



温挤压成形用的模具,要能承受温挤压成形时引起的较大轴向压力和径向压力,要求其强度高,刚度和精度都能适用各种成形工序的要求,尤其是模架,要通用性好,便于安装、调整与更换。但实际上,由于压力机类型、规格和变形方式的不同,模具结构也各种各样,且有所差异。目前较典型的温挤压模具结构如图7-19所示。模具的安装方式和工作部分(凸、凹模)的同轴度,是影响挤压件精度与模具寿命的重要因素。凸模固定圈8通过销钉7和螺钉12固定在上模板6上,凸模垫板9可以分散凸模10在成形时的轴向压力,使凸模垫板的面压控制在凸模成形压力的1/4~1/3,即500~700MPa,据此来决定凸模垫板内外径尺寸与厚度大小。凸模10用锥形紧固圈11靠一定锥面定位与紧固圈13固定在上模板6上。为了保证凸模10与凹模16的同轴度,凸模锥形紧固圈11和固定圈8之间的配合精度以H7/h6为宜。同样凹模下模座23用螺钉24固定在下模板25上,为了保证凸、凹模的同轴度,组合凹模16、17、19通过弯月形板20和调节螺钉18进行调整。凹模上端部用压板2压紧,当凸模尺寸改变时,可通过换装凸模锥形紧固圈将其固定。挤压方式的变化、零件长度的变化,需考虑到凹模厚度、凸模长度和卸件的必要长度等,可适当改换垫块22、垫板26、顶出杆27、顶出器21等。对不同尺寸的挤压件,当挤压后附着在凸模上时,则可利用卸料板5和卸料环14把挤压件从凸模上卸下来。对半封闭挤压和外缘翻边,在凸模内有芯子挤压时,为使挤压件从凸模上卸下,在凸模方面也应安装退料杆,通过压力机滑块上的顶出装置,把挤压件退出,上模板的中心孔就是安装退料杆和加工时定位需要的。