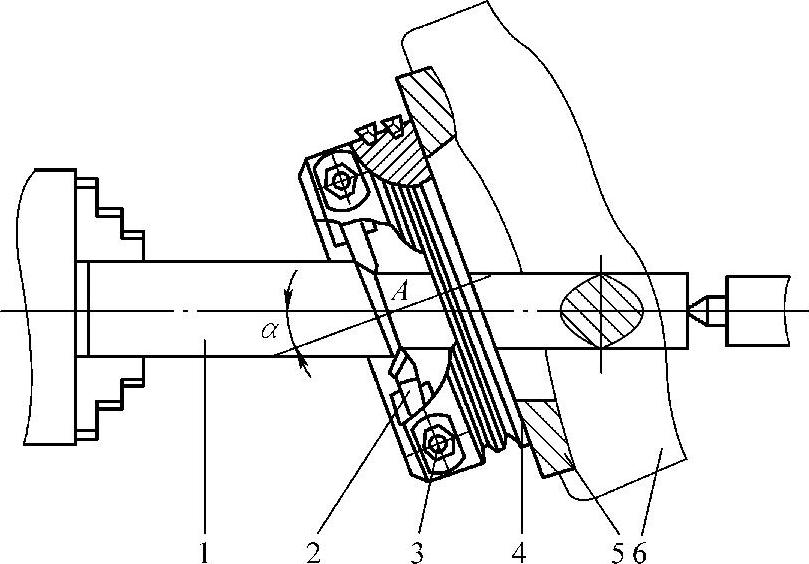
图6-8 旋风车削椭圆轴
1—工件 2—车刀 3—螺钉 4—旋风刀盘 5—旋风轴 6—旋风切削头体
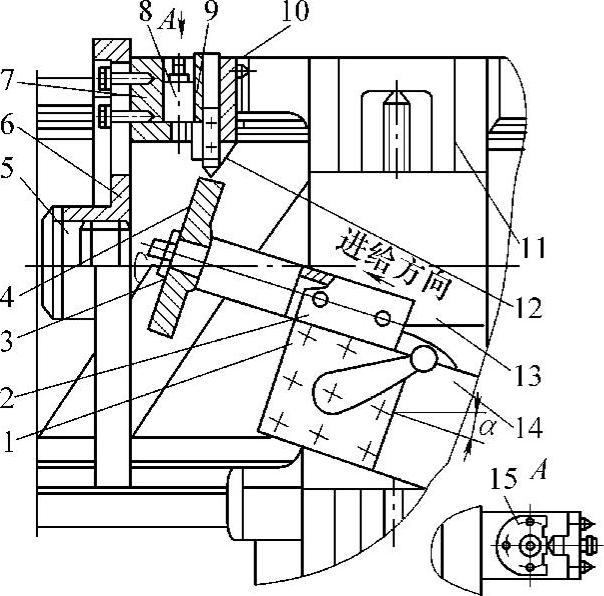
图6-9 旋风车削椭圆盘
1—车床小刀架 2—夹具 3—心轴 4—工件 5—车床主轴 6—花盘 7—特殊刀架 8—螺杆 9—夹刀块 10—上盘 11—床鞍 12—车刀 13—中滑板 14—小滑板 15—顶盖
(2)旋风车削椭圆孔 如图6-10所示为旋风车削椭圆孔的夹具示意图。操作要点介绍如下。
1)安装刀具的刀杆由支架2和7支承,刀杆6经万向联轴器3与车床主轴连接,并由车床主轴带动旋转。
2)工件4安装在中滑板上固定不动,由床鞍带动自动进给,当然也可手动进给。
3)刀具的旋转轴线与车床主轴轴线应成一定夹角α。α角的大小由椭圆孔长、短轴的比值来决定,所以改变夹角α,即可改变椭圆孔长、短轴的比例。
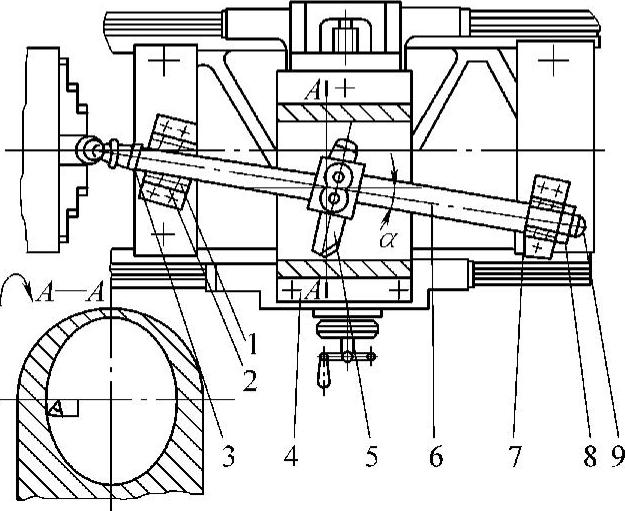
图6-10 旋风车削椭圆孔
1—轴瓦 2、7—支架 3—万向联轴器 4—工件 5—车刀 6—刀杆 8—自锁螺母 9—底板
