



1.两种设备的比较
(1)行程次数 机械压力机的行程次数比液压机高得多,因此,生产率也高得多。但液压机在一定范围内可任意调节行程次数,而机械压力机却不能调节。
(2)行程长度 液压机比机械压力机的行程长度长,且可任意调节。因此,液压机可以挤压毛坯长度较长、能量要求较大的零件。
(3)压力大小 液压机能在整个行程中得到相同的压力和保持最高压力。而机械压力机根据行程位置不同发出的压力是变化的,在下死点附近可以发出公称压力,离下死点越远,发出的压力越小,在行程中点附近时,发出的压力仅为公称压力的30%~50%。
(4)下死点位置 机械压力机的下死点位置是一定的,而液压机是用限位开关来限定的,下死点的位置精度比机械压力机差得多。因此,对于保证良好的挤压件厚度精度来说,液压机不如机械压力机。
(5)电动机功率 机械压力机由于有飞轮积蓄能量,因此,电动机功率可以是冷挤压加工所需能量的几分之一,下次工作以前,仅需补充失去的那部分能量。液压机没有飞轮,在采用液压泵直接传动的液压机上,液压泵的电动机功率往往需要大于冷挤压所需的变形功率。因此,液压机比相同吨位的机械压力机电动机功率高得多。
(6)停滞性 一般来说,液体是不可压缩的。但当液体中溶入较多的空气,且承受21MPa左右的高压时,高压缸内的液体就有压缩性。这就会引起高压缸内高压液体的体积变化,有无负荷时高压缸容积的变化为1%左右,是液压机机身弹性变形的数倍。因此,在液压机上进行冷挤压加工,当凸模刚与被挤压毛坯接触时,会产生瞬间停滞。这就会造成挤压负荷上升,缩短模具的寿命。但这种停滞现象能使压力机在行程终点时保持压力,减少回弹,提高冷挤压件的精度。机械压力机就没有这种停滞现象。
(7)侧压 机械压力机由于结构上的原因,会产生水平分力,促使导轨磨损,间隙加大,导向精度下降。当挤压凸模较长时,此水平推力是折断凸模的原因。液压机滑块不会产生水平方向的分力。
(8)超载保险装置 液压机有安全阀作为超载保险装置,比较安全可靠。机械压力机超载保险装置是机械式的,可靠性不如安全阀。
(9)维修和保养 液压机易漏损,需要经常更换密封装置,维修费比机械压力机高。
(10)自动送料装置 机械压力机的自动送料装置易于利用压力机驱动轴传动。因此,机械压力机上装设自动送料装置比液压机简单。
从上述两种设备的比较可知,两者各有特长,应视具体情况选用。一般来说,机械压力机主要用于冷挤压批量较大的中、小零件;而对于批量较小的大型零件,采用液压机较为合理。
2.主要技术参数
压力机的主要技术参数反映了一台压力机的加工能力,所能加工零件的尺寸范围以及生产率等指标。它是供进行工艺设计时,选用合适的压力机用的。
(1)机械压力机的主要技术参数
