



由前面的分析可知,冷挤压模具的工作条件十分恶劣,故其使用寿命较短,特别是钢铁材料冷挤压的模具寿命更短。为了促进冷挤压技术的发展,深入开展对于冷挤压模具寿命问题的研究是解决冷挤压技术的关键问题。
如何延长冷挤压模具的使用寿命,归纳起来,主要有如下两个方面。
1.降低单位挤压力
(1)选用合理的变形方式 如某一零件可采用不同的挤压方法成形时,应选用单位挤压力较小的变形方式。例如,采用工艺轴,使单纯正挤压或反挤压成形变为复合挤压成形,是降低单位挤压力,延长模具寿命的有效措施。
在挤压成形时,摩擦阻力的方向总是与金属流动方向相反的,因此,可以采用如图9-15所示的挤压方式,来降低单位挤压力。由图9-15可知,不同的正、反挤压过程中,使挤压筒沿变形金属流动方向作超过金属移动速度的运动,此时摩擦力有利于金属流动,从而大大地降低了单位挤压力。
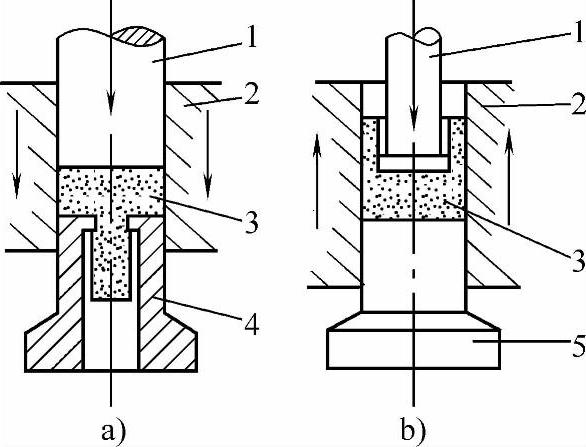
图9-15 利用摩擦力的挤压方式
a)正挤压 b)反挤压
1—凸模 2—挤压筒 3—挤压件 4—凹模 5—顶料杆
(2)选用合适的变形程度 在生产实际中,为了提高生产率,减少变形工序,往往采用加大变形程度的方法,这是不合适的。这样做势必加大单位挤压力,招致模具的早期失效。因此,在进行工艺设计时,应严格控制不允许超出许用变形程度。
目前,国外广泛采用多工序、小变形程度的方法来减小模具的单位挤压力,从而有效地延长了模具的使用寿命。
(3)采用最佳的模具形状 不论是正挤压模具,还是反挤压模具,必然存在一个使单位挤压力最小的最佳形状。因此,在实际生产中,应用金属流动的数值模拟,寻找最佳的模具形状,以减少单位挤压力,延长模具的使用寿命。
(4)采用合适的毛坯形状 有关资料指出,采用合理的毛坯形状可以降低单位挤压力。为此,冷挤压所用的毛坯不是直接采用下料后的原坯料,而是要经过预制坯工序。预制坯形状的设计原则为:①利于减少挤压工序的变形程度;②利于挤压成形时的金属流动;③利于在挤压成形模腔内定位,以减少凸模所受的偏心力;④预制毛坯的上、下端面应保证较高的平行度,以减少挤压凸模所受的水平分力。
(5)对毛坯进行严格的预备处理 冷挤压前对毛坯进行合理的退火软化处理、表面润滑处理,可以大大地降低单位挤压力,例如钢铁材料冷挤压中,挤压前采用磷化处理与不采用磷化处理,其挤压力将相差一倍左右。
2.提高模具抵抗破坏的能力
(1)提高模具材料的质量和开发新材料 提高现有模具材料的质量和开发新的模具材料是延长模具使用寿命的根本方法。
1)提高模具材料质量的主要途径是要求冶金厂提高冶金质量。这除了要求保证钢材的化学成分以外,还要求提高模具钢的纯净度和均匀性。对于生产厂来说,应要加强原材料的检验,及时采取一些有效的工艺措施,来改善模具材料的质量也是十分必要的。
2)近几年来,国内外在开发新的模具材料方面已取得了一定的进展,研制出不少新型的模具材料,如新型高速钢、钢结硬质合金、基体钢、陶瓷材料等,为提高模具强度、延长模具使用寿命创造了先决的有利条件。但应注意是,必须充分了解这些新型材料的性能,根据具体工作条件正确选用,不可滥用,否则会造成严重浪费,使用效果也不一定好。
(2)正确选用模具材料 根据冷挤压模具的工作条件来正确地选用合适的模具材料,是延长模具使用寿命及降低成本的关键措施。为此,在选用模具材料时应注意如下两个问题。
1)选择模具材料必须以模具的工作条件为依据。冷挤压模具的实际工作条件往往是不同的,失效形式也不完全相同,如果模具以磨损失效为主,就不必选用高强度的模具材料,宜选用高耐磨性的模具材料;如果模具受偏心力较大,主要以折断(如凸模)形式失效,就应选用高强韧性的模具材料。实践证明,所选的模具材料在某一方面的性能满足不了使用要求,就有可能缩短模具的使用寿命,招致早期失效。
2)选择模具材料还必须充分考虑经济效益。众所皆知,模具材料的价格一般都比较昂贵,特别是一些高级的模具材料价格更贵。因此,在选择模具材料时,必须做到在满足使用要求的前提下,尽量选用价格低廉的模具材料,绝对不能随意滥用高级模具材料。