4)刀具刀尖的旋转直径应等于被加工工件椭圆孔的长轴直径。
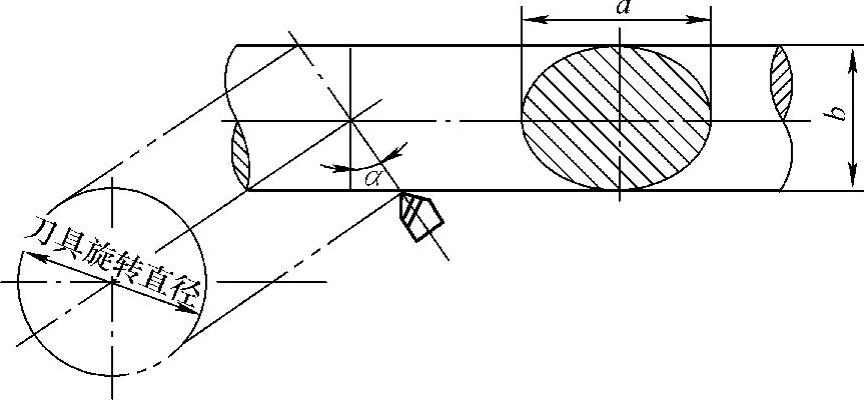
用旋风车削法车削椭圆轴和椭圆孔时,刀具旋转轴线与工件椭圆轴或椭圆孔轴线的夹角α(图6-11),可用下面的公式进行计算:
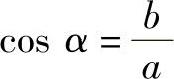
式中 α——刀具旋转轴线与工件椭圆轴或椭圆孔轴线间的夹角(°);
a——椭圆的长轴长度(mm);
b——椭圆的短轴长度(mm)。
 (https://www.xing528.com)
(https://www.xing528.com)
图6-11 椭圆长、短轴与夹角的关系
2.用旋风切削法加工球面
按照传统的方法,加工球面时大都采用双手控制法粗车球面,然后用样板刀进行精车。这样的加工方法,不但工件质量不够稳定,而且操作劳动强度较大,样板刀的刃磨比较困难。对于生产批量较大而且加工质量要求较高的球面,用旋风切削法加工,不但加工质量能得到保证,而且能提高生产效率。
图6-12所示为旋风切削法加工球面的示意图。工件由夹持在自定心卡盘上的支承套1和由回转顶尖顶牢的支承套2夹紧。刀盘3由电动机5驱动旋转。刀盘轴线与工件轴线的交点就是球心,刀尖切削刃到交点的距离则是球面半径。加工时电动机5驱动刀盘3高速旋转(主运动),车床主轴带动工件慢速旋转(进给运动),旋风切削头4由中滑板带动完成进给运动,从而完成对球面的加工。
