



1.分析图样
图5-28所示的立交孔圆柱体,材料为40Cr钢,采用ϕ65mm×93mm热轧圆钢,单件生产。该工件由外圆ϕ60mm,以及三个互相垂直的孔ϕ26+0.0210mm、ϕ28+0.0210mm、ϕ26+0.0210mm组成。三个孔的轴线互相垂直,公差等级均为7级,表面粗糙度值均为Ra1.6μm。ϕ26+0.0210孔轴线为A基准,ϕ28+0.0210mm孔轴线为B基准,距右端面(26±0.03)mm,相对于A基准的对称度公差为0.04mm,垂直度公差为ϕ0.03mm;ϕ26+0.0210mm孔轴线距左端面(30±0.03)mm;相对于A基准的对称度公差为0.04mm,相对于A基准、B基准的垂直度公差均为ϕ0.03mm。
2.工艺分析
(1)保证对称度、垂直度 该工件三个孔的位置精度要求较高,找正时只能找正ϕ60mm外圆,工序基准与设计基准不重合,为减少基准不重合误差,在一次装夹中车削ϕ60mm外圆、ϕ26+0.0210mm孔和端面,以保证较高的同轴度。为保证对称度、垂直度,对ϕ60mm外圆要求圆柱度公差为0.01mm,总长为(90±0.01)mm,两端面平行度公差为0.01mm。
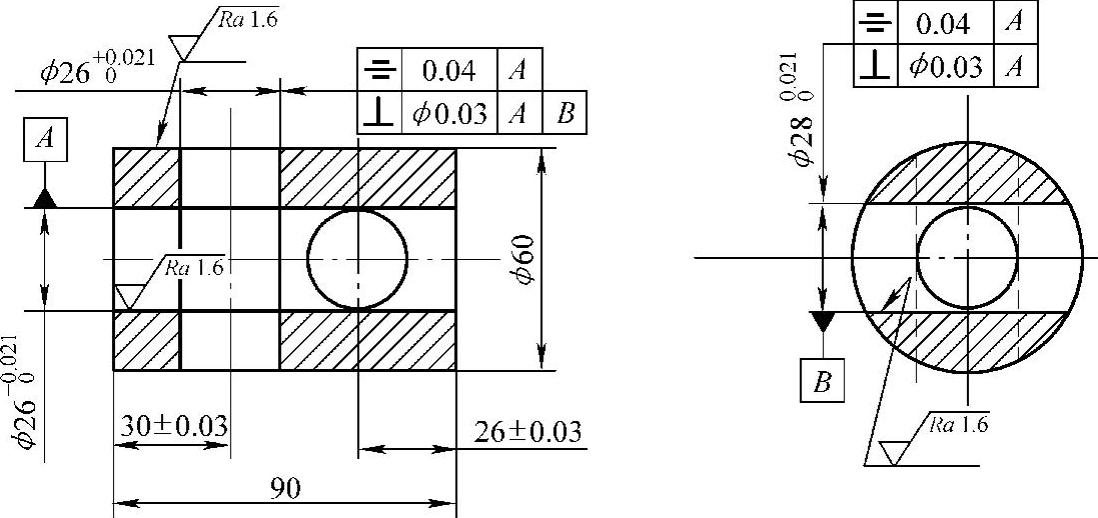
图5-28 立交孔圆柱体
(2)保证孔轴线距端面(30±0.03)mm 图样要求孔ϕ28+0.0210mm轴线距右端面为(26±0.03)mm,则距左端面为90mm-26mm=64mm,孔轴线至两端面距离相差64mm-26mm=38mm,指示表的最大量程一般不超过10mm,若不采用垫块,无法保证(26±0.03)mm的要求。为使装夹找正方便和工件旋转时平稳可靠,应车一垫块,垫块直径为ϕ60mm,厚度为(38±0.01)mm,两端面平行度误差不超过0.01mm。
3.加工方法