(3)设计合理的模具结构 合理的模具结构是提高模具的承载能力、延长模具寿命的重要措施。归纳起来,应注意如下几点。
1)保证模具有足够的强度、刚度、可靠性和良好的导向性能。
2)尽量避免形成较大应力集中的模具结构。例如,过渡部分应设计足够大的圆角半径;易开裂的型腔部位应采用分割式结构等。
3)根据凹模材料所采用的种类,来选用不同的优化设计方法。例如,采用硬质合金或钢结硬质合金作凹模,应以凹模内壁不出现拉应力作为目标函数进行优化设计;而当采用工具钢作凹模时,就应以凹模和预应力圈材料同时屈服作为目标函数进行优化设计。这样,就可以充分发挥模具材料应有的潜力。
4)采用行之有效的新型模具结构。例如,采用钢带缠绕式或钢丝缠绕式凹模,既可保证模具具有较高的强度,又可减轻模具的尺寸和重量;采用阶梯式组合凹模,比同尺寸的平口组合凹模具有更大的承受径向内压力的能力。
(4)采用合理的锻造工艺 模具钢中碳化物的分布与形态对力学性能有着决定性的影响;而锻造变形是打碎钢中呈块形、带状分布的碳化物,使其呈细小质点的均匀分布,消除材料各向异性,提高内部质量的主要方法。
钢厂供应的模具材料虽已进行了一定程度的压力加工,但远不能满足使用要求,必须进行改锻。改锻模具钢时,应注意如下一些问题。
1)充分认识模具材料改锻的目的主要是为了提高力学性能,其次才是改变形状。
2)应特别注意锻造模具材料与锻造一般材料的不同点,严格遵守模具材料的锻造工艺规范。
3)为了充分打碎碳化物,使其呈弥散状均匀分布,锻造方法应采用高的锻造比变向镦拔法。
(5)采用合理的热处理工艺 从国内外对于模具早期失效的统计资料来看,热处理工艺不合理招致模具早期失效所占的比重最大。实践证明,模具的热处理工艺是改善模具材料力学性能的重要手段之一。为了保证模具具有高强度、硬度、耐磨性及热硬性,除了采用淬火、回火等热处理方法以外,再添加表面强化热处理工艺,可使模具工作表面的硬度、耐磨性、抗疲劳能力显著提高。目前,对于冷挤压模具钢所采用的表面强化热处理工艺有如下几种。
1)碳氮共渗。钢的表面同时渗入碳和氮,称为碳氮共渗。它属于一种多元共渗化学热处理。
碳氮共渗与渗碳相比主要有如下一些优点。(https://www.xing528.com)
①渗层表面具有比渗碳更高的硬度和耐磨性,且有一定的热硬性和耐蚀性。
②氮溶入奥氏体内增加了过冷奥氏体的稳定性,从而提高了渗层的淬透性。
③氮的渗入可以降低奥氏体形成的温度,可以防止晶粒粗化。
④碳氮共渗的变形比渗碳小。
由于碳氮共渗具有上述一系列优点,所以目前在模具的表面强化热处理工艺中有着取代渗碳的趋势。
碳氮共渗工艺按所用的材料状态可分为固体、液体及气体碳氮共渗三种。采用氰盐的碳氮共渗由于有剧毒,近年来已不再应用。而气体碳氮共渗的优点是无毒、劳动条件好,且操作简便,易于控制。因此,气体碳氮共渗目前应用较多。
2)气体氮碳共渗 这是指在低于Fe-C-N三元系共析温度下进行的以渗氮为主的一种气体碳氮共渗。经气体氮碳共渗后的模具表面具有更高的强度、耐磨性以及疲劳强度。目前,在冷挤压模具中已开始采用这种表面强化热处理工艺,并取得了较好的效果。例如,某厂冷挤压15钢仪表座所采用的凸模,当用CG-2基体钢未经气体氮碳共渗处理时,其凸模寿命为14500件,而经氮碳共渗处理后的平均寿命可达27500件,最高已达45600件。
气体氮碳共渗的工艺规范是:加热温度为530~570℃,保温时间一般为1~16h。
此外,离子氮化、镀硬铬、TiC气相沉积、盐浴渗钒、渗硼,以及稀土表面工程和纳米表面工程等技术,在冷挤压模具钢的表面强化热处理中,也正在得到应用,它们均可不同程度地提高模具表面强度,延长模具的使用寿命。
(6)保证机械加工质量和采用新型的加工方法
1)严格保证加工质量。较高的机械加工质量可以延长模具的使用寿命。因此,必须采取有效的工艺措施,来保证达到所规定的技术要求。实践证明,为了达到较高的加工质量,在冷挤压模具的机械加工过程中,应力求做到如下几点。
