



硬铝合金2A12和超硬铝合金7A04是可热处理强化的铝合金,它们分别属于Al-Cu-Mg系和Al-Zn-Mg-Cu系,在工业中应用广泛,但其塑性指标低,属于低塑性材料。采用温挤压变形,不但可以降低其变形抗力,而且可以提高其塑性。
温挤压用毛坯经410℃,保温3h的退火后,硬度可降至63HBW左右。挤压结束,零件空冷。用石墨加全损耗系统用油润滑模具。
图7-51和图7-52分别表示出了2A12和7A04铝合金在不同变形程度下复合挤压所需凸模单位压力和挤压温度的关系。由图可见,从室温到400℃左右,凸模压力随温挤压温度升高都是降低较快的。超过400℃以后,由于合金固溶强化作用有所增加,因而压力下降变缓。但是,7A04合金在正挤压ε正=75%和反挤压ε反=32%的变形组合时有些例外。

图7-51 2A12硬铝复合挤压凸模单位压力与挤压温度的关系
注:ε正为正挤压变形程度;ε反为反挤压变形程度。
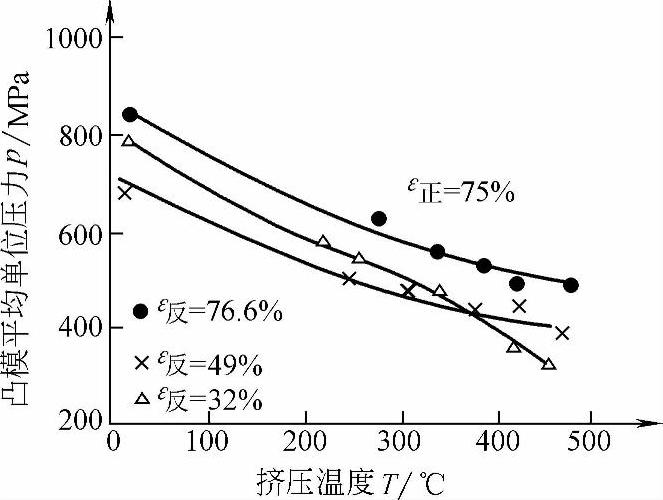
图7-52 7A04超硬铝复合挤压凸模单位压力与挤压温度的关系
注:ε正为正挤压变形程度;ε反为反挤压变形程度。
表7-25列出了2A12和7A04铝合金温热和室温复合挤压试验时,100个试样中部分出现表面周期性裂纹试样的变形条件。在冷挤压时,全部试样不管其变形程度大小,均出现裂纹。超硬铝7A04在200℃以上温挤压时,表面不再出现裂纹。但硬铝2A12在260℃挤压时,仍出现裂纹。正挤压部分的变形程度ε正一定时,反挤压部分的变形程度ε反增大,使杯形内表面处出现裂纹的趋势增大。因此,为了防止产生周期性表面裂纹,在此变形程度时,2A12温挤压温度应高于300℃,7A04应高于200℃。(https://www.xing528.com)
