



可转位车刀是把压制有几个切削刃,并有合理几何参数的硬质合金可转位刀片,用机械夹固方式,装夹在标准刀柄上的一种刀具。可转位车刀由刀柄、刀片、刀垫和夹紧机构组成,如图1-1所示。
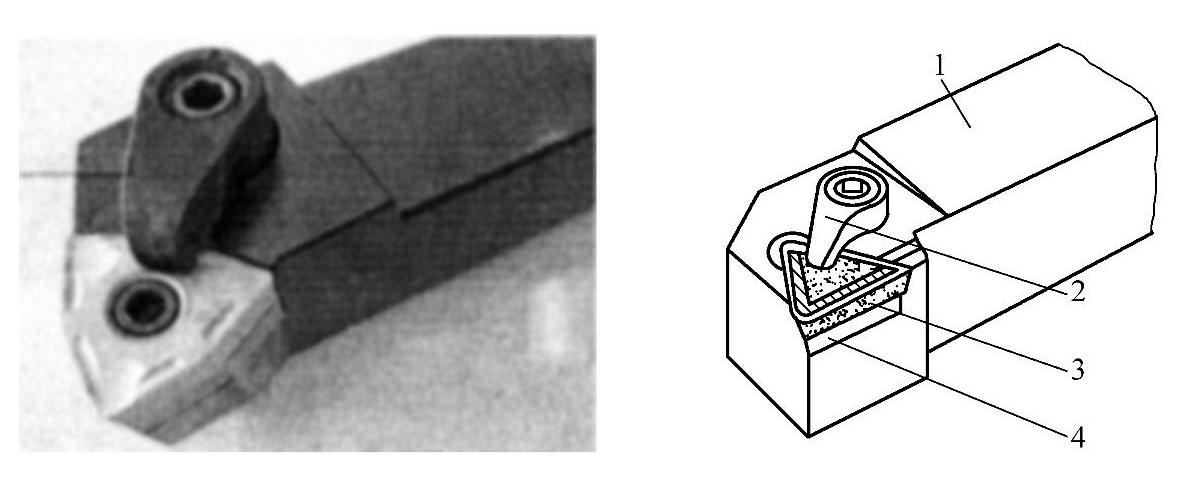
图1-1 可转位车刀
1—刀柄 2—夹紧机构 3—刀片 4—刀垫
可转位车刀的特点是切削刃磨损后不重磨,通过刀片转位来更新切削刃,全部切削刃用钝后更换刀片即可,使用起来方便快捷。与整体式或焊接式车刀相比,可转位车刀具有以下优点:
1)可以提高劳动生产率,保证加工精度,延长刀具寿命。可转位车刀无需焊接,故可保证刀片原有的金相组织、硬度等性能,刀具耐用度大大提高;使用中由于减少了换刀、磨刀和对刀的辅助时间,零件的加工相对稳定,机床的利用率提高;刀片的断屑槽可保证稳定的断屑,可采用较大的切削用量,有利于切屑的清除,有利于减轻操作者的劳动强度,提高操作安全性。
2)可节省大量制造刀杆的材料,提高硬质合金刀片的利用率,减少刀具的制造费用。
3)有利于刀具的标准化生产和推广。