利用旋风切削法,既可加工完整的球面,也可加工带柄的球面。
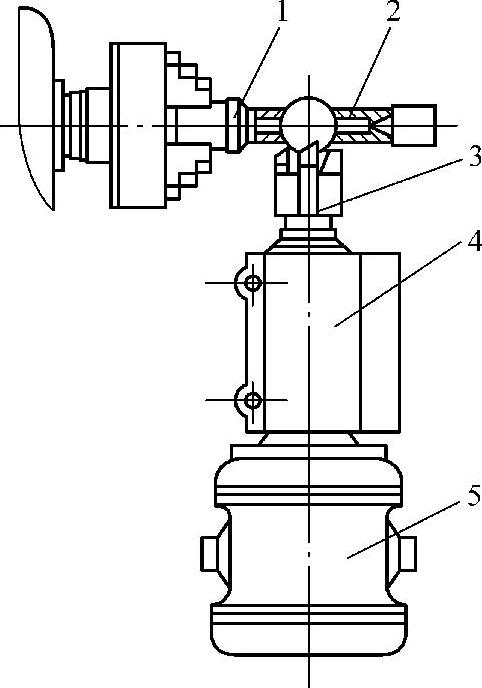
图6-12 旋风切削法加工球面
1、2—支承套 3—刀盘 4—旋风切削头 5—电动机
(1)加工完整的球面 如图6-13所示,加工前将工件和旋风切削头按要求装好。切削时,先切削一部分(图6-13a),即车出一球面,然后把工件转过90°,再车削另一部分(见图6-13b)。这样一个完整的球面就车削完成了。
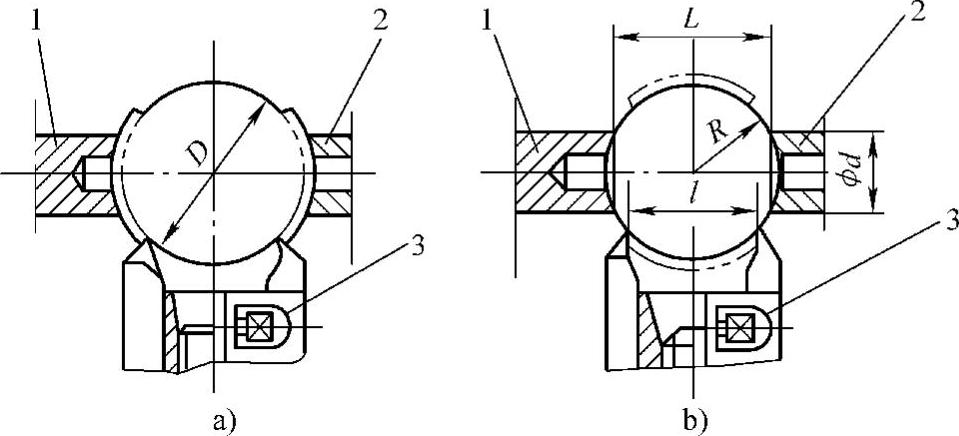
图6-13 用旋风切削法加工完整球面
a)第一步 b)第二步
1、2—支承套 3—刀盘
(2)加工带柄的球面 如图6-14所示,加工前,根据球体及球柄直径计算旋风切削头应转过的角度α以及相关尺寸。其计算公式如下:
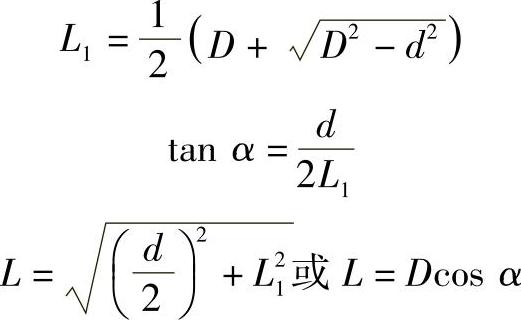
式中 L1——球面部分长度(mm);
L——刀盘上两相对切削刃间的距离(mm);
α——切削头应转过的角度(°);
