



1.ϕ12+0.0430mm孔精度检查
用0.01mm/10~18mm内径指示表检测,以标准套规调整内径指示表指针零位,并把内径指示表插入被测孔中,沿被测孔的轴线方向测若干个截面,对每个截面要在相互垂直的两个部位上各测一次。如果指示表指针在0~+0.043mm范围内摆动,则说明孔径符合图样要求。
2.台阶尺寸5+0.0400mm的检查
用深度千分尺检测,首先在测量平板上检查千分尺微分筒上零位刻线位置是否正确,必要时进行调整。测量时沿台阶上均匀分布的三点进行测量,其读数值应在5~5.04mm范围内。
3.孔距尺寸(25±0.025)mm的检查
由于两孔径误差较大,若用测量心轴及外径千分尺配合测量,精确度较差,所以可用内测千分尺直接在两端孔口测量,取其读数值的最大一端。千分尺的读数值减去两孔直径实际尺寸的一半就是孔距的实际尺寸。
4.孔距尺寸(12.5±0.0215)mm的检查
检测方法如图4-7所示。在ϕ12mm孔内插入测量心轴,置于平板等高块上,用直角铁调整基准孔A轴线与平板面平行,用指示表找出测量心轴上素线最高点,把可调量块调整到与心轴最高点等高,然后用计算后的量块组成尺寸放在可调量块上。为了方便测量,在组成量块上可以附加一块量块并伸出一半,再用指示表找出基准孔上素线的最高点,移动指示表,使测头与附加量块下平面接触,比较两者读数差是否在公差范围内。
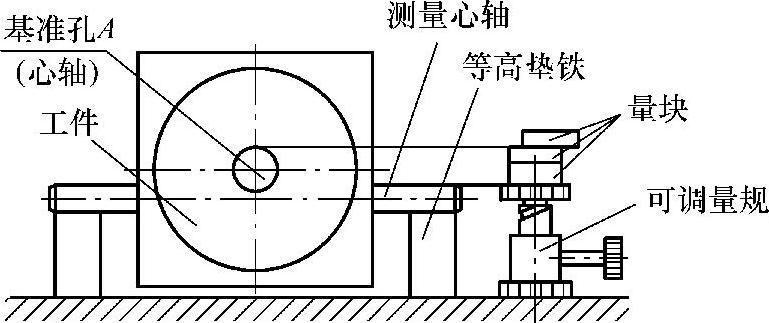
图4-7 孔距尺寸检验图
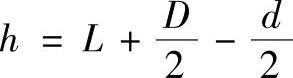
量块组高度尺寸可用下式计算
 (https://www.xing528.com)
(https://www.xing528.com)
若测得基准孔A的实际尺寸D=ϕ20.01mm,测量心轴实际尺寸d=ϕ11.99mm,则

5.基准孔A轴线对平面C(或D)对称度误差0.08mm的检测
基准孔A轴线对称度误差检测方法见图4-8,测量时,把工件的平面C(或D)放置于测量平板上,用指示表测头接触孔表面,找出孔的下素线,测量出距离a、b。将工件翻转180°后,测量距离c、d,比较a、c和b、d,取两个壁厚中较大的值不大于0.08mm即对称度合格。
6.2×ϕ22+0.0210mm孔轴线对端平面B垂直度误差0.03mm的检查
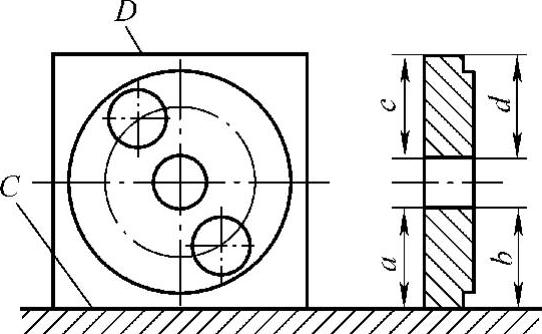
图4-8 位置误差检测
将工件置于测量平板上的直角座并固定,为了简化测量,可仅在x、y两个方向上测量。测量时,把测量心轴插入被测孔内,用指示表在心轴前、后两点上测量,若测得读数M1=-0.01mm、M2=+0.02mm,测量长度为30mm,则该测量方向上的垂直度误差为

将工件旋转90°,按上述方法测量计算,其误差f2<0.03mm,说明垂直度误差在公差范围内。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。