



随着航空、石油化工、动力、仪器仪表、汽车、食品、日用品等工业的发展,不锈钢制品的需要量也日益增多。由于良好的耐蚀性(抗氧化、抗酸作用)及较高的力学性能,它的用途越来越广泛。因此,不锈钢温挤压成形工艺也不断地得到应用。
目前用于温挤压成形的不锈钢有马氏体型及奥氏体型两种,其化学成分、热处理规范及力学性能见表7-23。马氏体型不锈钢12Cr13、20Cr13、30Cr13、40Cr13等,可以通过淬火进行强化,温挤压前用退火进行软化处理。奥氏体型不锈钢06Cr19Ni10、12Cr18Ni9等在一般温度下保持纯奥氏体组织,可加热到1100~1150℃固溶后,急冷进行软化处理。
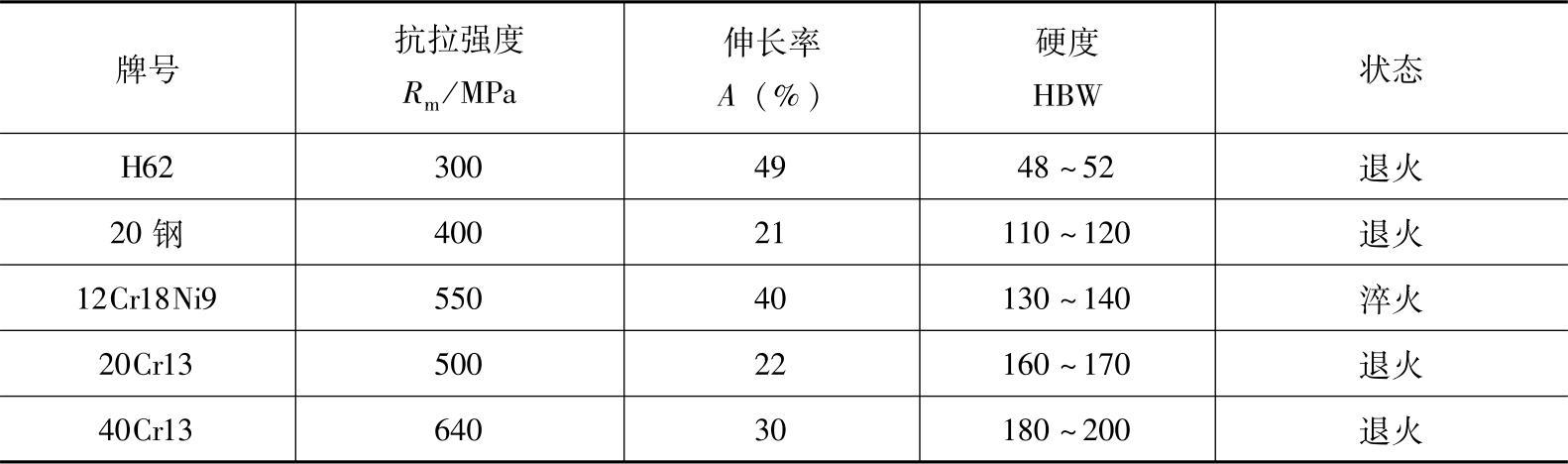
表7-23 不锈钢的热处理规范及力学性能

不锈钢温挤压成形的特点如下所述。
(1)室温变形抗力大且冷作硬化严重 不锈钢在室温时具有高的变形抗力,它们在室温时的力学性能与20钢和黄铜H62的比较如表7-24所示。此外,不锈钢具有较大的冷作硬化。当然,只要正确地选择温挤压温度,就可以大大降低变形抗力。由不锈钢试验得出,马氏体型不锈钢在600~800℃进行温挤压成形较为合适;奥氏体型不锈钢温挤压成形温度控制在200~350℃是适宜的。
表7-24 几种金属材料的力学性能
(2)粘模能力强 金属微粒在温挤压时容易粘附到模具上,从而使模具和零件表面损伤。如果对温挤压润滑剂选择不当,就会发生严重的粘模现象,甚至根本无法进行生产。