4)有利于先进刀具的推广使用。可转位刀具的优点,可借鉴推广到一些不适宜重磨的涂层和陶瓷刀具材料上去。
1.可转位车刀型号及表示方法
(1)可转位刀片 可转位刀片的型号由具有一定意义的字母和数字代号按一定顺序排列所组成。如:
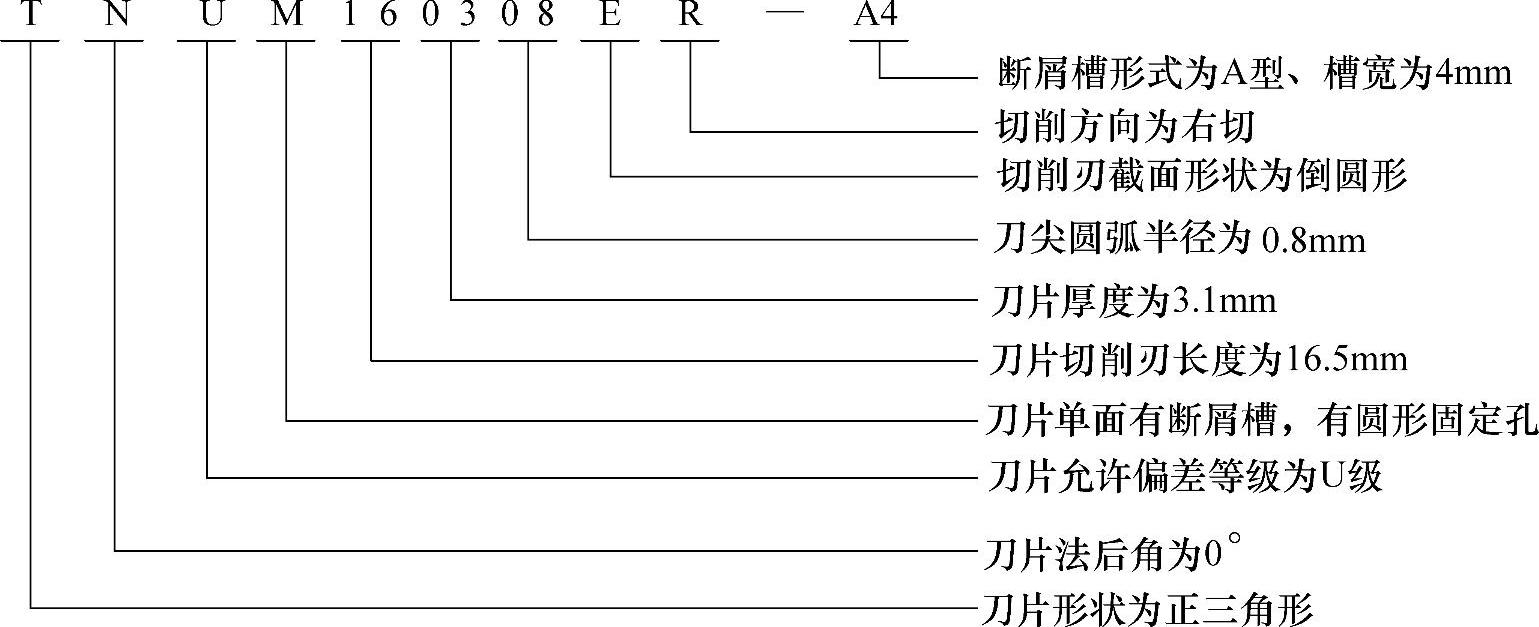
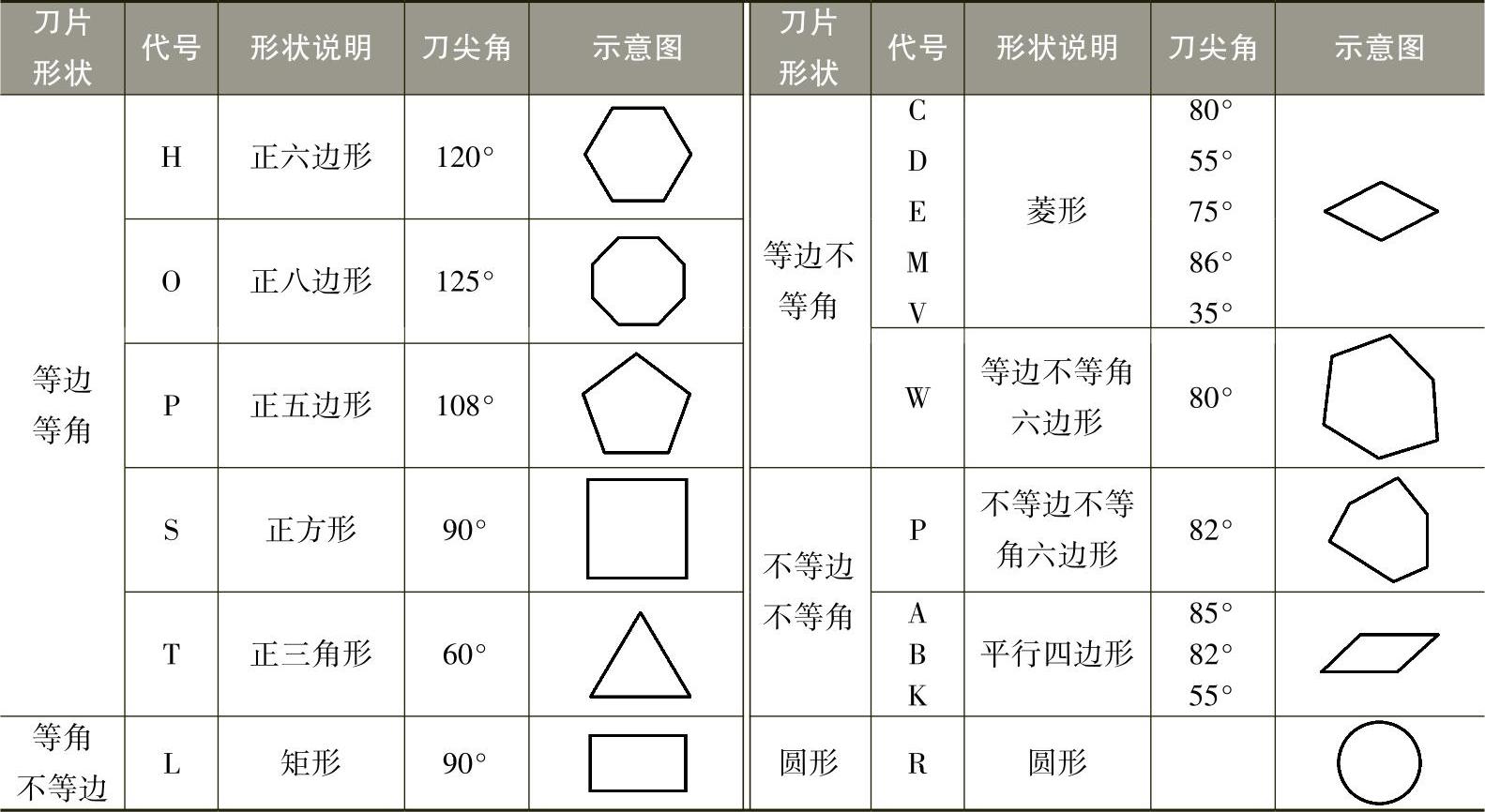
第一位表示刀片形状,用一个字母表示,具体见表1-1。
表1-1 可转位刀片形状
第二位表示刀片法后角,用一个字母表示,共有10种,见表1-2。如N表示刀片法后角是0°,A表示刀片法后角是3°,B表示刀片法后角是5°。使用最广的是N型(刀片法后角是0°),刀片法后角靠刀片安装倾斜形成。
表1-2 可转位刀片法后角

第三位表示刀片允许偏差等级,用一个字母表示。刀片主要尺寸包括刀片的内切圆直径d、刀片厚度s和刀尖位置尺寸m。刀片允许偏差等级共12级,其中J、K、L、M、N、U为普通级,A、F、C、H、E、G为精密级。
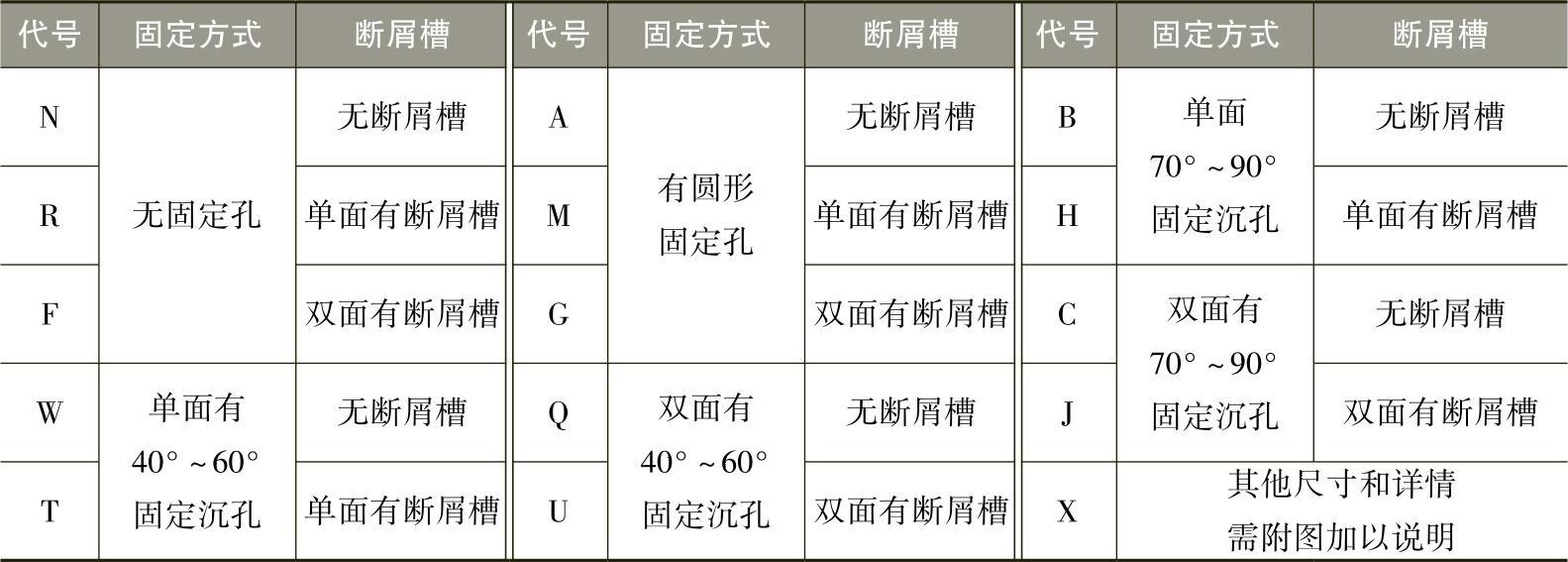
