



渐深螺纹是一种典型的复杂螺纹,它的螺纹牙深在螺纹长度上不断变化,牙型也比较特殊,所以刀具也要根据牙型刃磨,不同牙深底面的锥度需用调整尾座偏移量的方式来加工。
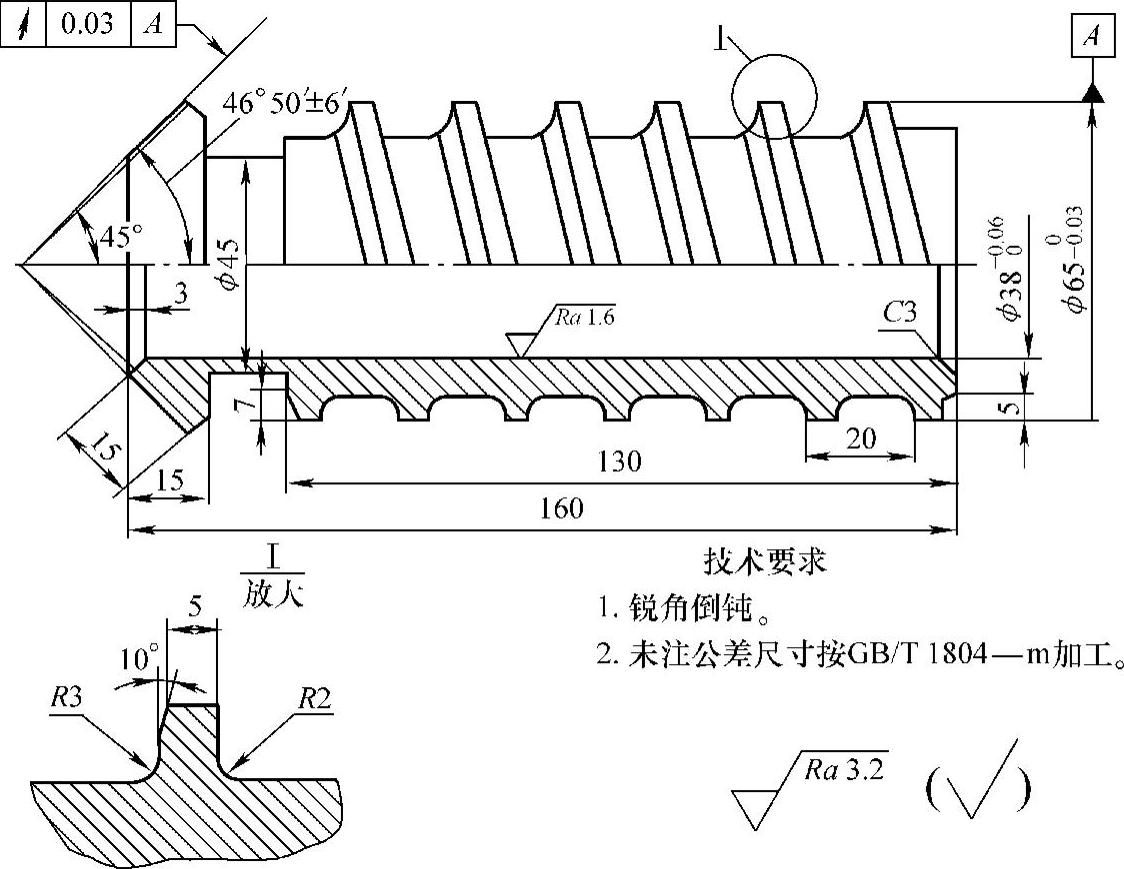
图3-13 通孔变深螺纹件
1.加工前的准备
1)检查毛坯尺寸ϕ75mm×162mm,材料为45钢。
2)准备90°车刀、45°车刀、通孔精车刀、通孔粗车刀、外直槽车刀、R2圆弧刀、R3圆弧刀、10°成形刀、ϕ28mm钻头、ϕ2.5mm中心钻、平行对分夹头(鸡心夹头)。
3)准备游标卡尺0~200mm、外径千分尺25~50mm、外径千分尺50~75mm、指示表(0~10mm)、磁性表座、内径指示表(18~35mm)、游标万能角度尺(0°~320°)。
4)设备:CA6140型车床及常用工具。
2.图样工艺分析
根据图3-13所示的技术要求,锥齿轮背锥面相对于ϕ65mm外圆基准轴线A的斜向圆跳动公差值为0.03mm,齿槽右侧为10°斜面,齿槽左侧齿根圆弧半径为R2mm、右侧齿根圆弧半径为R3mm,为保证加工精度,采用两顶尖装夹的方法,需要制作与孔相配合的两端锥堵,并与鸡心卡头配合使用。