因此,不锈钢温挤压温度的选择和润滑剂的选用及其使用方法,特别是润滑剂的选择是顺利地进行不锈钢温挤压加工生产的关键。
图7-40所示为不锈钢电动机外壳温挤压工序。毛坯直径为φ25.8mm,其长度按挤压件体积和已确定的毛坯直径计算出,它等于16mm。挤压温度为260℃,挤压设备为液压机,经过两次挤压成形。
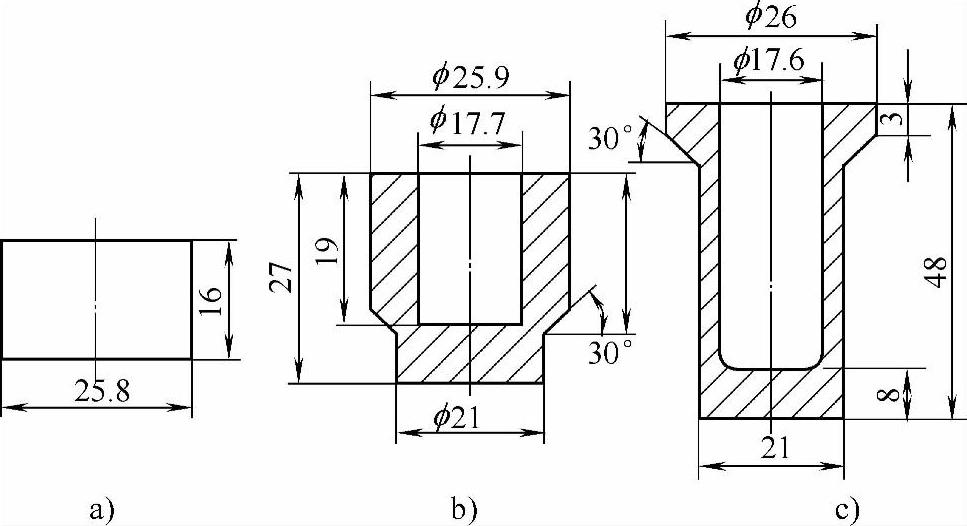
图7-40 不锈钢电动机外壳温挤压工序
a)毛坯 b)第一次反挤压 c)第二次正挤压
不锈钢12Cr18Ni9电动机外壳的温挤压工艺流程为:备料→固溶软化→清理表面→表面草酸盐处理和85%(质量分数)氯化石蜡+15%(质量分数)二硫化钼润滑→炉中加热→第一次反挤压→固溶软化→清理表面→表面草酸盐处理和85%(质量分数)氯化石蜡+15%(质量分数)二硫化钼润滑→炉中加热→第二次正挤压→低温退火。
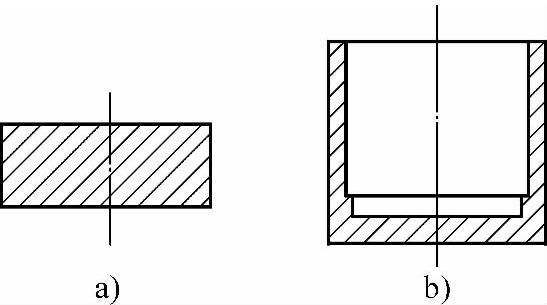
图7-41 20Cr13不锈钢杯形温挤压件
a)毛坯 b)反挤压
图7-41所示为一个内孔阶梯形的20Cr13不锈钢杯形温挤压件,其反挤压断面缩减率εF=75%。这个零件用一次工序进行冷挤压是比较困难的。目前已成功地采用温挤压加工,毛坯不必作退火处理,温挤压的加热温度为850℃(炉温)。由于是在机械压力机上成形,温降较小(仅约20~50℃),另外,因受变形热效应的作用,使此项工艺进行顺利。润滑剂用玻璃粉,模腔内涂二硫化钼油剂。