尤其是对多工位自动送料装置的连续生产时,如果不安装上退出装置,就有可能使前后两个挤压件碰撞而损坏模具,甚至损坏压力机,这是必须注意的。为了保证上下模工作时具有良好的导向,温挤压模具多采用导柱导套结构形式,导套3压入上模板6,导柱1压入下模板25,压下深度都不小于(1.5~2.0)d。导柱导套配合用H7/h7动配合,导柱根数取2~4根为好。
在生产批量小时,可以采用与冷挤压相同的模具结构。但是在开始温挤压之前应使用喷灯或在模具工作部分放上烧红的钢块进行预热,使模具工作部分具有约150~300℃的温度。
图7-20所示温挤压模具结构中的凹模使用单独加热器预热。预热器除了预热以外,还可保证凹模温度稳定在一定范围以内,与其他方法相比,对生产起到较好的作用。
但是生产批量大时,必须在温挤压模具结构上设计冷却系统。
图7-21所示为带有冷却系统的温挤压模具结构。上模板1与下垫板14通过导柱7和导套8导向连接。为了保证凸模4和凹模10具有较高的同轴度,配置了凸模垫块3和凹模支撑圈11。为使挤压后工件从凹模中顶出,可通过顶料杆13、顶杆15和下顶杆16进行顶出。把停留在凸模上的挤压件卸下,是通过卸料板9和镶块5实现的。温挤压时由于热毛坯的热传导凹模温度会升高,可用冷却水通过凹模支撑圈11和固定外套12之间的空隙流过。凸模的冷却,可用压缩空气通过压紧螺母6中的通道流过来实现。这样可以保证温挤压模具工作部分在较稳定的温度范围内工作。
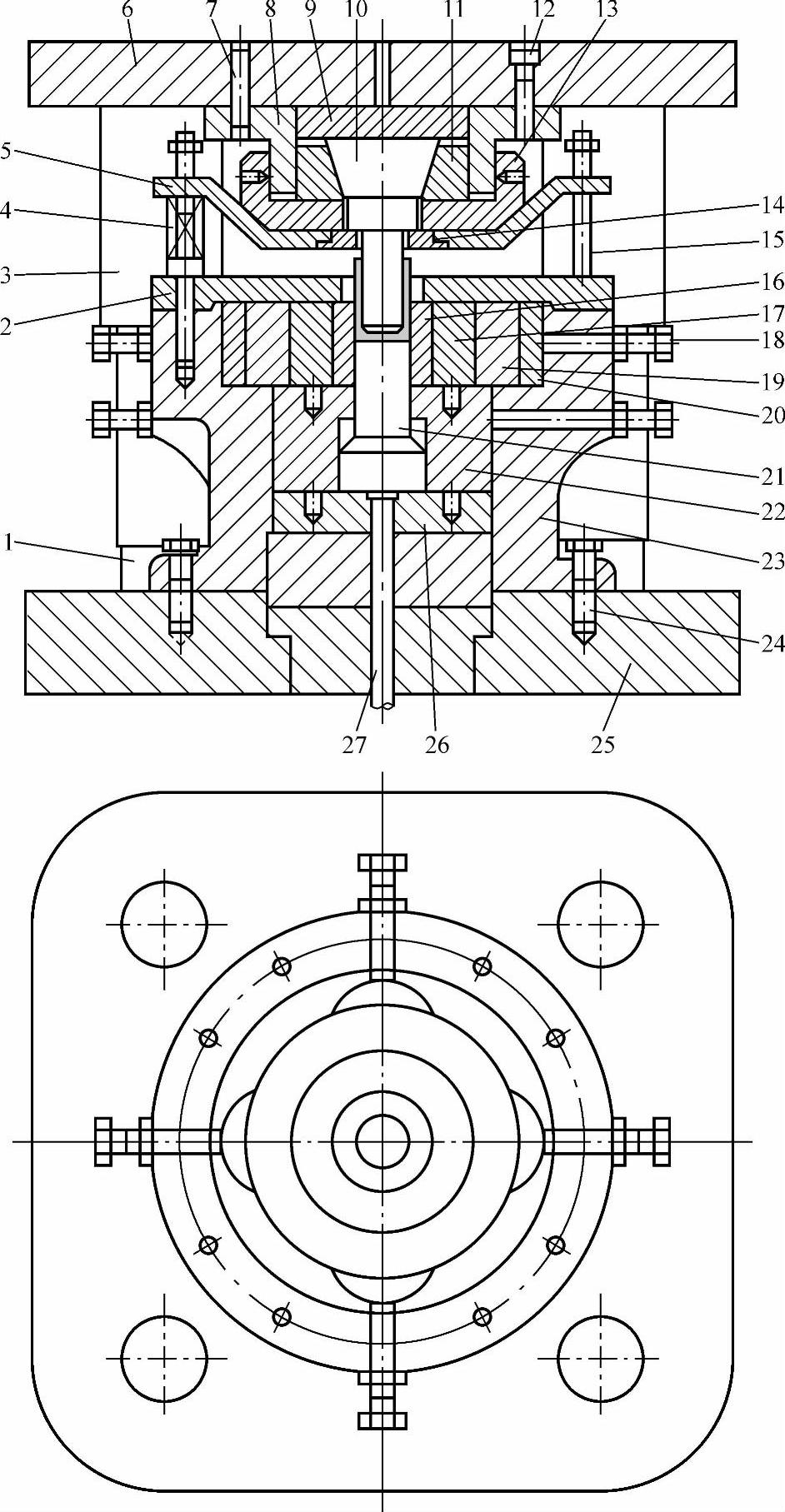
图7-19 典型的温挤压模具结构