第四位表示刀片有无断屑槽与中心固定孔,用一个字母表示,共有15种,见表1-3。如M表示有圆形固定孔和单面有断屑槽。
表1-3 可转位刀片固定方式和断屑槽
第五位表示刀片切削刃长度,用两位阿拉伯数字表示,取刀片理论边长的整数部分作为代号,如边长为16.5mm的刀片代号为16。若舍去小数后只剩一位数,则在该数字前加0,如边长为8.325mm的刀片代号为08。
第六位表示刀片厚度,用两位阿拉伯数字表示,取刀片厚度的整数部分作为代号。若去掉小数后只剩一位数,则在该数字前加0;当整数值相同,小数部分值不同时,则将小数部分值大的刀片代号用T表示,如刀片厚度分别为3.18mm和3.97mm时,则前者代号为03,后者代号为T3。
第七位表示刀片转角形状或刀尖圆弧半径,用两位阿拉伯数字表示。
第八位表示切削刃截面形状,用一个字母表示,共4种。其中F表示尖锐切削刃,E表示倒圆切削刃,T表示倒棱切削刃,S表示既倒棱又倒圆的切削刃。
第九位表示切削方向,用一个字母表示。其中R表示右切,L表示左切,N表示既能用于左切,也可用于右切。
第十位表示断屑槽形式与宽度,用一个字母和一个数字表示,共13种。断屑槽宽度用舍去小数位部分的槽宽毫米数表示,见表1-4。
表1-4 可转位刀片断屑槽形式
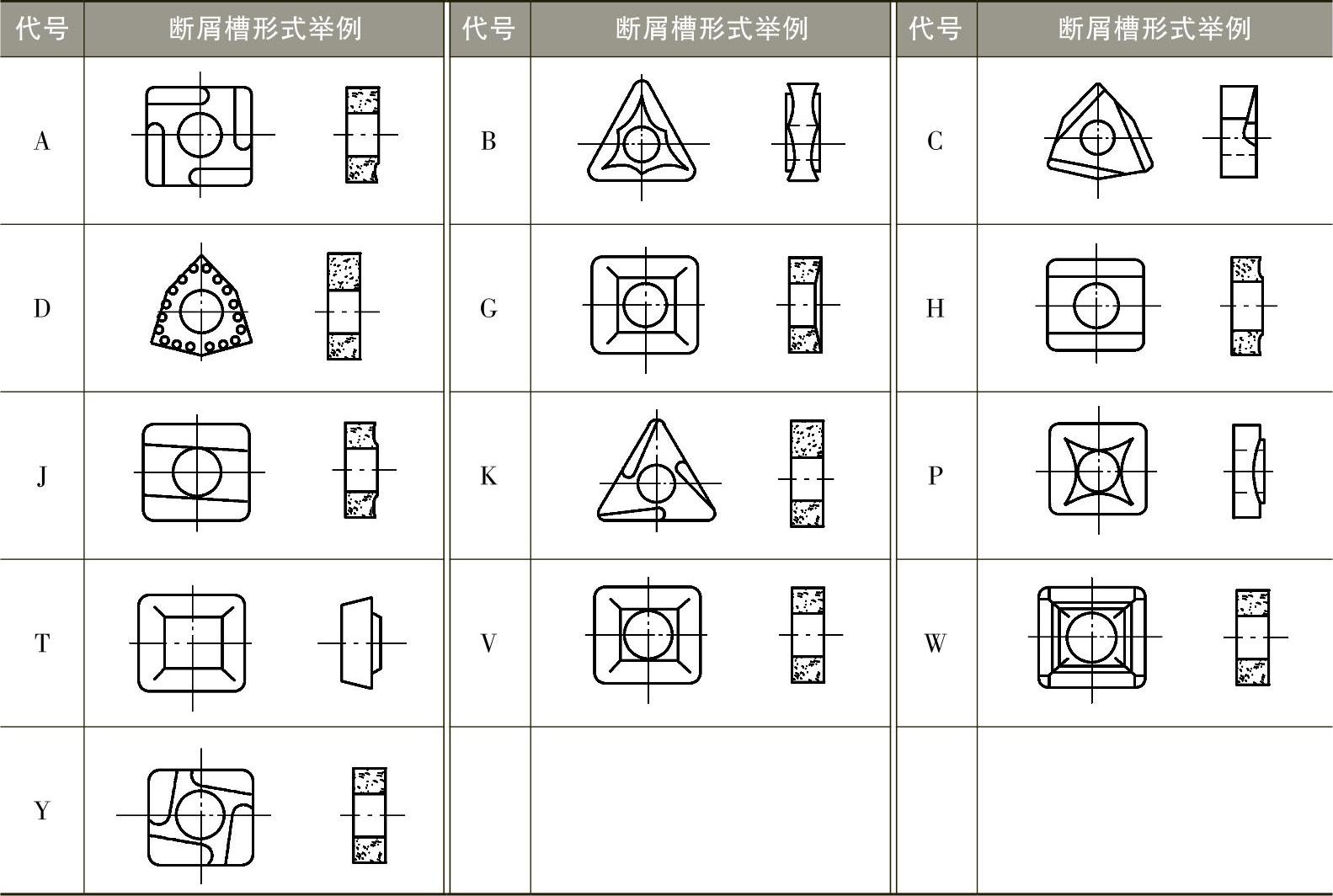
任何一个型号都必须用前七位表示,后三位在必要时才使用。
(2)可转位车刀刀柄 可转位车刀刀柄的型号由按规定顺序排列的一组字母和数字组成。如: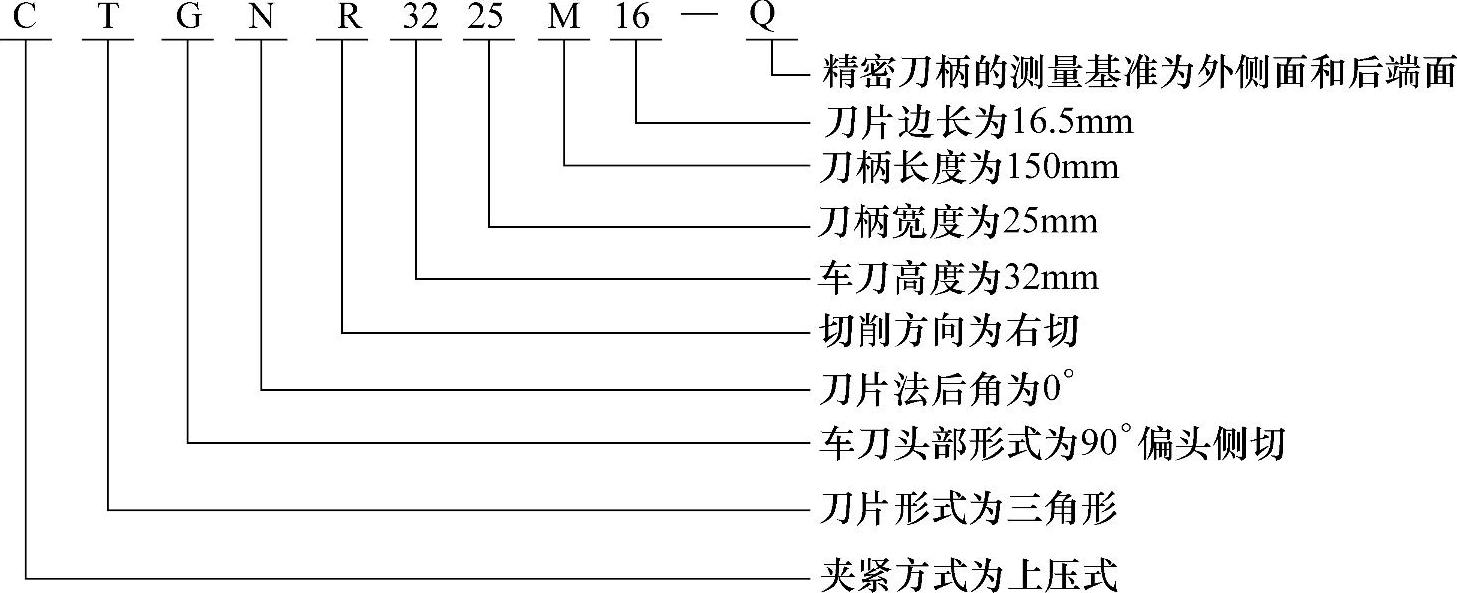
2.可转位车刀刀片的夹紧机构
根据车刀的用途,可转位车刀刀片的夹紧方式有:杠杆式、楔块式、偏心销式、上压式、钩销式、杠销式和复合式。(https://www.xing528.com)
(1)杠杆式 杠杆式夹紧机构如图1-2所示。这种结构是利用杠杆原理的结构。当杠杆的横臂端部受力摆动时,就可将刀片松开或夹紧,夹紧稳定可靠,定位精度较高,夹紧行程也较大,能迅速使刀片转位或更换。其缺点是结构较复杂,制造杠杆比制造钩销困难。杠杆式夹紧机构适用于轻型和中型负荷的车削。
