



轴承座属于复杂形体零件,结构及工件数量不同,加工方法也不同。如图5-6所示的轴承座,是比较有代表性的轴承座。在单件或小批量车削时,一般要先划线,然后对底平面进行粗、精加工,之后再安装在单动卡盘或花盘和角铁上,进行找正和装夹定位,进行下一步车削。

图5-6 轴承座
1.用单动卡盘装夹轴承座
在单动卡盘上装夹轴承座时,轴承座的底平面要经过车削或铣削加工。装夹找正方法如下:
(1)在四个卡爪上分别垫一块较窄垫片,将工件装夹在单动卡盘上。
(2)找正底平面 转动工件使其底平面向上,将磁力指示表座固定在中滑板上,移动床鞍,用指示表纵向找正底平面,如图5-7a所示。
(3)找正侧素线 将平板放在大导轨上,将划针盘放在上面,将工件正转或反转90°,使划针盘针尖对准工件上的侧素线并纵向移动,当针尖位置低于工件侧素线时,将工件向下轻轻敲击;当针尖位置高于工件侧素线时,将工件向上轻轻敲击,直至划针盘针尖与工件侧素线等高为止,如图5-7b所示。
(4)找正端面十字线 将划针盘放在中滑板上,调整划针针尖与工件端面横线大致等高横向移动,如划针针尖低于端面横线,将工件向下轻轻敲击调整;如划针针尖高于端面横线,将工件向上轻轻敲击调整。然后将工件反转180°,用同样方法进行检查调整,直至划针针尖与端面横线等高为止,如图5-7c所示。
底平面、侧素线、端面十字线的找正调整要反复多次才能达到工件的装夹要求。(https://www.xing528.com)
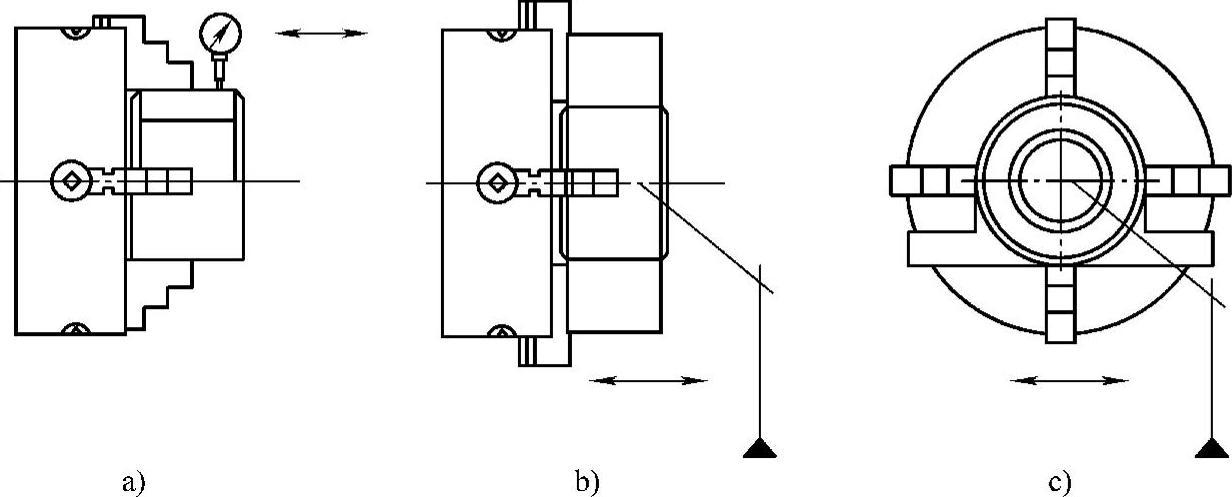
图5-7 在单动卡盘上装夹找正轴承座
a)找正底平面 b)找正侧素线 c)找正端面十字线
2.用花盘、角铁装夹轴承座
用花盘、角铁装夹轴承座的方法如图5-8所示。
把轴承座装夹在角铁上后,先用压板压紧,再用划针找正轴承座的对称十字线。找正方法是水平移动划线盘,找正水平中心线,然后把花盘旋转180°,再用划针拉一水平线,如果两线不重合,可把划针调整至两线中间,再用以上方法把工件逐步调整至中心。然后将花盘回转90°,并用以上相同的方法找正垂直中心线。在找正十字线时,应同时找正上侧基准线,以防止工件歪斜,最后夹紧工件。找正后装上平衡块进行平衡,空转检查一下不碰到机床,即可进行车削。
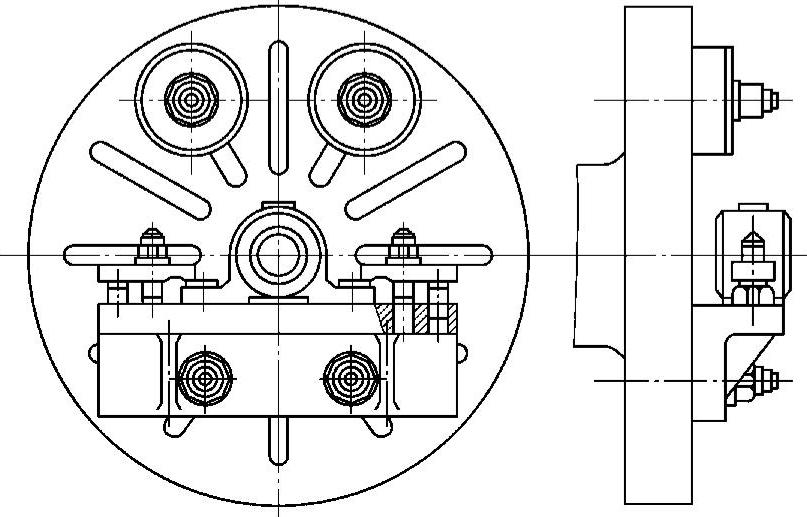
图5-8 用花盘、角铁装夹轴承座
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。