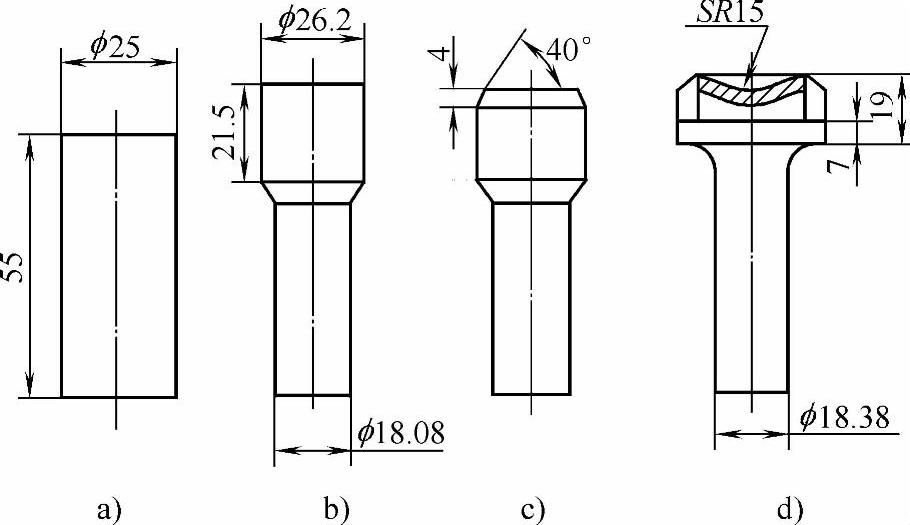
图7-42所示为奥氏体不锈钢06Cr19Ni10螺钉温挤压的变形工序。变形温度选用250~350℃较为合适。
图7-43所示为奥氏体不锈钢螺钉温挤压模具。该模具的特点是,上凸模1和下凹模6都采用组合结构形式,可保证较高的模具使用寿命。
 (https://www.xing528.com)
(https://www.xing528.com)
图7-42 奥氏体不锈钢06Cr19Ni10螺钉温挤压变形工序
a)毛坯 b)正挤压 c)头部镦粗 d)头部六角成形
图7-44所示为奥氏体不锈钢12Cr18Ni9保护管温挤压变形工序,变形温度为350℃。

图7-43 奥氏体不锈钢06Cr19Ni10螺钉温挤压模具
1—上凸模 2—上部六角凹模 3—上凹模中层预应力圈 4—上凹模外层预应力圈 5—螺钉挤压件 6—下凹模 7—下凹模中层预应力圈 8—下凹模外层预应力圈 9—顶料杆 10—下垫板 11—下顶杆
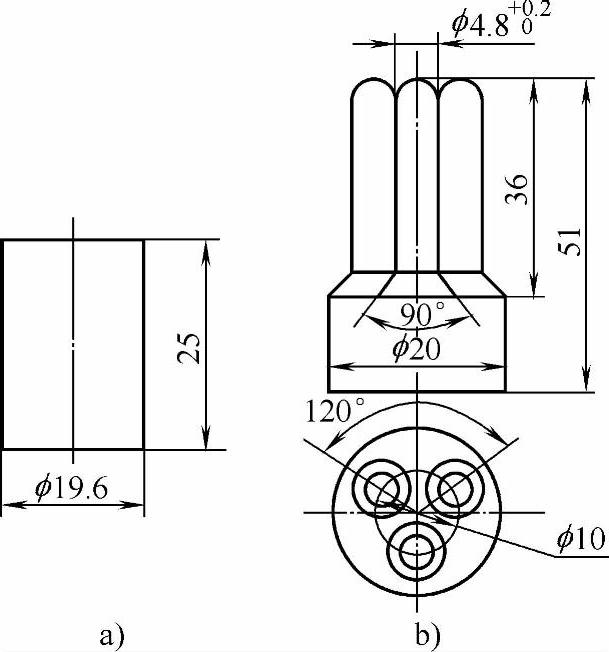
图7-44 奥氏体不锈钢12Cr18Ni9保护管温挤压变形工序
a)毛坯 b)正挤压件
图7-45所示为奥氏体不锈钢12Cr18Ni9保护管正挤压模具。由于保护管挤压件的形状关系,在凹模设计上应采用横向分割型组合结构。