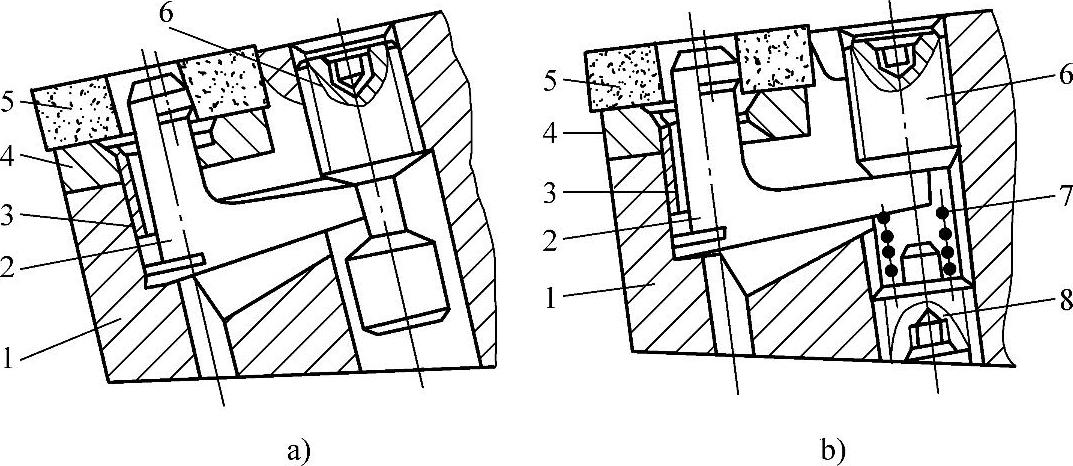
图1-2 杠杆式夹紧机构
a)压紧斜面夹紧机构
1—刀杆 2—杠杆 3—弹簧套 4—刀垫 5—刀片 6—压紧螺钉
b)压紧端面夹紧机构
1—刀杆 2—杠杆 3—弹簧套 4—刀垫 5—刀片 6—压紧螺钉 7—弹簧 8—调节螺钉
图1-2a所示为压紧斜面夹紧机构,其工作原理是利用螺钉中部的斜面来使杠杆摆动;图1-2b所示为压紧端面夹紧机构,其特点是在杠杆横臂端部的下方用弹簧支承,用螺钉调节弹簧的作用力大小,可避免杠杆受力过大而变形或折断,松开螺钉时,在弹簧力的作用下,刀片自动松开。
(2)楔块式 楔块式夹紧机构如图1-3所示。当旋紧螺钉4时,刀片3就会在斜楔块5的作用下压向固定中心销2,将刀片夹紧。其特点是结构简单,使用方便,容易制造,且夹紧力大,夹紧可靠。其缺点是刀片定位精度差,中心销易变形。
(3)偏心销式 偏心销式夹紧机构如图1-4所示。这种结构是利用偏心夹紧的原理,当转动偏心销1时,由于偏心作用,其头部夹紧刀片2且能自锁。它的优点是结构紧凑、装夹零件少,制造容易,刀片转位方便迅速,缺点是若设计不当,易造成刀片仅靠向一个定位侧面,且当冲击负荷较大时,夹紧并不十分可靠,一般仅适用于中、小型车刀。