1)公称压力。曲柄转角离下死点前某一角度或滑块离下死点某一距离时,滑块上所允许的最大工作压力,叫做公称压力,以kN为单位表示。机械压力机在加工中能安全地(压力机不致破坏,能保持加工时的零件尺寸精度和长期使用的精度)产生的最大压力。这个角度称为公称压力角,这段距离称为公称压力行程。通用曲柄压力机的公称角度一般为25°~30°,冷挤压压力机的公称角度为45°左右。
公称压力行程就是压力机距下死点前那段发出全部公称压力的行程,即有效工作行程,是压力机的一个重要参数。公称压力行程的大小,对冷挤压加工是相当重要的。理想的冷挤压压力机应该能够在其行程的中间位置给出全部额定吨位的压力。就是说,公称压力行程越大,对挤压加工越有利。当挤出部分较长或挤压零件的孔较深时,这一参数尤其重要。

图8-7 压力机滑块压力-行程曲线
在选择冷挤压设备时,通常的做法是使公称压力行程大于或等于需要的挤压行程。例如JA31-160A型闭式单点压力的公称压力行程为11.6mm,就是说滑块在行至离下死点A前11.6mm B处,压力机才能发出1600kN的公称压力,见图8-7。而在此行程之前,或相应的转角以前,压力机的压力均小于1600kN。如果挤压件刚好需要1600kN的力量,则其挤压行程不得大于11.6mm,如果大于11.6mm,就意味着超载。
2)许用能量。许用能量在压力机一次行程中可用E表示,可用下列公式求得
E=Ps (8-1)
式中 E——许用能量(N·m);
P——公称压力(N);
s——公称压力行程(m)。
通常,在根据计算压力选定压力机之后,还必须对压力机的功率进行核算。因为压力机的压力取决于它的曲轴抗弯强度和齿轮齿廓的抗剪强度,而压力机的功取决于它的飞轮储备能量的大小、电动机输出功率的大小及其允许的超载能力。如果只计算压力,有可能因功率过载而使机械压力机飞轮转速急剧下降,电动机滑差,绕组过热而烧毁。这种现象常发生在挤压件较长和孔过深的情况下。
3)滑块行程。滑块从上死点到下死点所经过的距离,称为滑块行程。它等于曲轴半径的两倍。
4)滑块每分钟行程次数。滑块每分钟从上死点到下死点,然后再回到上死点所往复的次数,称为滑块每分钟行程次数。
5)封闭高度和装模高度。滑块在下死点时,滑块底面到工作台面的距离,称为封闭高度。封闭高度调节装置所能调节的距离,称为封闭高度调节量。当滑块在下死点时,滑块调整到上限位置,滑块底面到工作台面的距离,称为最大封闭高度;滑块调到最下位置,滑块底面到工作台的距离,称为最小封闭高度。封闭高度调节量等于最大封闭高度与最小封闭高度之差。
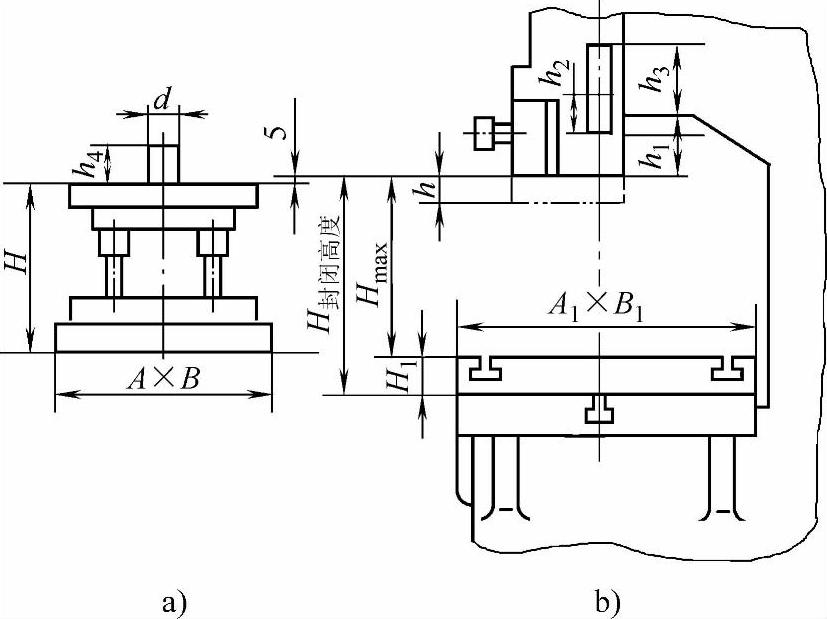
图8-8 压力机装模空间与模具
a)模具 b)装模空间
