



薄壁套如图2-30所示。
1.图样分析
1)内孔ϕ58+0.10+0.05mm、ϕ72H7mm的表面粗糙度值为Ra1.6μm。
2)外圆ϕ80h7、ϕ980-0.1mm的表面粗糙度值为Ra1.6μm。
3)外圆ϕ80h7的圆度公差为0.02mm。
4)外圆ϕ80h7对内孔ϕ72H7的同轴度公差为0.02mm。
5)ϕ980-0.1mm外圆右端面对内孔ϕ72H7轴线的垂直度公差为0.02mm。
2.工艺分析
1)薄壁套为薄壁台阶工件,采用ZCuSn5Pb5Zn5锡青铜铸造。
2)车削时分粗车和精车进行加工,粗车后应进行时效处理。
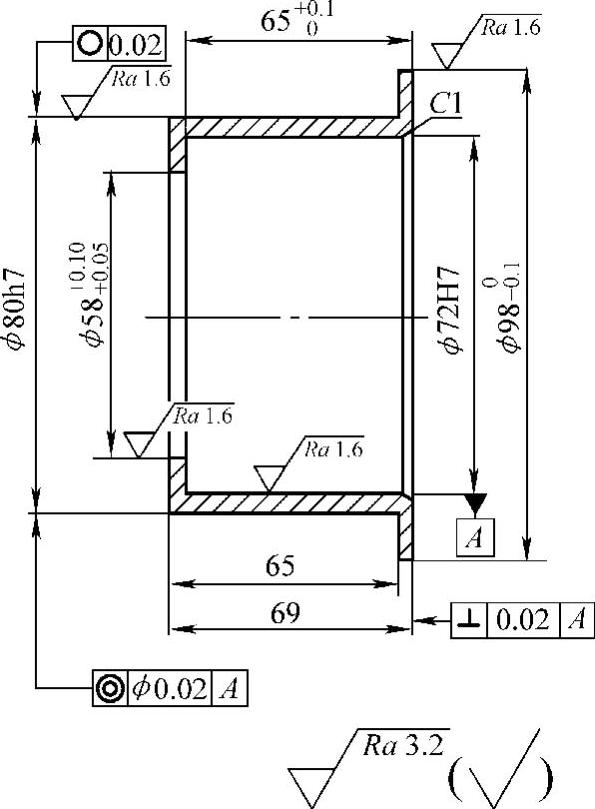
图2-30 薄壁套
3)精车时应先加工好基准内孔ϕ72H7及端面,目的是为后续加工奠定基础,而且可以保证ϕ980-0.1mm外圆右端面对内孔ϕ72H7轴线的垂直度公差(0.02mm)。
4)为保证外圆ϕ80h7对内孔ϕ72H7的同轴度公差(0.02mm)的要求,精车外圆ϕ80h7时,应以内孔ϕ72H7及右端面定位装夹。
5)零件壁厚较薄,装夹时应采取措施防止零件变形,具体如下:
①以ϕ80h7粗车后的外圆定位,安装在扇形软爪(见图2-23)中精车内孔ϕ72H7,精车外圆ϕ980-0.1mm及端面达图样要求。
②以内孔ϕ72H7和端面为基准,将工件安装在弹性胀力心轴上,精车外圆ϕ80h7至图样要求,如图2-31所示。
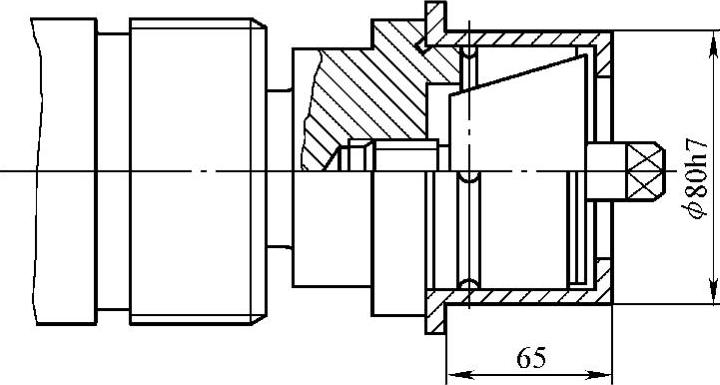
图2-31 用弹性胀力心轴安装精车外圆