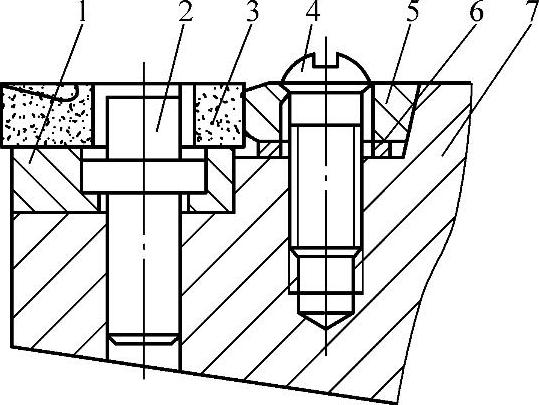
图1-3 楔块式夹紧机构
1—刀垫 2—固定中心销 3—刀片 4—螺钉 5—斜楔块 6—弹簧垫圈 7—刀柄
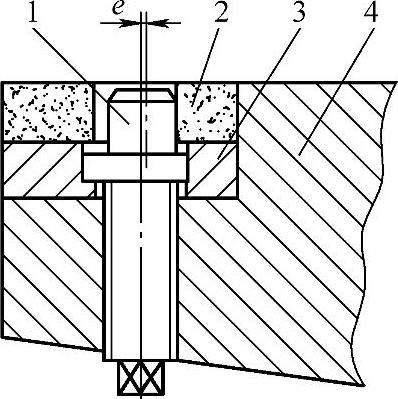
图1-4 偏心销式夹紧机构
1—偏心销 2—刀片 3—刀垫 4—刀柄
(4)上压式 上压式夹紧机构如图1-5所示。这种结构是利用压板向下的压力将刀片压紧在刀片槽中,其结构简单,夹紧力大,定位精度高,使用方便,但若设计不当,夹紧件会阻碍切屑的流出,且刀头体积大,影响操作。上压式夹紧机构适用于中、重型及断续切削的情况。
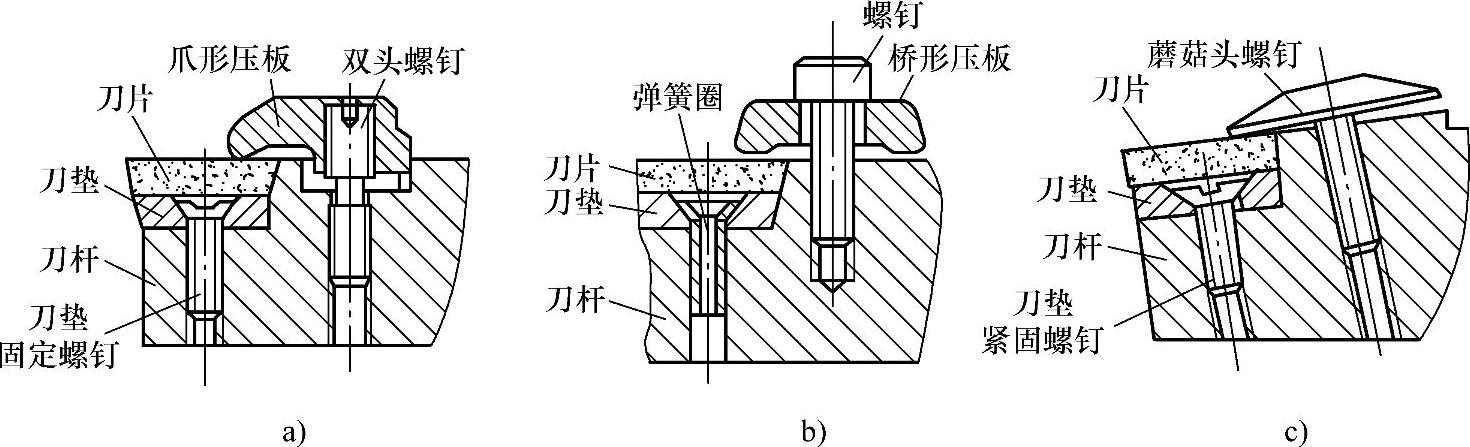
图1-5 上压式夹紧机构
a)爪形压板 b)桥形压板 c)蘑菇形压板