在行程的下死点将滑块调节到最短,在这种状态下测得的滑块和垫板之间的距离Hmax,称为压力机的最大装模高度,如图8-8所示。在压力机上能安装的模具最大高度H,受这个尺寸限制。设计时,模具的封闭高度(在最低工作位置时的模具高度H)应小于压力机的最大装模高度Hmax,即
Hmin+10mm≤H≤Hmax-5mm (8-2)
式中 Hmax——压力机最大装模高度(mm);(https://www.xing528.com)
Hmin——压力机最小装模高度(mm),Hmin=Hmax-h(滑块调节量)。
一般新设计模具的封闭高度都接近于压力机的最大装模高度。若模具的封闭高度过小,可在压力机台面上加放垫板。
通常,在设备说明书中给出的压力机封闭高度,等于压力机的最大装模高度Hmax加上垫板的厚度H1。因此,确定压力机的最大装模高度时,须从它的封闭高度尺寸减去垫板的厚度,而最小装模高度,还要减去滑块的调节量。例如J23-100型1000kN压力机,说明书中标明其封闭高度为400mm,滑块调节量为110mm,垫板厚度为100mm,那么压力机的最大装模空间,即模具最大封闭高度为(400-100)mm=300mm,最小封闭高度为(400-100-110)mm=190mm。
6)滑块底面尺寸。滑块部件是压力机工作的执行机构,其上下运动由曲柄连杆机构传动。滑块上有模柄孔,还装有供打料用的活动横梁。在大中型的压力机上,滑块底面开有T形槽。
设计时,模具的上模座(板)尺寸,模柄尺寸,上模座的安装固定部位应尽量与压力机滑块底面尺寸、模柄孔尺寸(直径、深度)和滑块底面T形槽尺寸相适应。安装在压力机滑块上的上模座最大平面尺寸是根据滑块底面积决定的。在滑块上安装上模座的方法主要有两种。在小型压力机上,一般把模柄插入滑块的模柄孔内,用六角螺栓紧固模柄,防止上模挤压时受振移动。图8-9a所示是在小型压力机上常见的滑块底面结构。图8-10所示是J23-80型压力机的滑块底面结构。其滑块的底面有T形槽,用于紧固模具,或用于安装冷挤压卸料联动装置的一对拉杆。在大中型压力机上,模具的上模部分一般用T形螺栓直接紧固在压力机的滑块上,或采用压板和T形螺栓紧固。设计时,要注意T形槽的布置和尺寸。图8-9b所示是大型压力机滑块底面上常见的T形槽形式。

图8-9 滑块底面的结构
a)小型压力机 b)大型压力机
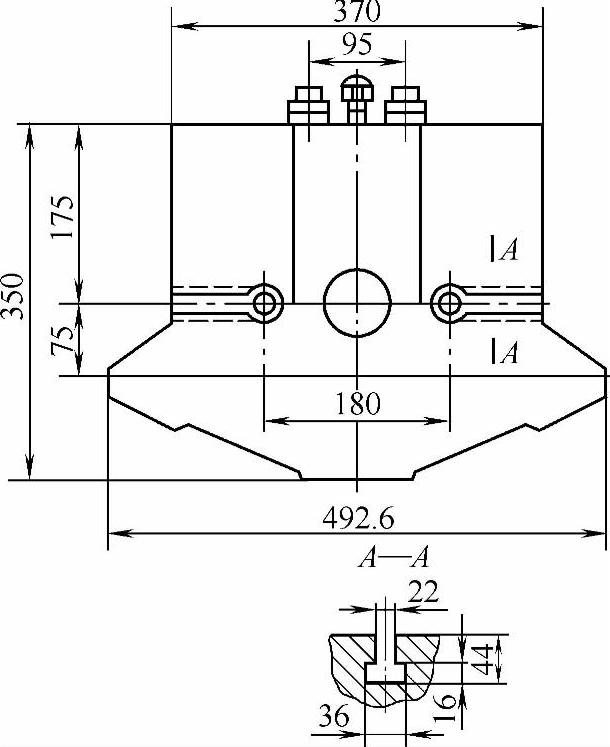
图8-10 J23-80型压力机的滑块底面结构
无论是小型还是大中型压力机,在其滑块体上都开有一个截面为长方形的通槽,其中安装着活动横梁,供退料和顶件用。活动横梁在滑块上升时被固定在机身上的退料支架螺钉推下,而顶出工件或废料。设计时推件行程应小于活动横梁在滑块内的浮动量h3-h2,如图8-8所示。