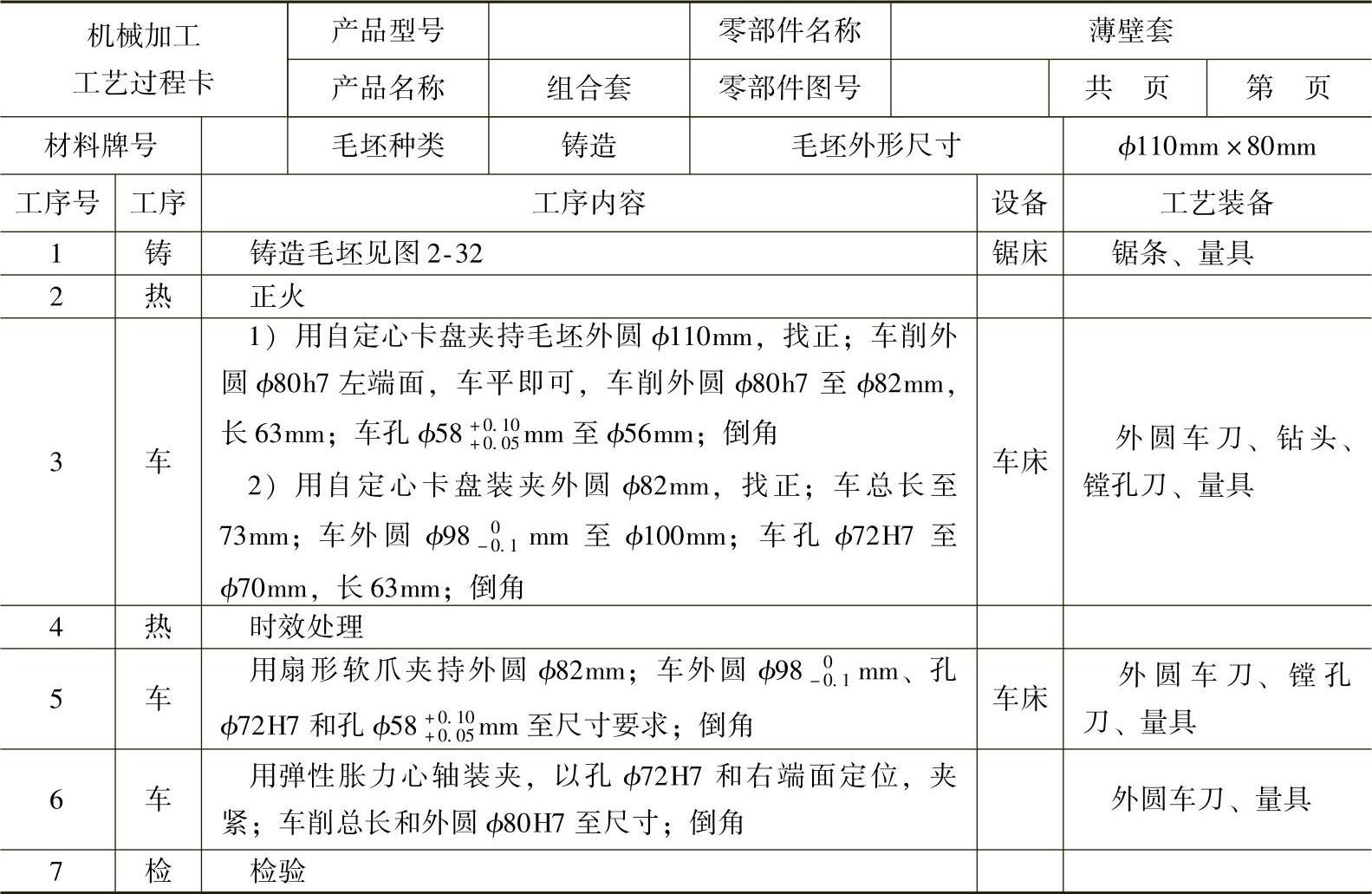
3.薄壁套的加工工艺
薄壁套的加工工艺见表2-12。
表2-12 薄壁套的加工工艺(https://www.xing528.com)
4.检验测量
(1)圆度检验 薄壁套的圆度误差为0.02mm,可用圆度仪测量。由于精度不是太高,也可以用下面的方法进行检查测量。如图2-33所示,将工件放置在V形架上,使其轴线垂直于测量截面,并固定轴向位置,在被测圆柱面ϕ80h7上,任意选定几处圆柱表面,用指示表分别测量,记录在工件回转一周的过程中指示表读数的最大值与最小值,然后将其差值的一半作为该截面的圆度误差,取测得若干截面的圆度误差值作为薄壁套的圆度误差。
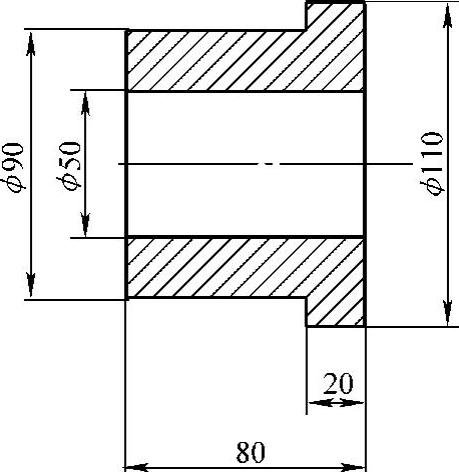
图2-32 薄壁套锻造毛坯
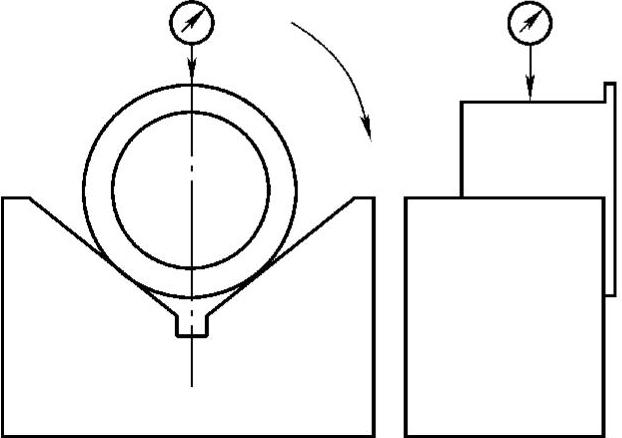
图2-33 薄壁套的圆度测量
(2)尺寸精度检验 根据公差等级,薄壁套的外圆、内孔及长度尺寸,可分别选用外径千分尺、内径千分尺和游标卡尺进行检查测量。检验时,沿被测外圆、内孔的轴线方向测三个截面,每个截面在互相垂直的位置各测量一次,判断外圆、内孔是否符合要求。长度尺寸可沿轴线方向检测两个以上的位置进行测量,然后做出合格与否的判断。
(3)相互位置精度的检验
1)同轴度的检验