d——球柄直径(mm)。
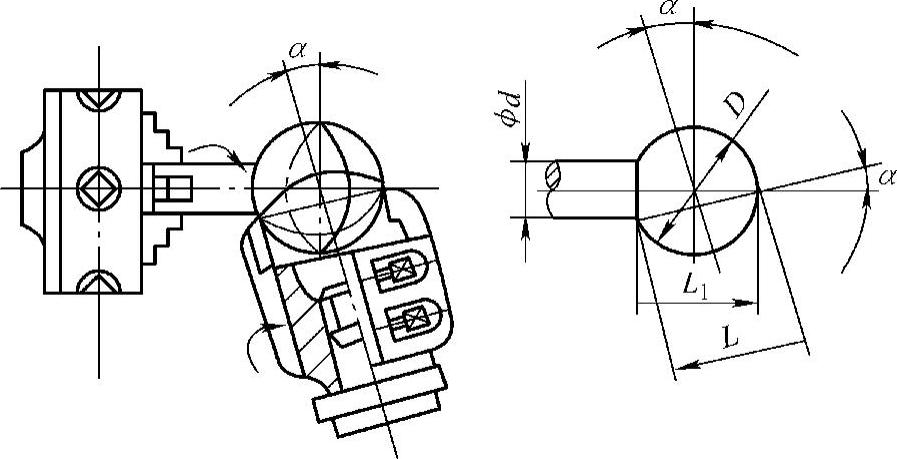
图6-14 用旋风切削法加工带柄的球面
加工时,应把旋风切削头转过α角,即可进行加工。
3.用蜗杆传动装置车削圆弧面
图6-15所示为用蜗杆传动装置车圆弧面,车床主轴带动工件8所做的旋转运动为主运动,进给运动由摇动手轮17通过蜗杆副使蜗轮轴5旋转,带动刀具7完成。工件8与刀具7之间的相对运动轨迹,就形成被加工的圆弧面。
该装置使用时用螺钉固定在车床的小滑板上,并要保证刀具7的刀尖与主轴线等高,即为H的高度。车床床鞍的纵向移动和中滑板的横向移动,可完成车圆弧时水平位置的调整。
用该装置车削圆弧面,经过蜗杆副减速,进给运动相对均匀,加工出的工件表面粗糙度值较小,一般可达Ra1.6μm。
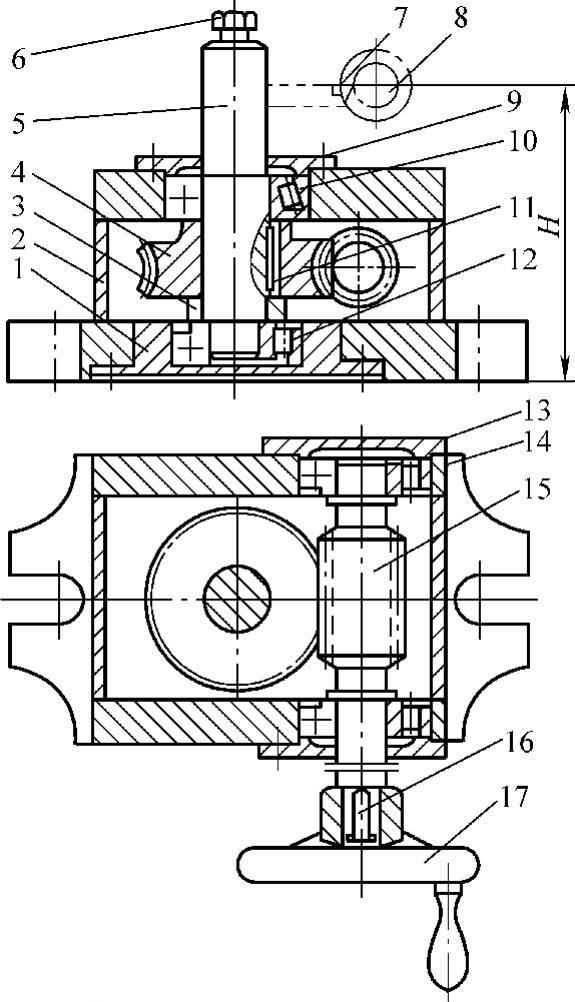
图6-15 用蜗杆传动装置车圆弧装置
1—轴承座 2—箱体 3—套 4—蜗轮 5—蜗轮轴 6—螺钉 7—刀具 8—工件 9—上盖 10、12、14—轴承 11、16—键 13—侧盖 15—蜗杆 17—手轮
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。