7)工作台尺寸。压力机的工作台尺寸是指工作台的前后、左右的距离和台面上所开孔的大小。如果模具直接安装在工作台面上,此时模具的平面尺寸应比工作台面尺寸略小,并留有固定模具的空间余地。一般情况下,模具的最大轮廓尺寸较工作台平面尺寸小30~50mm。台面上所开各种形式的孔,主要供漏料(工件或废料)或安装冷挤压件退出装置用。常用的几种工作台面形式如图8-11所示。
8)垫板尺寸。通常在压力机的工作台面上,安装附设一块可以自由取下的工作垫板。模具的下模座便安装在这块垫板上。因此,下模座的最大轮廓尺寸是根据垫板平面尺寸决定的。为了固定下模,垫板上开设T形槽。常见的垫板形式和垫板上T形槽的形式,如图8-12和图8-13所示。
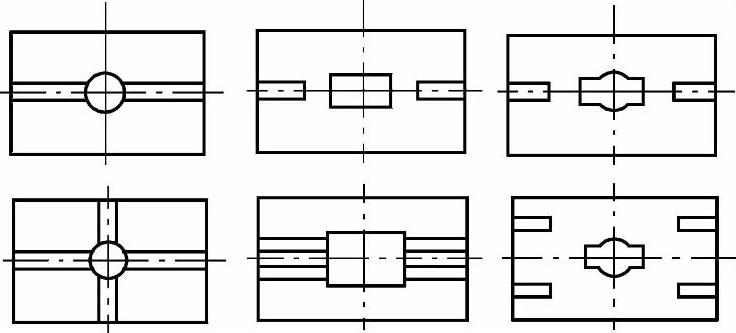
图8-11 常用的几种工作台面形式

图8-12 垫板形式
一般来说,压力机附带的通用垫板都很薄,而且中心孔又很大,不适合于集中载荷较大的挤压加工,应该将其加厚并缩小中心孔,同时采用铸钢代替一般的铸铁。图8-14所示是J23-40型压力机上经改进的垫板。图8-14b所示垫板挤压时的弹性变形很小,几乎察觉不到,可将挤压件的轴向尺寸控制在0.02~0.04mm范围内。
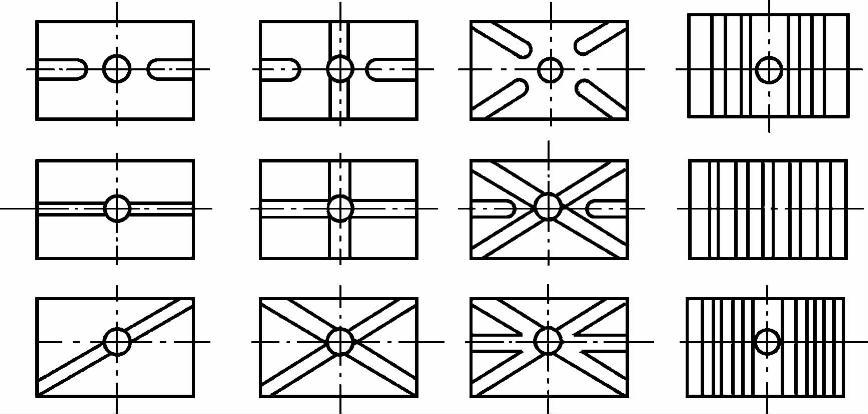
图8-13 垫板上T形槽的形式
图8-14 改进的垫板
a)压力机自带垫板 b)改进后的铸钢厚垫板
机械压力机的技术参数标准见附录中的表B-1~表B-7。
(2)液压机的主要技术参数
1)公称压力。液压机名义上能发出的最大力量,称为公称压力。它在数值上等于工作液体压力和工作柱塞总工作面积的乘积。
2)最大净空距。活动横梁停在上限位置时,从工作台表面到活动横梁下表面的距离,称为最大净空距。单臂式液压机的最大净空距为工作缸底的下平面至工作台上表面的距离。
3)最大行程。活动横梁位于上限位置时,活动横梁上的立柱导套下平面到立柱限程套上平面的距离为液压机的最大行程,即活动横梁能够移动的最大距离。
4)立柱中心距。立柱中心距是指立柱中心线在宽边和窄边的距离。它反映四柱式液压机平面尺寸上工作空间的大小。单臂式液压机在平面尺寸上影响工作空间大小的参数是喉深。喉深是指单臂式液压机工作缸中心线到机架内侧表面的距离。
5)回程力。液压机回程时的最大力称为回程力。
6)允许最大偏心距。允许最大偏心距是指当制件变形阻力接近公称压力时,液压机所能允许的最大偏心值。
7)活动横梁运动速度。活动横梁运动速度分为工作行程速度及空程速度两种。
8)工作台尺寸。即工作台前后、左右的距离。
液压机的技术参数标准见表B-8。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。