1—导柱 2—压板 3—导套 4—弹簧 5—卸料板 6—上模板 7—销钉 8—固定圈 9—凸模垫板 10—凸模 11—锥形紧固圈 12、24—螺钉 13—紧固圈 14—卸料环 15—卸料螺栓 16—凹模 17—组合凹模中圈 18—调节螺钉 19—组合凹模外圈 20—弯月形板 21—顶出器 22—垫块 23—下模座 25—下模板 26—垫板 27—顶出杆(https://www.xing528.com)
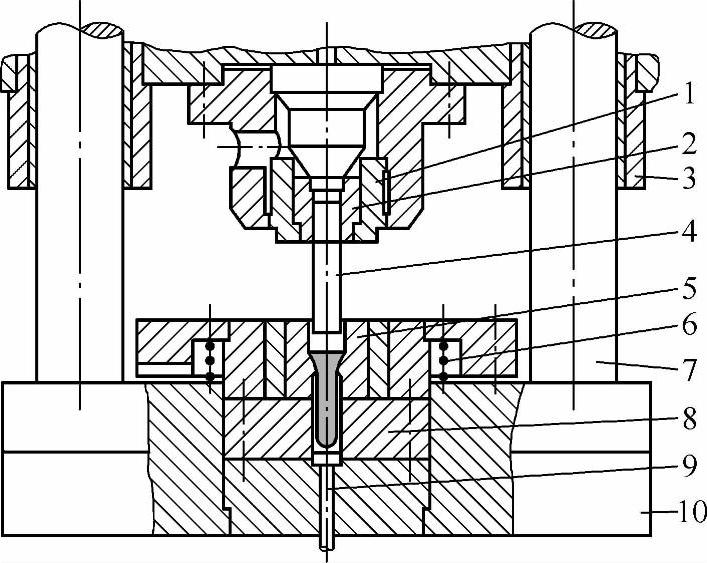
图7-20 温挤压(正挤压)模具结构
1—凸模紧固圈 2—定位压紧圈 3—导套 4—凸模 5—凹模 6—加热器 7—导柱 8—垫板 9—顶杆 10—下模板
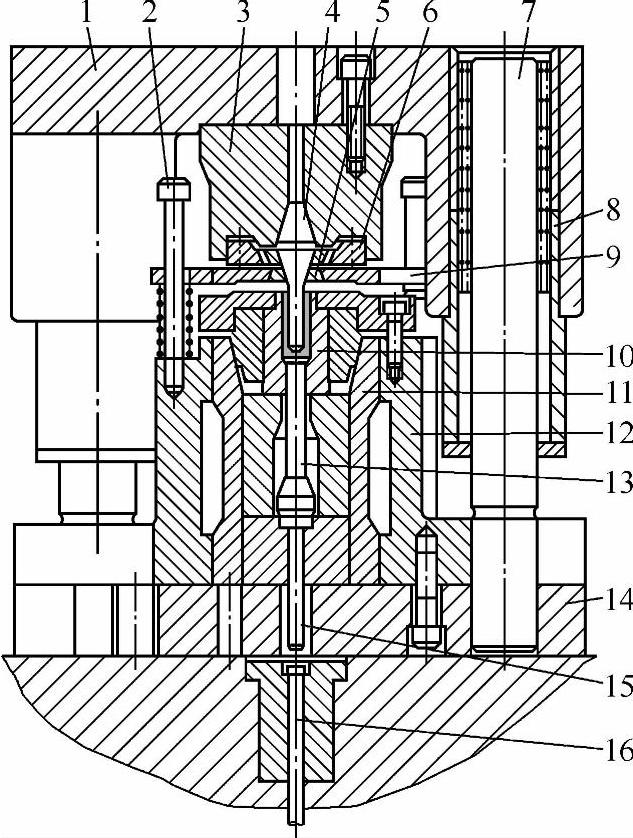
图7-21 带有冷却系统的温挤压模具结构
1—上模板 2—螺钉 3—凸模垫块 4—凸模 5—镶块 6—压紧螺母 7—导柱 8—导套 9—卸料板 10—凹模 11—凹模支撑圈 12—固定外套 13—顶料杆 14—下垫板 15—顶杆 16—下顶杆
图7-22所示为凹模布置在上面的温挤压模具,它常应用于不带下顶出的压力机上。凹模8与上退杆7通过上压圈6固定在上模板3上,凸模9用下压圈15通过锁紧圈14和凸模固定圈18固定在下模板19上。将温挤压后的工件从凹模中推出,可用顶杆5与上退杆7完成。从凸模上卸下工件用卸料板13完成。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。