图7-46所示为奥氏体不锈钢12Cr18Ni9宽凸缘仪表零件,用毛坯(尺寸:φ10mm×35mm)进行温镦工艺获得的。毛坯经软化热处理(淬火),软化热处理规范为:在1100℃加热5~10min后,再在沸腾的水中冷却。处理后毛坯硬度由250HBW降至130HBW。温镦前毛坯经草酸盐处理。
奥氏体不锈钢12Cr18Ni9宽凸缘仪表温镦模具如图7-47所示。毛坯在箱式电阻炉中加热。温镦工序在2500kN液压机上进行。温镦时在模具上涂润滑剂二硫化钼15%(质量分数)加氯化石蜡85%(质量分数)。
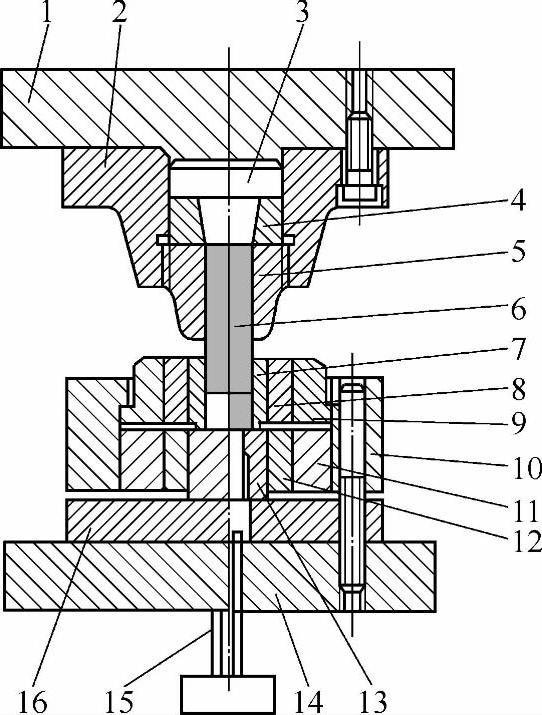
图7-45 奥氏体不锈钢12Cr18Ni9保护管正挤压模具
1—上模板 2—凸模固定圈 3—上垫块 4—锥形压圈 5—紧固螺母 6—凸模 7—上凹模 8—上凹模中圈 9—上凹模外圈 10—凹模固定圈 11—下凹模外圈 12—下凹模中圈 13—下凹模 14—下模板 15—顶杆 16—下垫板
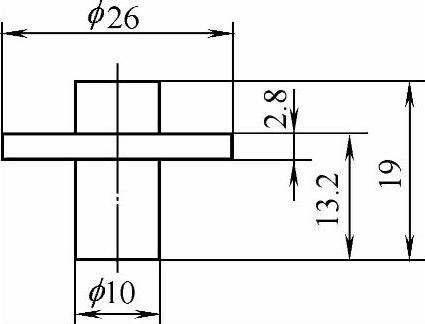
图7-46 奥氏体不锈钢12Cr18Ni9宽凸缘仪表宽件

图7-47 奥氏体不锈钢12Cr18Ni9宽凸缘仪表件温镦模具
1—上模板 2—导向套 3—上外预应力圈 4—上内预应力圈 5—上凹模 6—上凸模 7—上垫板 8—下凹模 9—下内预应力圈 10—下外预应力圈 11—下凸模 12—固定圈 13—限程套 14—小顶块 15—下垫板 16—顶杆 17—下模板
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。