①凸模经最后机加工后,各过渡部分应当平滑流畅,工作部分应与夹紧部分同轴,形状也应严格保证对称。否则,不仅会使挤压件壁厚不均,凸模本身也会因单边受力而弯折。
②为了保证凸模的高强度,避免因应力集中而开裂,凸模两端不允许残留中心孔。为此,在加工凸模时,顶端面必须预留打中心孔所需的“凸块”。
③凸模表面粗糙度一般应根据挤压件的原材料种类提出适当要求。对于钢材反挤压凸模工作部分的表面粗糙度Ra<0.2μm;而纯铝等有色金属反挤压凸模表面粗糙度取Ra=0.8μm即可。但对于工作带部分,不论是挤压钢铁材料,还是有色金属材料,都应有Ra<0.2μm的表面粗糙度。
④正挤压或反挤压凹模型腔的表面粗糙度越低越好,一般应为Ra<0.2μm。采用磨削后再研磨抛光的凹模型腔更可降低单位挤压力,明显延长模具的使用寿命。
⑤模具工作部分的研磨或抛光都应在最后热处理以后进行,研磨以前所留的加工余量不大于0.1mm,表面粗糙度Ra<1.6μm。为了去除研磨后的残余应力,最好在完成研磨以后再加一次去应力回火处理。
2)采用新型的加工方法。加工冷挤压模具除采用一般的机械加工方法以外,还有电火花加工、电解加工和模具型腔冷挤压法,以及超精加工和高速铣削等新型加工方法。此处仅简介一下模具型腔冷挤压法。
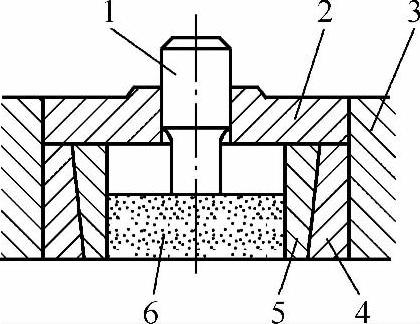
图9-16 在模架内的型腔挤压
1—凸模 2—导向板 3—外圈 4—内圈 5—锥形拼块 6—坯料
模具型腔冷挤压的实质是根据金属的塑性成形原理,用冷挤压工艺直接加工出凹模型腔。它通常是先用工具钢按照模具型腔的形状加工出高硬度的凸模,然后在型腔挤压机(或大吨位的液压机)的作用下使凸模压入坯料,从而制出形状、周界、尺寸大小与凸模工作部分正确配合凹凸相反的凹模型腔。
模具型腔冷挤压有多种方法,其中最常用的是在模架内的型腔挤压,如图9-16所示。工作过程是:经退火软化处理的坯料预先放入模架中,凸模在液压机的作用下压入坯料,这时坯料金属只能向上流动,保证坯料与凸模的紧密贴合,因此,可使模具型腔精度达到IT6~IT7,几何形状正确,表面粗糙度Ra=0.1~0.2μm。
模具型腔冷挤压凸模是关系到成形成败的关键零件,对于该凸模的加工制造必须严加注意,一般应注意如下问题。
①为了减少应力集中,凸模的过渡部分不允许有急剧的变化,至少应做成不小于0.2mm的圆角半径。
②为了保证凸模具有很高的强度和硬度,一般应选择超高强度钢作凸模的原材料,并应进行严格的锻造变形和热处理工艺。
③凸模工作部分在热处理后还应再次进行研磨,表面粗糙度Ra≤0.1μm。
④为了保证凸模的导向精度,凸模导向部分的长度一般不应小于凹模型腔最大径向尺寸的1.2倍。
必须指出,用冷挤压法制造模具型腔的生产率比切削加工要高得多,更重要的是凹模型腔改用冷挤压成形后,模具的内部组织更为致密,强度和耐磨性都较高,从而使模具的使用寿命较长。但是,由于被挤压成形模具材料本身的强度较高,塑性较差,因此,这种加工方法仅用于形状简单、型腔不深的凹模加工。
(7)合理使用和维护模具 熟悉冷挤压成形的特点,合理使用和精心维护模具也是延长模具使用寿命的重要措施。
当冬天温度很低时,模具在使用前最好要进行预热,以防开裂。冷挤压生产过程中,由于热效应的影响,模具的温升很快,因此,应定时对模具进行冷却。
对于受力大的模具在挤压数千次以后,应进行160~180℃保温2h去应力退火处理。对于反复使用的外层及中层预应力圈,在经多次压出后,需经180℃保温2h去应力退火处理;否则,中、外层预应力圈会突然崩裂,不仅损坏了模具,而且还会引起人身事故。
为了延长模具的使用寿命,必须建立一整套完整的维护保养制度,要指定专人及时对压力机进行修整,以及进行模具修复、调整和储存工作。模具在储存和运输过程中,应采取防锈措施,上下模座之间要有限位块保护,以防受到损坏。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。