上压式夹紧机构的压板形式很多,图1-5所示为三种典型的结构。图1-5a所示为爪形压板,结构较紧凑。图1-5b所示为桥形压板,结构较简单,压板下可设置卷屑板,但切屑易堵塞在压板下,不易排除,妨碍操作。图1-5c所示为蘑菇形压板,压板与螺钉是一个整体,为了保证螺钉蘑菇头的周边能将刀片压紧,螺钉孔的轴线要与刀片槽底面成一定的倾角。其结构简单,元件少,但是螺钉受力不均。
(5)钩销式 钩销式夹紧机构如图1-6所示。这种结构是利用旋紧螺钉推动钩销,将刀片压紧在刀片槽的定位表面上。其优点是结构简单,夹紧可靠,定位精度高,排屑通畅,而且钩销较容易制造。钩销式夹紧机构适用于轻型和中型车削,一般在立装刀片的车刀上常采用钩销式夹紧结构。
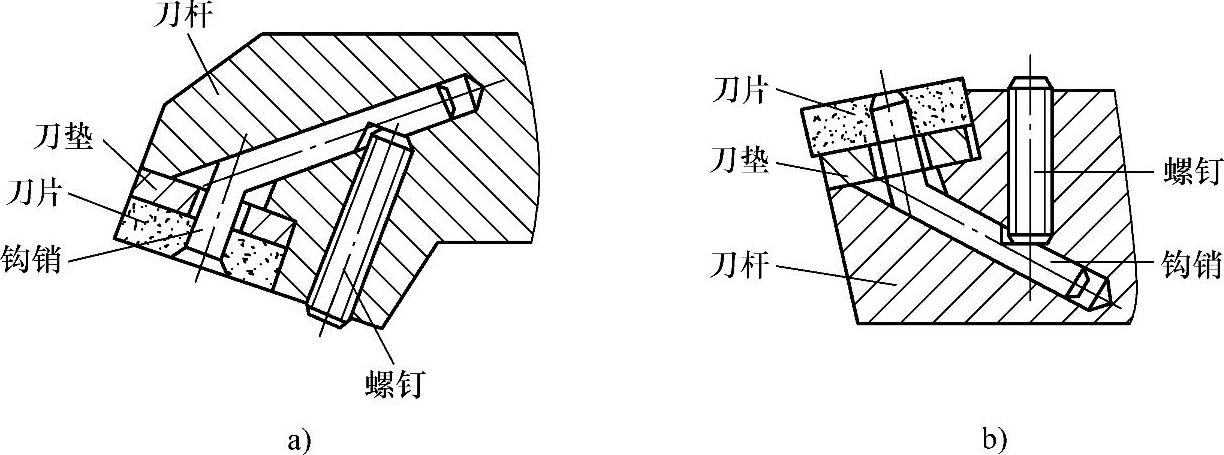
图1-6 钩销式夹紧机构
a)倒锥形头部的钩销 b)圆柱形头部的钩销
钩销的结构有两种:图1-6a所示为倒锥形头部的钩销,其特点是夹紧刀片受力的情况较好,但更换刀片不方便,并且要求刀片上也要有相应的锥形沉孔。图1-6b所示为圆柱形头部的钩销,这种钩销制造较简便。
