



细长轴的加工是车削的难点,当零件外形简单且表面粗糙度值要求较低时,用滚压加工的方法加工,可有效提高效率,保证零件质量。
如图1-14所示的细长轴,外圆表面粗糙度要求较高,表面粗糙度值达Ra0.8μm,在卧式车床上很难达到要求。如在浮动式弹性滚压工具上加工,可解决这一问题。
浮动式弹性滚压工具主要由浮动装夹架和弹性滚压架两部分组成,如图1-15所示浮动装夹架由方杆17、盖板16、浮动杆18、摇销9和橡胶块14等组成。由于浮动杆18与方杆17之间有较大的间隙,所以浮动杆18可以在方杆17的槽中浮动,为防止出现碰撞,在浮动杆18与方杆17之间加了橡胶块14,起缓冲作用。
弹性滚压架由球体8、滚压头6、滚珠4、手柄5、轴承7和黄铜支架2等组成。工件穿过弹性滚压架后由前、后顶尖定心定位并由自定心卡盘夹紧,为防止卡住工件,在卡爪与工件之间要垫一根ϕ2mm×20mm的钢丝。转动调节手柄5使滚压头6上的滚珠与工件外圆接触,然后使三个手柄5转动相同的角度,使每一个滚珠与工件之间的滚压力相等。完成上述调整后,即可开动车床进行滚压加工。
滚压加工前,工件的表面粗糙度值应在Ra6.3μm以下,滚压余量控制在0.01~0.03mm,一般经过两次滚压就可完成加工。滚压时的切削用量为:纵向进给量为0.12~0.14mm,滚压速度为50~60m/min。
经过滚压工具的滚压,可使工件表面粗糙度值降低2个等级。(https://www.xing528.com)
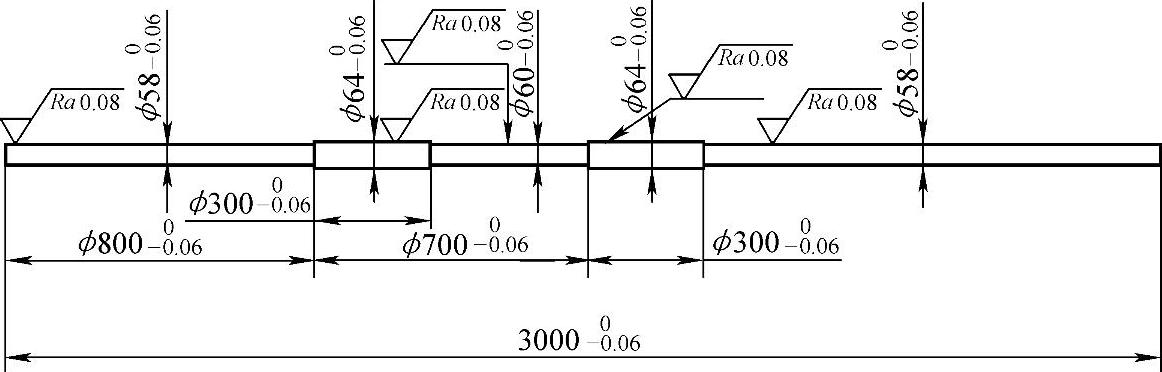
图1-14 细长轴

图1-15 浮动式弹性滚压工具
1—弹簧 2—支架 3—定向销 4—滚珠 5—手柄 6—滚压头 7—轴承 8—球体 9—摇销 10—轴承架 11—手柄座 12—螺栓 13—弹簧垫圈 14—橡胶块 15—螺钉 16—盖板 17—方杆 18—浮动杆
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。