精车变深螺纹时需采用偏移尾座来加工,偏移量计算公式为 (h1为大端牙深,h2为小端牙深)。车削锥齿轮端时,需要制作一个开口套,用来装夹变深螺纹大径。
(h1为大端牙深,h2为小端牙深)。车削锥齿轮端时,需要制作一个开口套,用来装夹变深螺纹大径。
3.其他工艺要求
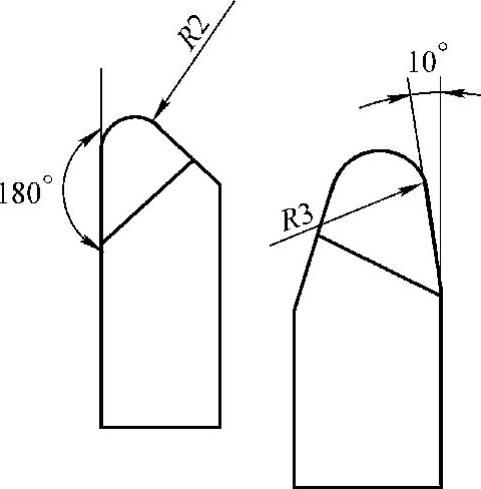
(1)车刀的刃磨及安装要求
1)粗车刀。根据变深螺纹牙型的要求刃磨车刀,如图3-14所示。R2mm螺纹车刀对刀时应使主切削刃与工件的轴线垂直。R3mm车刀对刀时右切削刃与工件的外圆成80°夹角。
2)精车刀。刃磨R2mm螺纹车刀,对刀时,右切削刃与车刀进给方向的夹角为10°+0.88°=10.88°。刃磨R3mm螺纹精车刀,对刀时应保持左侧主切削刃与工件外圆夹角为180°-0.88°=179.12°,如图3-15所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图3-14 变深螺纹粗车刀