方法1:外圆ϕ80h7相对于内孔ϕ72H7的同轴度公差0.02mm的检验如图2-34所示,可将工件的内孔ϕ72H7用心轴装夹,然后用两顶尖支承,任意选取几个测量截面用指示表分别测量,记录在工件回转一周的过程中指示表读数的最大值与最小值,取测得若干截面的检测差值中最大的值作为薄壁套的同轴度误差。
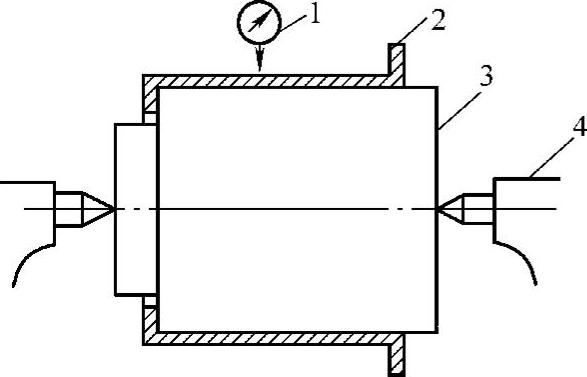
图2-34 用两顶尖支承检测薄壁套的同轴度
1—指示表 2—薄壁套 3—心轴 4—顶尖
方法2:如图2-35所示,将工件的内孔ϕ72H7mm用心轴装夹后,将心轴两端放在V形架上,调整两端V形架的高度使之等高,任意选取几个测量截面用指示表分别测量,记录在工件回转一周的过程中指示表读数的最大值与最小值,取测得若干截面的检测差值中最大的值作为薄壁套的同轴度误差。
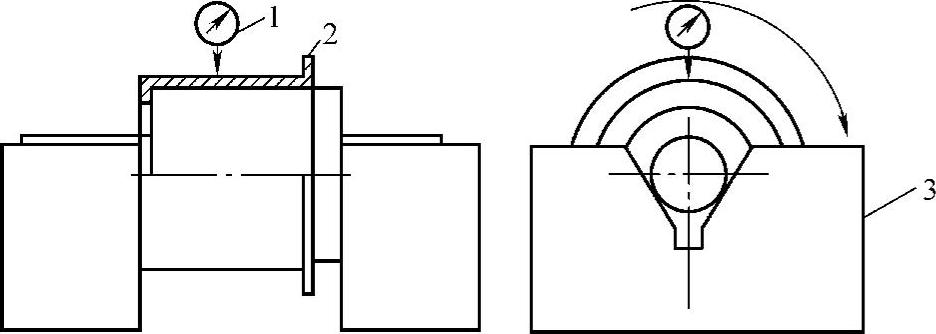
图2-35 用V形架支承检测薄壁套的同轴度
1—指示表 2—薄壁套 3—V形架
2)垂直度的检验。ϕ980-0.1mm外圆右端面相对于内孔ϕ72H7轴线的垂直度公差0.02mm的检验,与上述同轴度检测方法相似,以心轴装夹模拟薄壁套中心线,找正后用指示表检测其端面数值,记录在工件回转一周的过程中指示表读数的最大值与最小值,取测得若干同心圆的检测差值中最大的值作为薄壁套的垂直度误差。
考核重点解析
复杂套类零件的加工在技师理论及技能考核中占10%左右的比例。复杂套类零件的加工工艺,有色金属薄壁套的装夹方式,薄壁套加工时防止变形及振动的措施,是考试应掌握的内容。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。