



【摘要】:滚压时,工件采用一夹一顶的装夹方法,工件低速旋转,滚压工具以适当的滚压力和进给量对工件表面实施滚压。这种滚压工具的制造较复杂,但滚压效率较高,适用于批量生产。滚压加工时的切削用量参数可参考以下数据:滚压深度一般为0.01~0.02mm,进给量为0.1~0.25mm/r,滚压速度一般为30~80m/min,硬质合金滚轮式滚压工具的滚压速度为80~150m/min。
1.单滚柱(珠)滚压圆柱形外表面
图1-11所示为滚压圆柱形外表面的常见形式,图1-11a所示是单滚柱滚压外圆,图1-11b所示是单滚珠滚压外圆。滚压时,工件采用一夹一顶的装夹方法,工件低速旋转,滚压工具以适当的滚压力和进给量对工件表面实施滚压。该方法简单实用,操作方便,应用广泛。
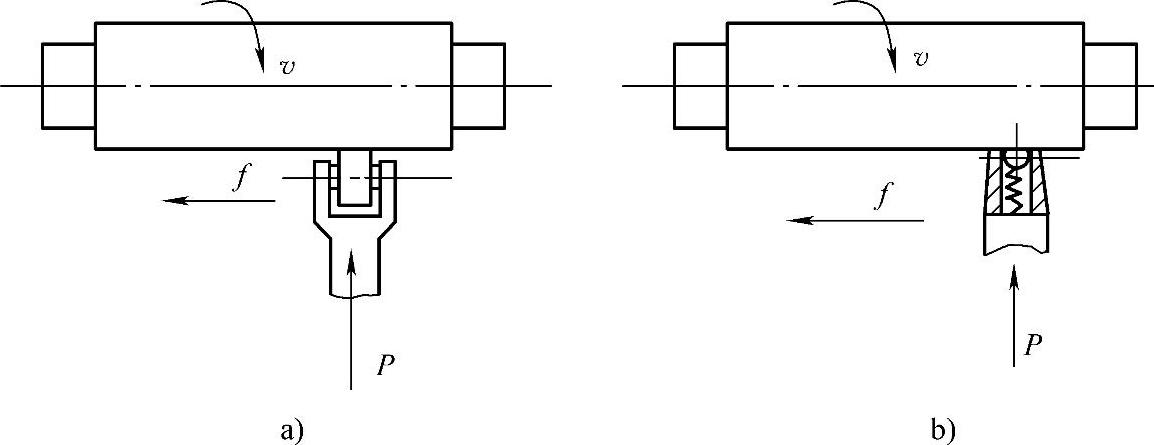
图1-11 滚压圆柱形外表面
a)单滚柱滚压 b)单滚珠滚压
2.多滚轮滚压圆柱形外表面
图1-12所示为多滚轮滚压圆柱形外表面的形式,图1-12a所示为双滚轮滚压外圆,图1-12b所示为三滚轮滚压外圆。这种滚压工具的制造较复杂,但滚压效率较高,适用于批量生产。
3.其他滚压方法
常见的其他滚压方法还有滚压圆柱形内表面,如图1-13a所示;滚压圆柱凹槽,如图1-13b所示;滚压过渡圆角,如图1-13c所示;滚压端面,如图1-13d所示;滚压锥孔,如图1-13e所示。(https://www.xing528.com)
滚压加工前要清洁零件表面,滚压时要浇注清洁的切削液。
滚压加工时的切削用量参数可参考以下数据:滚压深度一般为0.01~0.02mm,进给量为0.1~0.25mm/r,滚压速度一般为30~80m/min,硬质合金滚轮式滚压工具的滚压速度为80~150m/min。
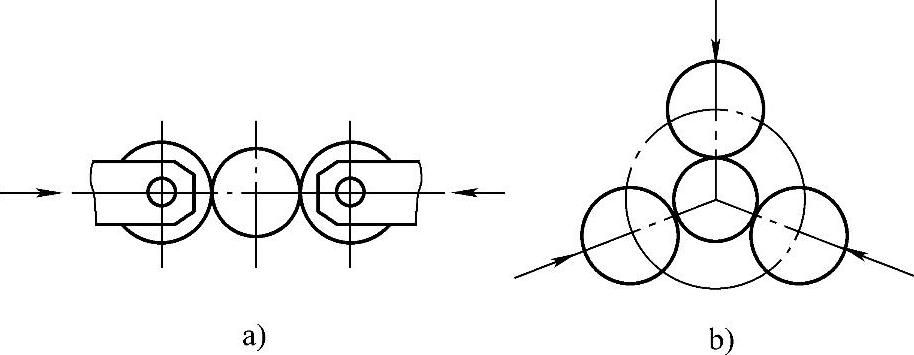
图1-12 多滚轮滚压圆柱形外表面
a)双滚轮 b)三滚轮
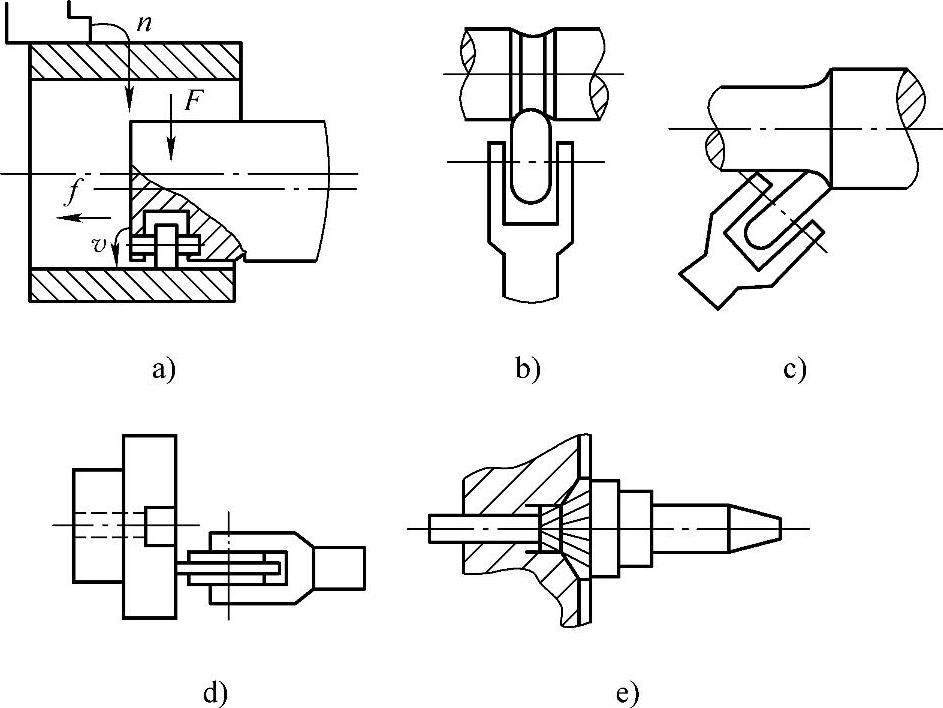
图1-13 其他滚压方式
a)滚压圆柱形内表面 b)滚压圆柱凹槽 c)滚压过渡圆角 d)滚压端面 e)滚压锥孔
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。