(1)找正第一个垂直孔 用单动卡盘的两只卡爪垫铜皮夹ϕ60mm外圆,另两只卡爪夹工件两端面及垫块。先找正待加工孔轴线使之与外圆轴线垂直,指示表接触工件侧素线,卡盘转动180°,再接触工件侧素线,反复调整工件,使指示表读数差小于0.02mm,如图5-29a所示。然后找正待加工孔轴线与端面的距离,指示表接触工件端面,移动中滑板,微动卡盘,使工件端面水平,退出床鞍,卡盘转动180°,再使垫块端面水平,反复调整卡爪,使指示表读数差小于0.02mm,如图5-29b所示。然后找正待加工孔轴线使之与外圆轴线对称,指示表接触工件上素线,移动床鞍和中滑板,微动卡盘,使工件上素线水平,转动180°,再使工件上素线水平,反复调整卡爪,使指示表读数差小于0.02mm,如图5-29c所示。边调整边夹紧工件,工件夹紧后,应复查垂直度误差、中心距误差和对称度误差。

图5-29 立交孔圆柱体零件孔的找正方法
(2)找正第二个垂直孔 找正方法与找正ϕ28+0.0210mm孔相同,但要找正被加工孔轴线与ϕ26+0.0210mm孔轴线垂直。在ϕ26+0.0210mm孔中插入无间隙心轴,心轴两端伸出长度大致相等,指示表接触心轴侧素线,反复调整工件,使指示表读数差小于0.02mm,如图5-30所示。
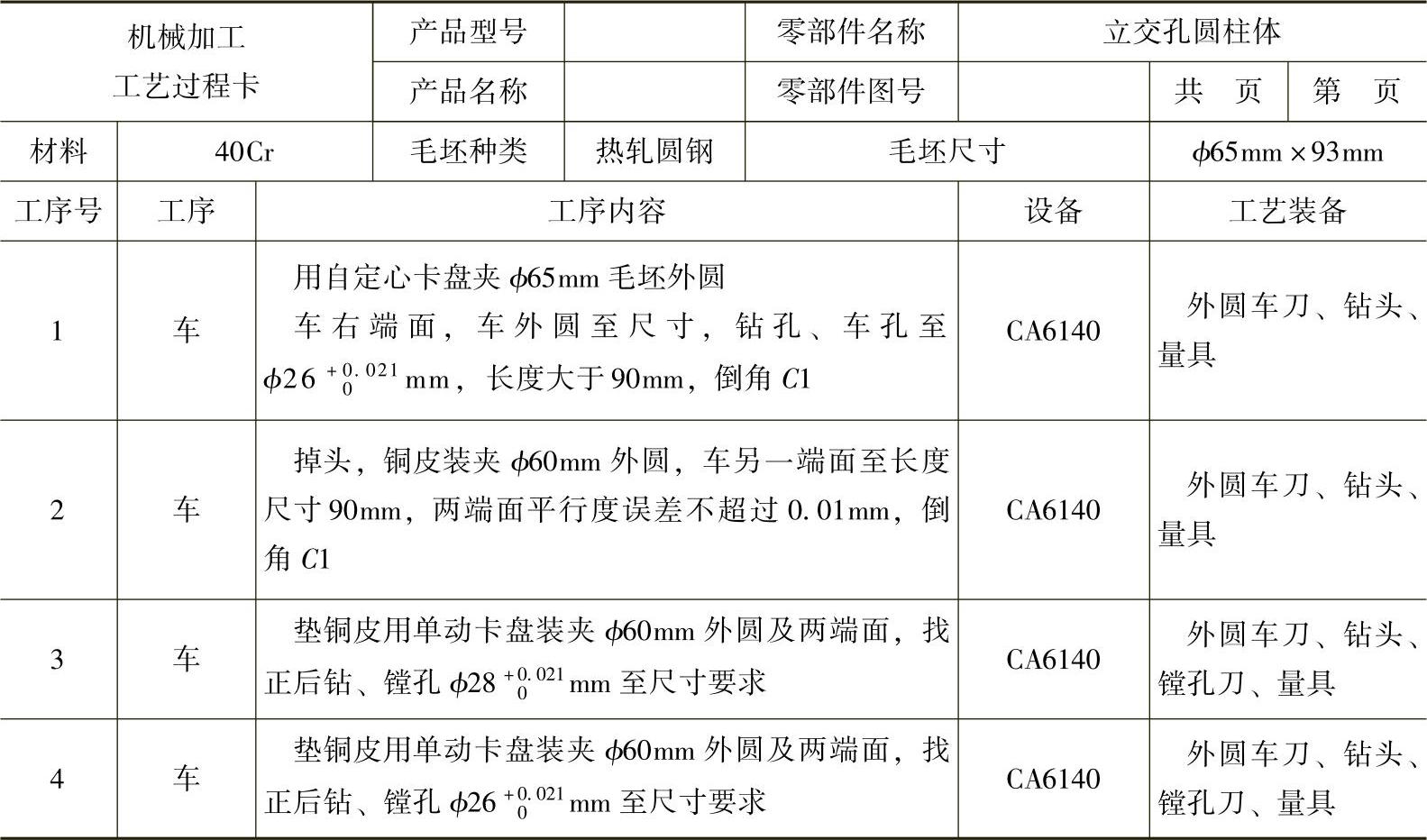
单件生产立交孔圆柱体机械加工工艺见表5-4。
4.精度检验
(1)检验孔轴线与端面的距离 检验ϕ28+0.0210mm孔轴线与右端面的距离尺寸(26±0.03)mm时,在ϕ28+0.0210mm内孔装入无间隙心轴,垂直放置在平板上,用量块、指示表测量,如图5-31所示。量块高度H=h+d/2=26mm+28mm/2=40mm。用指示表测量心轴两端,指示表在心轴两端读数代数和的一半即为孔轴线与端面的距离。若心轴直径为ϕ28.01mm,指示表读数分别为0mm、+0.01mm,则孔轴线与端面的距离为(40mm+40.01mm)/2-28.01mm/2=26mm。
 (https://www.xing528.com)
(https://www.xing528.com)
图5-30 找正第二个垂直孔轴线与第一个垂直孔轴线垂直