(6)杠销式 杠销式夹紧机构如图1-7所示。这种结构是利用杠杆原理,当在杠销的下端施以一个垂直于其轴线的作用力后,杠销就会绕本身中部的台阶球面与刀杆孔壁的接触点摆动,将刀片压紧在刀片槽的侧面。它的优点是夹紧力方向较稳定,可保证刀片同时贴合在刀片槽的两个侧面,定位精度较高,结构较简单。但杠销的刚度较差,夹紧行程较小,主要适用于中、小型机床。
杠销下端的施力方式很多,具体见图1-7。其中图1-7b所示的施力方向最为稳定,结构也较简单。
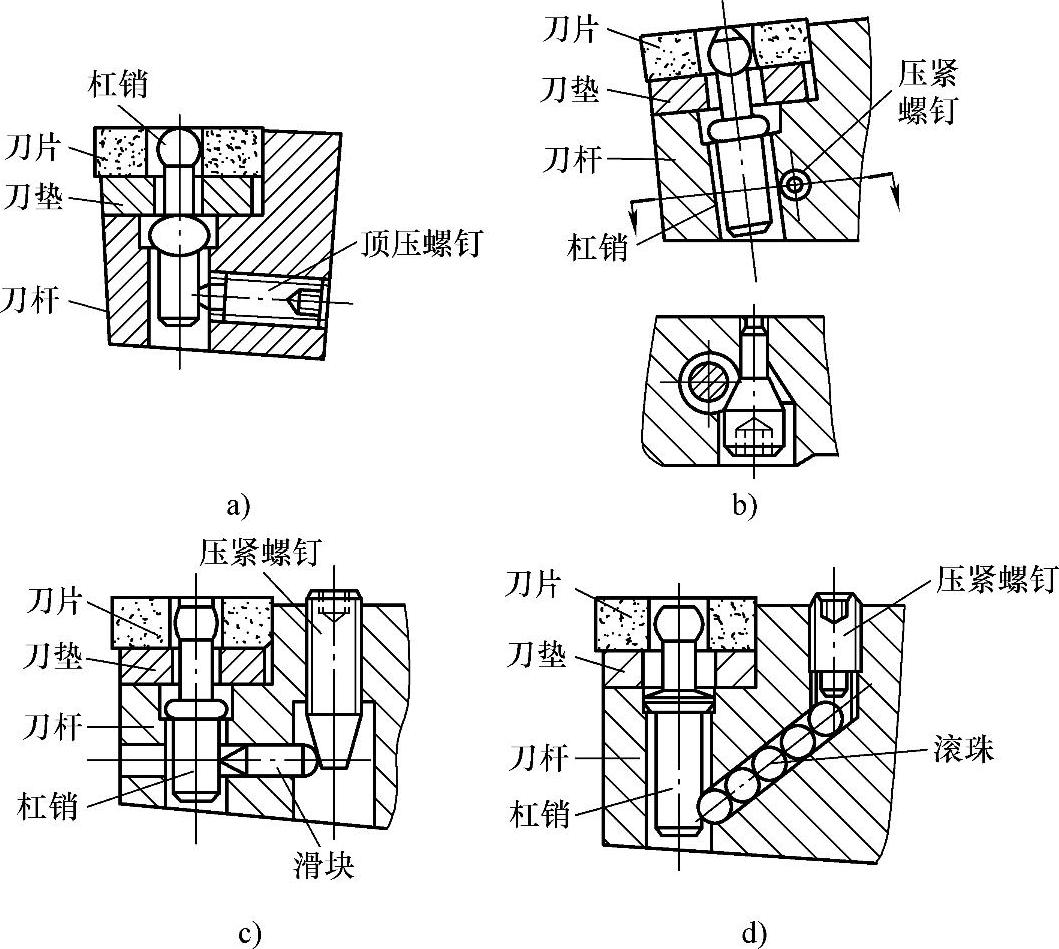
图1-7 杠销式夹紧机构
a)螺钉头部顶压 b)螺钉锥面施力 c)螺钉加上滑块施力 d)用螺钉和钢球施力
(7)复合式 这种夹紧机构是采用两种夹紧方式同时夹紧刀片的复合结构,夹紧可靠,能承受较大的切削负荷及冲击,适用于重负荷切削。
图1-8所示为几种典型的复合式夹紧结构,图1-8a和图1-8b所示的结构适用于平装刀片;图1-8c和图1-8d所示的结构适用于立装刀片。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。