



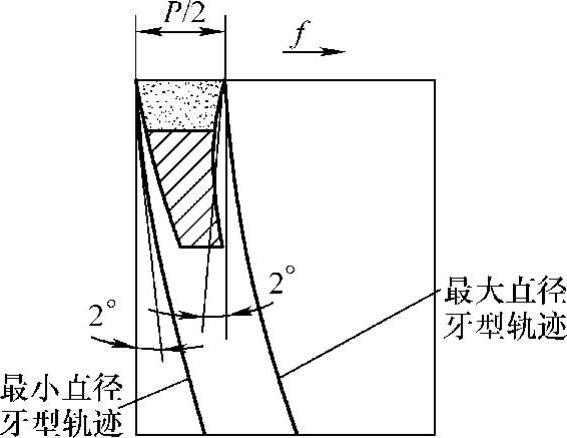
图3-4 平面螺纹车刀刃磨要求
在有些机械传动结构中常用到图3-5所示的不等距螺杆,它是由一段等距螺纹和一段不等距螺纹光滑连接组合而成的。牙型角和米制梯形螺纹的相同,即α=30°,不等距螺纹部分的外形轮廓呈圆锥体,等距和不等距螺纹的小径尺寸要求相同。
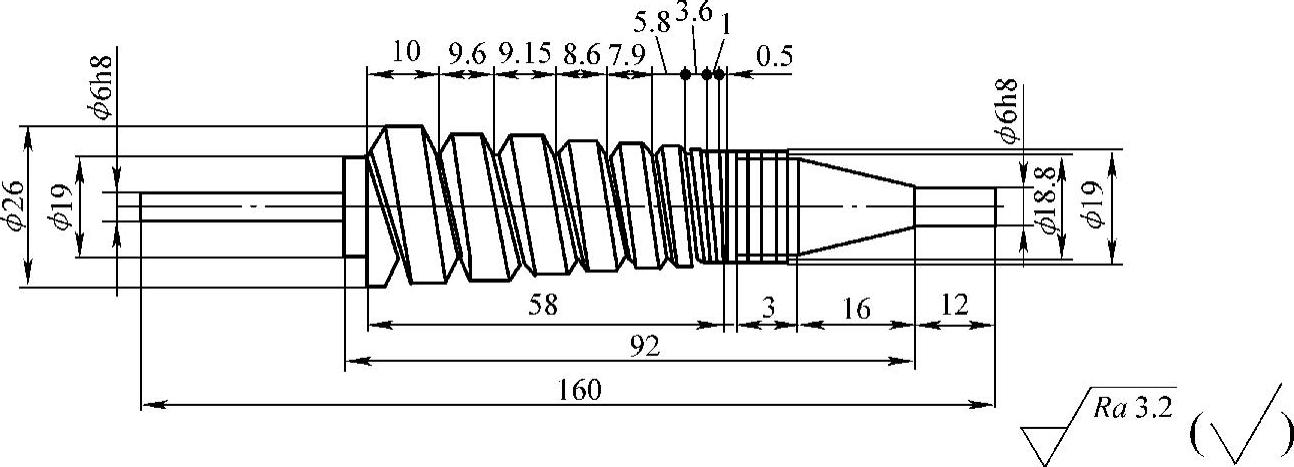
图3-5 不等距螺杆
在卧式车床上车削不等距螺纹的方法与车削等距螺纹的方法有很大的区别,车削不等距螺纹需采用专用装置,其车削原理是利用正弦运动规律,每当车床主轴转一转,通过螺纹加工传动链,车刀移动一个螺距,同时还利用专用的凸轮机构传给刀架一个附加的纵向进给运动,完成不等距螺纹的车削。
利用以正弦运动规律为主的凸轮车削不等距螺纹,其采用的凸轮是通过计算传动比值来确定的,此装置即可解决等距和不等距两种运动的合成,可一次连续完成不等距螺杆的加工。如图3-6所示的车削装置,是用卧式车床改装而成的。
车削不等距螺纹前应根据等距螺纹螺距的大小对车床进行调整(P=0.5mm),刃磨螺纹车刀时,车刀的刀尖角等于牙型角(α=30°),因受螺纹升角的影响,车刀进给方向一侧的后角应取(3°~5°)+φ,另一侧取(3°~5°)-φ。
使用车削不等距螺纹的装置时,先将小滑板的丝杠拆除,安装盘形凸轮6(见图3-7),小滑板通过弹簧9控制车削时的进给运动。由于不等距螺杆的外部轮廓呈圆锥形,而螺纹的小径尺寸要求相同,在车削时切削深度逐渐增大,需分次进给切削,所以在弹性刀杆10之前装有对刀装置13,用以解决分次进给车削时的“赶刀”和车削行程中的车刀轴向位置的微调、背吃刀量的控制等问题。车床主轴带动工件转动后,通过车螺纹传动链和车床丝杠15配合带动床鞍移动,同时主轴通过车削装置中的交换齿轮3使盘形凸轮6转动,车削不等距螺纹所需的附加运动直接由盘形凸轮6控制。(https://www.xing528.com)
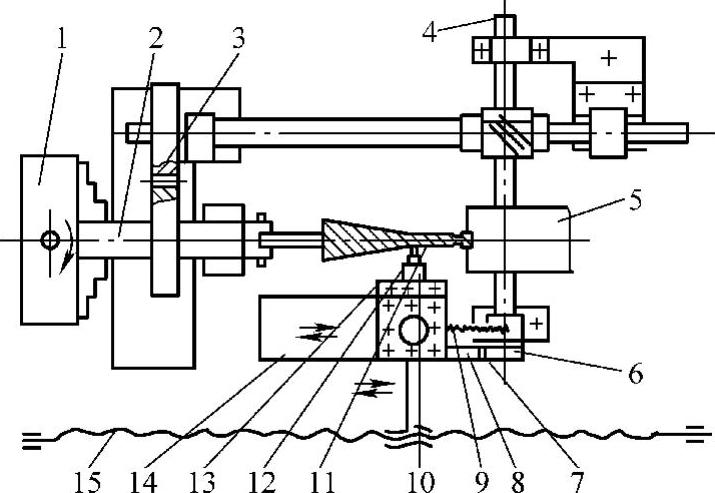
图3-6 车削不等距螺纹的装置
1—自定心卡盘 2—心轴 3—交换齿轮 4—凸轮轴 5—尾座 6—盘形凸轮 7—滚珠 8—从动杆 9—弹簧 10—弹性刀杆 11—工件 12—车刀 13—对刀装置 14—小滑板 15—车床丝杠

图3-7 盘形凸轮
当盘形凸轮在0°~260°内转动时,由于凸轮曲线是一段等径圆弧,小滑板无轴向进给运动,而螺纹车刀在丝杠的带动下切削出一段3mm长的等距螺纹。
当盘形凸轮在260°~340°内继续转动时,由于凸轮曲线为一段正弦曲线,小滑板沿轴向做附加的进给运动,使车刀车削出不等距螺纹。
当盘形凸轮在340°~360°内继续转动时,凸轮曲线为等径圆弧,小滑板无轴向进给运动将保持其到终点位置,此时车刀作径向退刀,车床主轴反转,床鞍退回,小滑板在弹簧的作用下退回始点。车床主轴正转,可重新切削,直至加工出符合图样要求的螺纹。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。