表5-4 立交孔圆柱体机械加工工艺
量块是用铬锰钢制成的矩形截面的长方体,上、下测量面精度高且表面粗糙度值小,每块量块上都标有基本尺寸。
量块按制造精度分为00、0、1、2、3和K级,00级精度最高,3级精度最低,K级为校准级。分级的主要依据是量块长度极限偏差和长度变动量的允许值。按级使用时,直接取基本尺寸,这样使用方便,但存在制造误差,测量结果准确性较差。
量块按检测精度分为1、2、3、4、5、6六等,1等精度最高,6等精度最低。量块分等的主要依据是中心长度测量的极限偏差和平面平行性允许偏差。按等使用时,用被检测后的实际尺寸,不包括制造误差,测量精度较高,但要考虑量块的修正值。
当一个量块的工作表面沿另一个量块的工作表面滑动时,用手稍加压力,两块量块便能粘合在一起,因此,可用多个量块组成量块组。用量块组合成一定的尺寸时,应用最少的量块组合成所需尺寸的量块组,一般不超过4~5块。选用量块时,应根据所需组合的尺寸,从最后一位数字开始选取,每选一块应使尺寸的位数减少一位,依此类推。
(2)检验对称度和垂直度 选用精度较高的V形架,将ϕ26mm无间隙心轴固定在V形架上。

图5-31 检验孔轴线与端面的距离
检验ϕ28+0.0210mm孔轴线相对于ϕ26+0.0210mm孔轴线的对称度时,内孔装入无间隙心轴,用指示表找正ϕ26mm心轴呈水平位置,记下指示表读数,然后将工件转过180°,找正ϕ26mm心轴使之呈水平位置,指示表两次的读数差即为对称度误差,如图5-32a所示。
检验ϕ28+0.0210mm孔轴线相对于ϕ26+0.0210mm孔轴线的垂直度时,将V形架垂直放置在平板上,用指示表测量ϕ26mm心轴两端,指示表的读数差即为垂直度误差,如图5-32b所示。
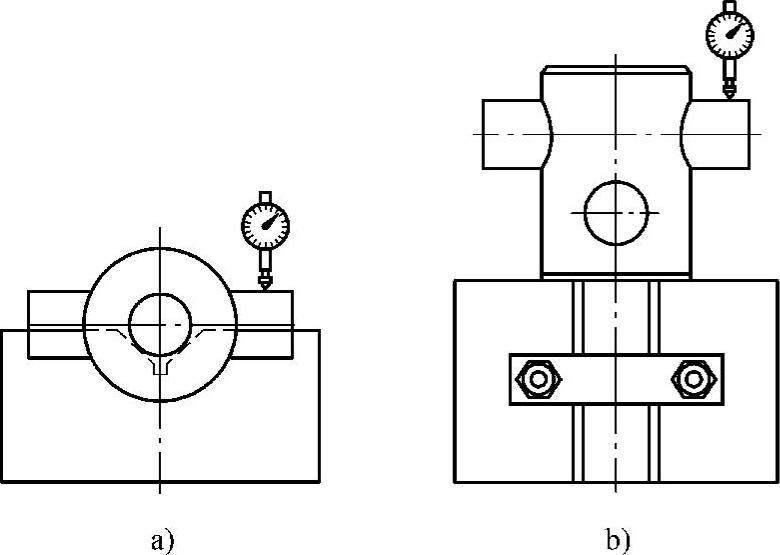
图5-32 测量对称度和垂直度
a)测量对称度 b)测量垂直度
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。