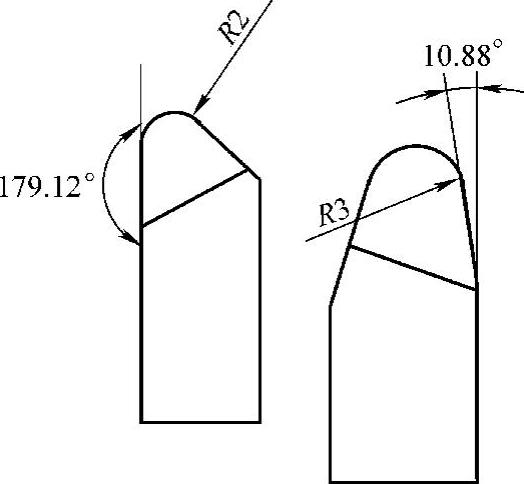
图3-15 变深螺纹精车刀
(2)加工工艺需求附件 需提前加工孔两端锥度堵塞,配合尺寸为ϕ32+0.020mm。
4.通孔变深螺纹的加工
通孔变深螺纹车削加工工艺过程见表3-2。
表3-2 通孔变深螺纹车削加工工艺过程
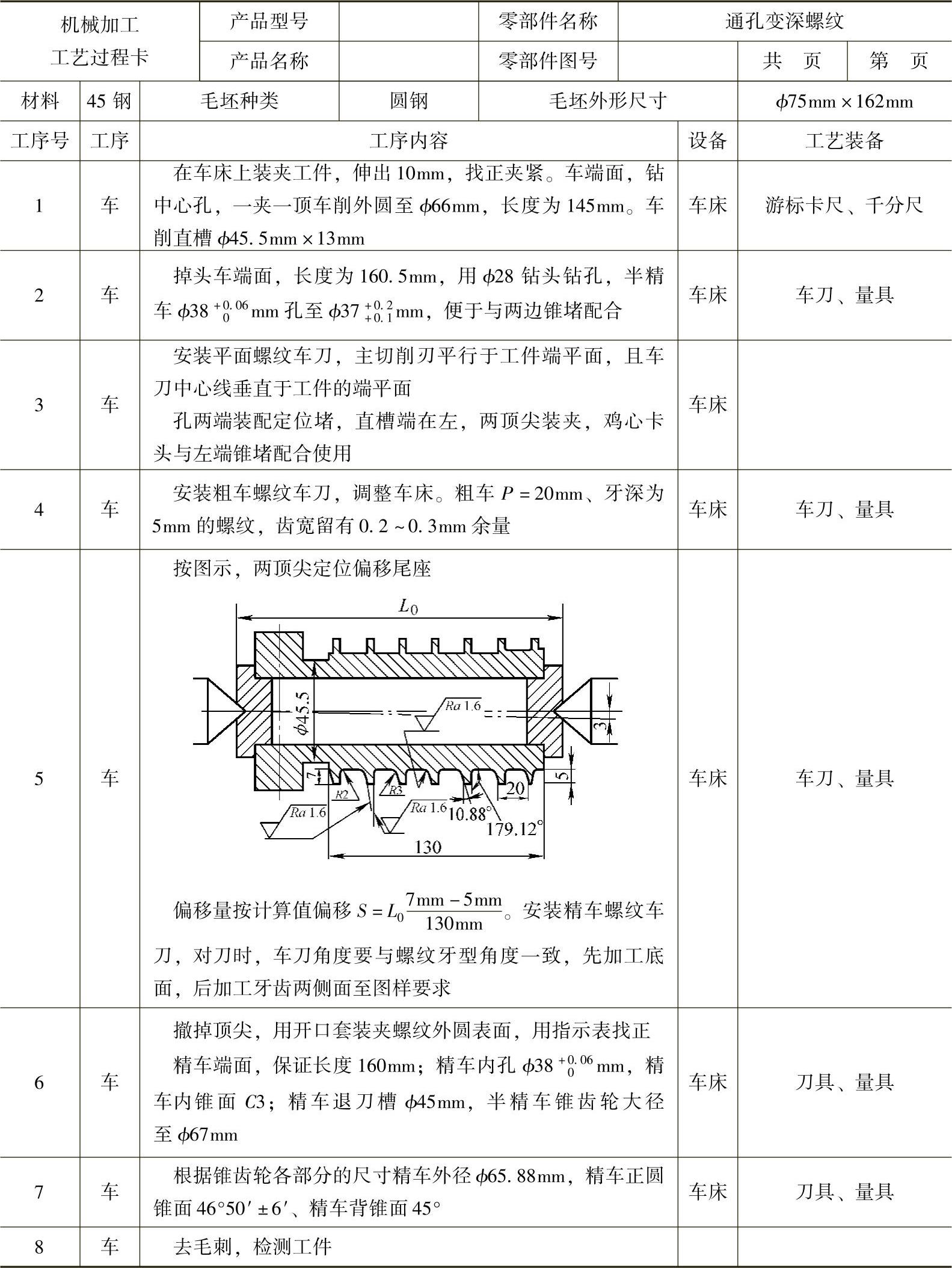
特别注意:
1)安装平面螺纹车刀时,主切削刃平行于工件端平面,且车刀中心线垂直于工件的端平面。
2)精车对刀时,左切削刀与车刀进给方向的夹角为10°+0.88°=10.88°;右侧对刀时应保持右侧主切削刃与工件外圆的夹角为180°-0.88°=179.12°。
3)两边堵塞与孔的配合采用过盈配合。
4)偏移量S值需精心计算,精心操作尾座。
5)撤掉顶尖,用开口套装夹螺纹外圆表面,用指示表精心找正。确保内、外圆锥角正确。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。