



根据薄板类零件的形状尺寸、加工精度要求等情况,常用的装夹方法有以下几种。
1.用软爪卡盘装夹
软爪卡盘应根据零件的几何形状和精度要求专门制作,安装或直接焊接在卡盘卡爪上。如图5-13所示的扇形软爪卡盘,是一个用于加工圆形薄板类零件的软爪卡盘。其特点是夹紧时可增大装夹的接触面积,使夹紧力均匀分布在零件的夹紧面上,增强工件的定位刚度,减少夹紧变形。
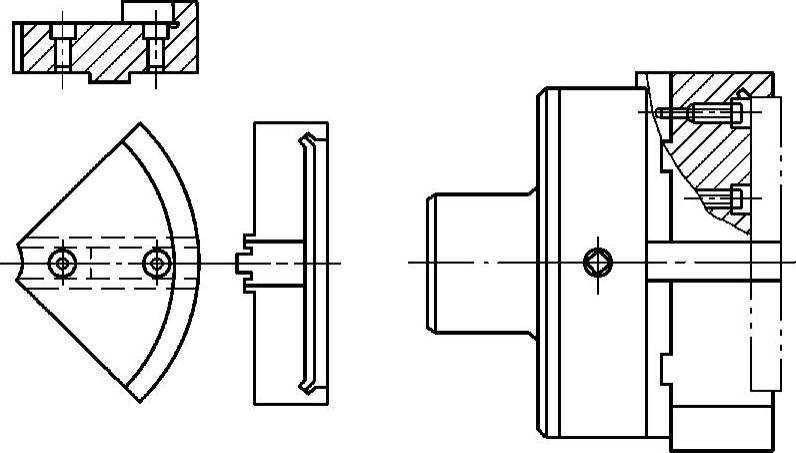
图5-13 扇形软爪卡盘
2.用真空吸盘装夹
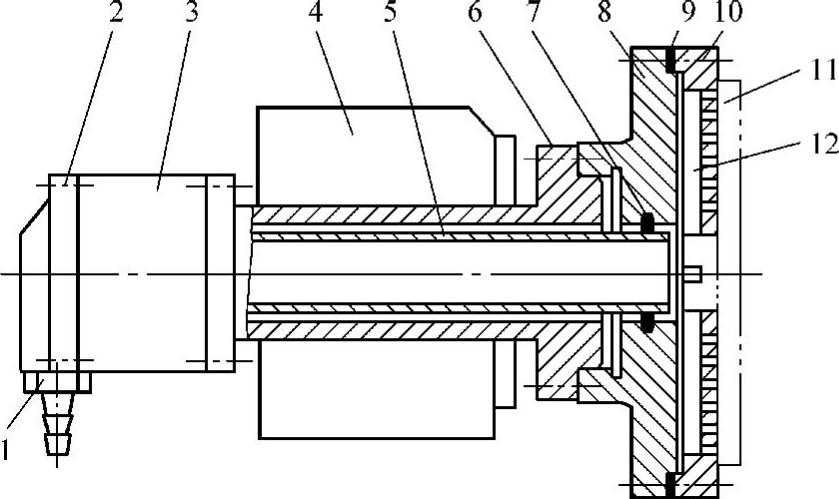
当工件的厚度较小时(小于3mm),其刚性非常差,采用径向夹紧的方法无法车削,这时可考虑用真空吸盘装夹工件。如图5-14所示的真空吸盘,常与车床主轴和真空泵配合使用,当真空泵工作时,由于圆环槽吸盘表面的六道圆环槽及中心通孔被抽成负压,工件被大气压均匀地压紧在吸盘表面上,从而使工件被夹紧,而且不会使其产生装夹变形。
薄壁件的直径要大于最外缘圆环槽的直径10mm以上。
 (https://www.xing528.com)
(https://www.xing528.com)
图5-14 真空吸盘
1—抽气接头 2—轴承座 3—导气接头 4—主轴箱 5—抽气管 6—主轴 7—密封圈 8—法兰盘 9—密封垫 10—圆环槽吸盘 11—薄壁件 12—放射状通气直槽(4~8条)
3.用专用夹具装夹
如工件是薄片圆环,其外圆已经加工过,两端面已由平面磨床磨削,要以外圆和端面定位加工内孔,可用如图5-15a所示的多件夹紧车内孔夹具,该夹具轴向夹紧力作用于工件刚性较好的部位,可有效地防止夹紧变形。一次装夹多件可大大提高生产效率。如果薄片圆环的内圆和端面已经加工过,要以内圆和端面定位加工外圆,可以用图5-15b所示多件夹紧车外圆夹具,其特点与图5-15a所示的多件夹紧车内孔夹具类似。
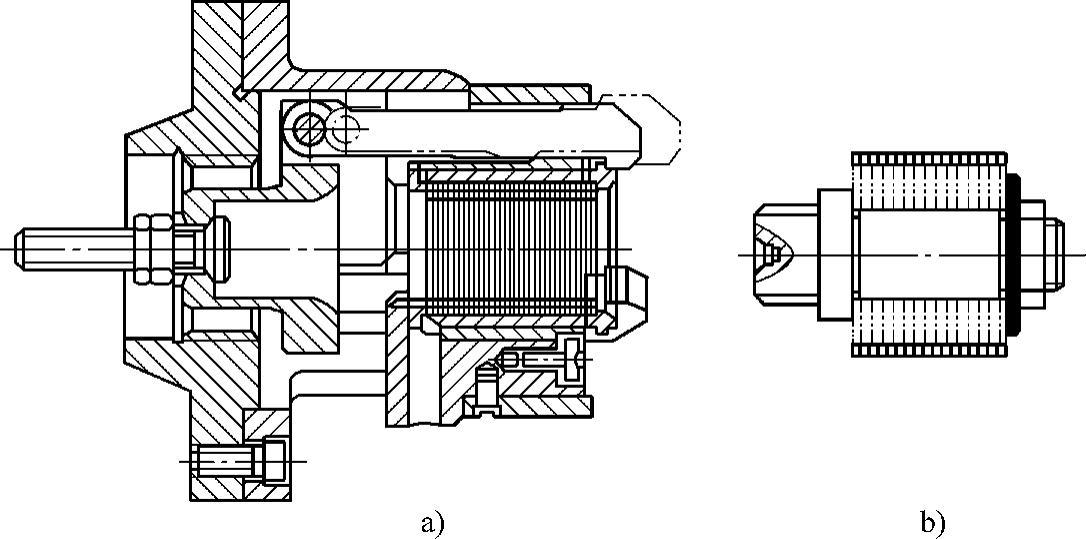
图5-15 多件夹紧车削薄片圆环夹具
a)车内孔夹具 b)车外圆夹具
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。