对复合挤压件纵截面的不同部位测其硬度值,然后算出产品的平均硬度。图7-53和图7-54分别表示出了2A12和7A04铝合金复合温挤压产品的平均硬度与挤压温度的关系。从室温到300℃左右,产品平均硬度随挤压温度升高而略有下降或几乎不变,但其值均高于退火毛坯硬度值(62~63HBW)。这说明尽管由于挤压温度升高,动态回复行为逐渐活跃,但仍有一定的冷作硬化。挤压温度超过300℃,产品硬度开始上升。当挤压温度超过400℃时,挤压件平均硬度已接近或超过原材料淬火时效状态的硬度水平(121~129HBW)。这是由于在300℃以上,随着挤压温度升高,合金元素溶入基体更多,变形后空冷使合金保持部分甚至大部淬火效应,随后在室温自然时效而使强度提高。温度越高,这一效应越显著,因而产品硬度就越高;同时,还保留部分冷作硬化效应。因此,其硬度可能达到甚至超过淬火时效状态的水平。
表7-25 2A12和7A04铝合金温热和室温挤压试验时出现裂纹试样的变形条件
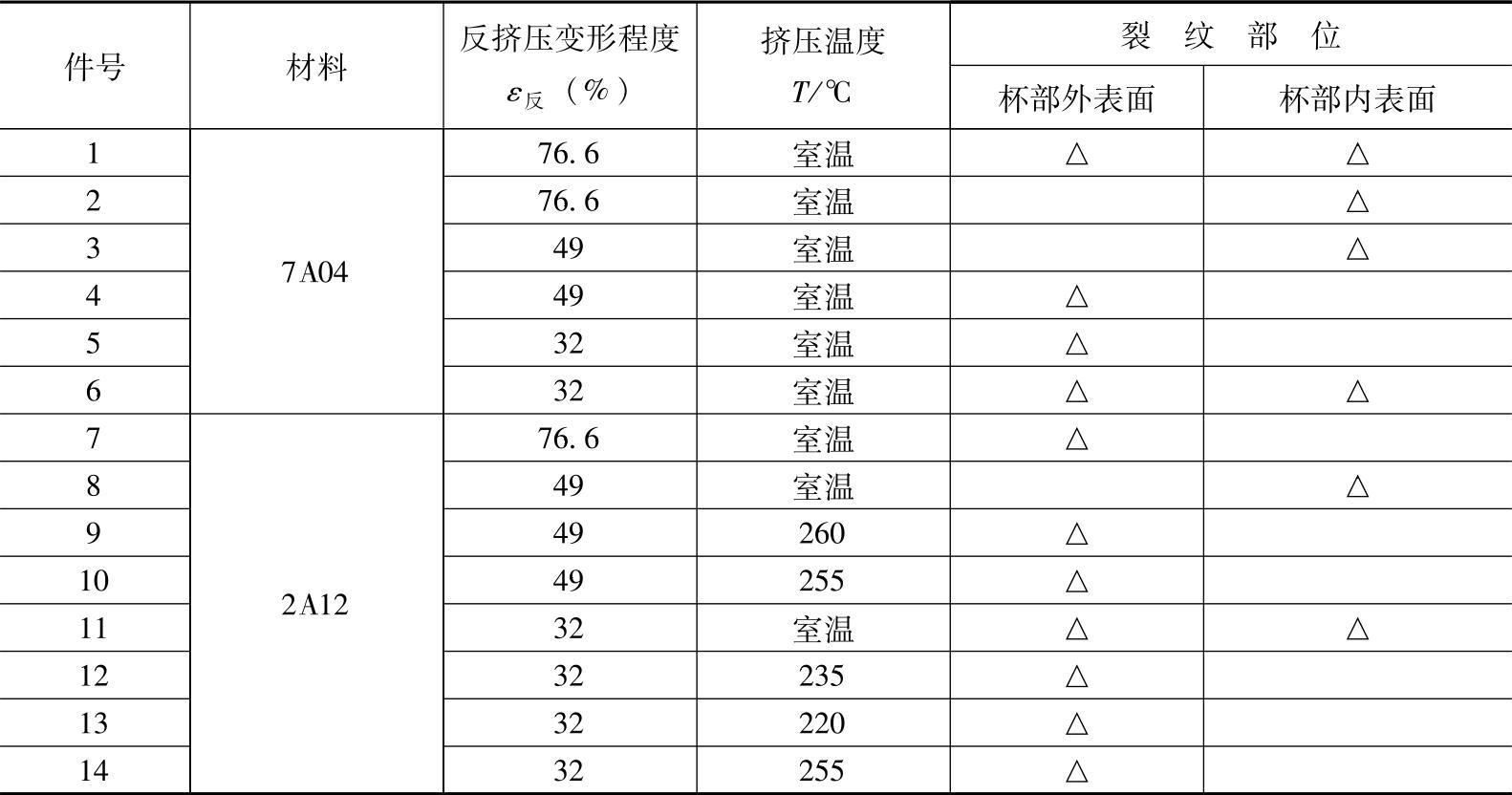
注:1.正挤压变形程度ε正=75%。
2.△表示出现裂纹。
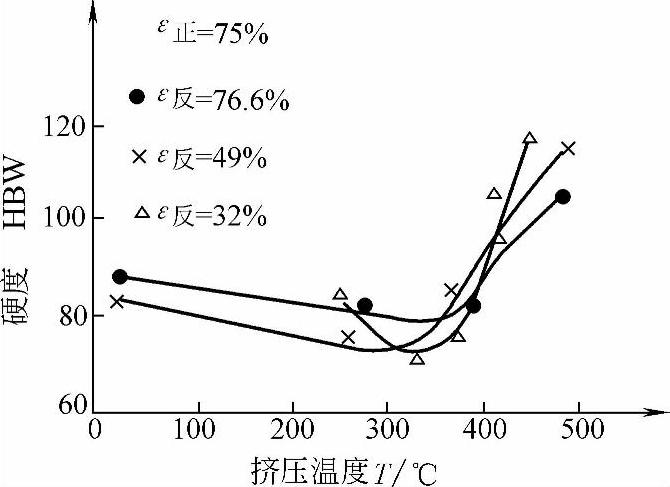
图7-53 2A12硬铝温挤压产品平均硬度与挤压温度的关系

图7-54 7A04超硬铝温挤压产品平均硬度与挤压温度的关系
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。