



随着航空与宇航工业的迅速发展,现在已经可以采用温挤压工艺制造各种高温合金零件。图7-48所示为用高温合金GH1140温挤压成形的涡流器内环零件。与旧的切削加工方法相比,采用温挤压工艺大大节约了昂贵的高温合金材料,并可实现少无切屑加工,明显降低了生产成本。同时,还可以使用边余料作为原材料冲出毛坯,如图7-49所示。
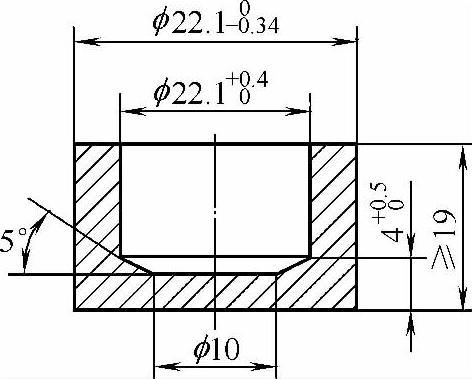
图7-48 涡流器内环零件
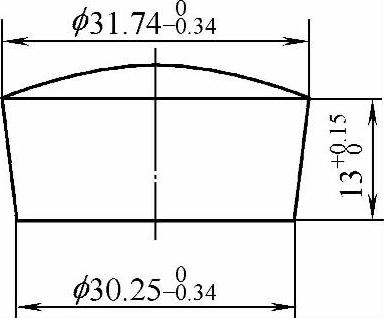
图7-49 涡流器内环温挤压件的毛坯
高温合金温挤压工艺的特点与不锈钢温挤压加工类似,即变形抗力大,硬化率高和粘模能力强。(https://www.xing528.com)
为了降低变形抗力,提高模具寿命,低温温挤压前应进行软化热处理(淬火)。一般原始毛坯硬度为230HBW左右。如采用温度1150℃加热,保温15min,在沸腾的水中冷却,硬度可降低至160HBW左右。这时,经电镜检查,晶界的碳化物已全部溶入奥氏体中,但奥氏体晶粒显著长大,热疲劳性能和高温塑性下降。而在1100℃中加热,保温15min,在冷水中或空气中淬火,材料硬度降至170~178HBW。这时,晶界上的碳化物大部分已溶入固溶体,链状存在的方形γ′相已经消失,晶粒长大不显著。因此,应采用1100℃加热,在冷水中或空气中冷却的软化热处理工艺。
毛坯在温挤压前经草酸盐处理,使用二硫化钼15%(质量分数)加氯化石蜡85%(质量分数)作为润滑剂。

图7-50 GH1140单位挤压力与变形程度的关系
由于高温合金的粘附现象严重,实际生产中高温合金GH1140用的温挤压温度不宜高于400℃。GH1140在室温和在340~380℃挤压时,其单位压力与变形程度的关系如图7-50所示。从该图可见,在340~380℃温挤压时,反挤压变形程度不应大于55%,正挤压变形程度不应大于70%,极限变形程度的确定与所选用模具钢可承受的单位压力有关。具体采用毛坯加热温度为360℃,保温30min,使用电阻炉加热。反挤压一次成形,变形程度48%。由于GH1140材料粘模,所以卸料力很大,有时可能因此而造成凸模折断。因此,除注意润滑剂的选择和使用外,尚应精心设计和加工凸模。模具预热温度为100~150℃。模具工作部分材料选用高速钢W6Mo5Cr4V2。温挤压加工在曲柄压力机上进行。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。