



温挤压时单位挤压力的计算方法是很多的。下面介绍五种较为实用的简单方法。
1.经验公式计算法
英国的PERA推荐采用如下经验公式计算单位挤压力。
p=76w(C)+1.3w(Ni)-0.08w(Cr)-0.1T+0.36εF+143 (7-4)
式中 p——凸模最大单位挤压力(MPa);
w(C)——碳含量(质量分数,%);
w(Ni)——镍含量(质量分数,%);
w(Cr)——铬含量(质量分数,%);
T——毛坯的加热温度(℃);
εF——断面缩减率(%)。
上述公式仅适用于加热温度为200~600℃的碳钢、合金结构钢、常用的不锈钢的温热反挤压,计算误差在10%以内。
从该公式还可以看出,钢中碳含量对挤压力的影响最大。式中没有表示出锰含量的影响,说明钢中锰含量的多少不影响挤压力的大小。
2.图算法
图7-17是钢的温挤压单位压力计算图。图上的曲线在图中所示模具参数的条件下获得的,挤压前模具预热到60~100℃,用油与石墨的混合剂作润滑剂。加工温度在600℃以下者,毛坯作磷化处理,600℃以上者,毛坯不进行预先处理。
图7-17中虚线上的箭头表明了查图的方法。例如,当加工温度为550℃,挤压35钢时,可沿图中550℃向上虚线交到35钢的曲线上,然后箭头向左标到正挤压断面缩减率80%曲线上的一点,这一点在水平轴上的投影数据为1900MPa,就是35钢在550℃作80%正挤压变形时的单位挤压力。如果反挤压,则箭头向右标去,同样可查到某一断面缩减率下的单位挤压力数据。如35钢在550℃下,以40%变形程度反挤压时。单位挤压力可查得为1800MPa(图中向右箭头方向)。
确定了单位挤压力,便可计算挤压力。
正挤压时
反挤压时
式中符号如图7-17中所示。
3.查表法
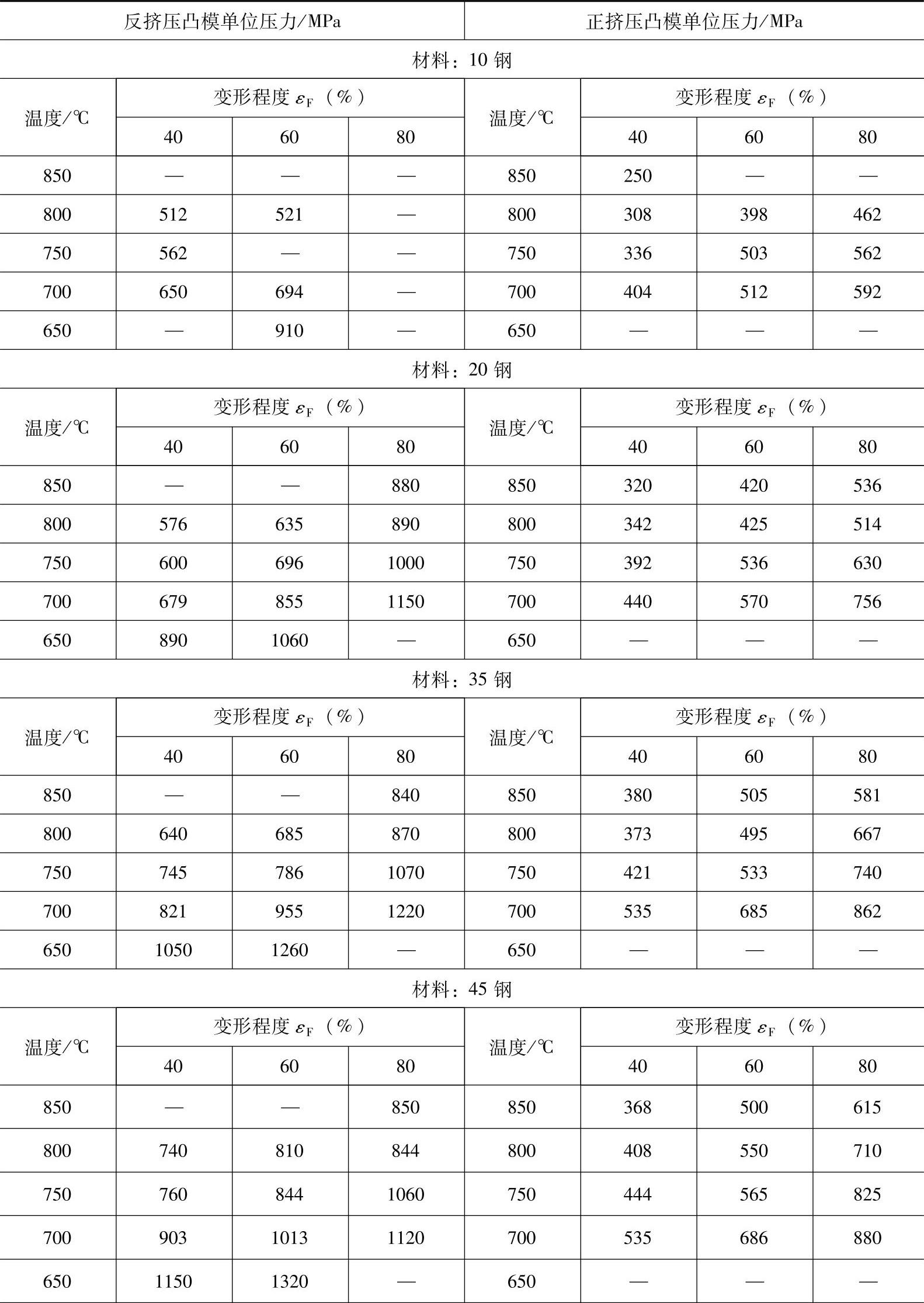
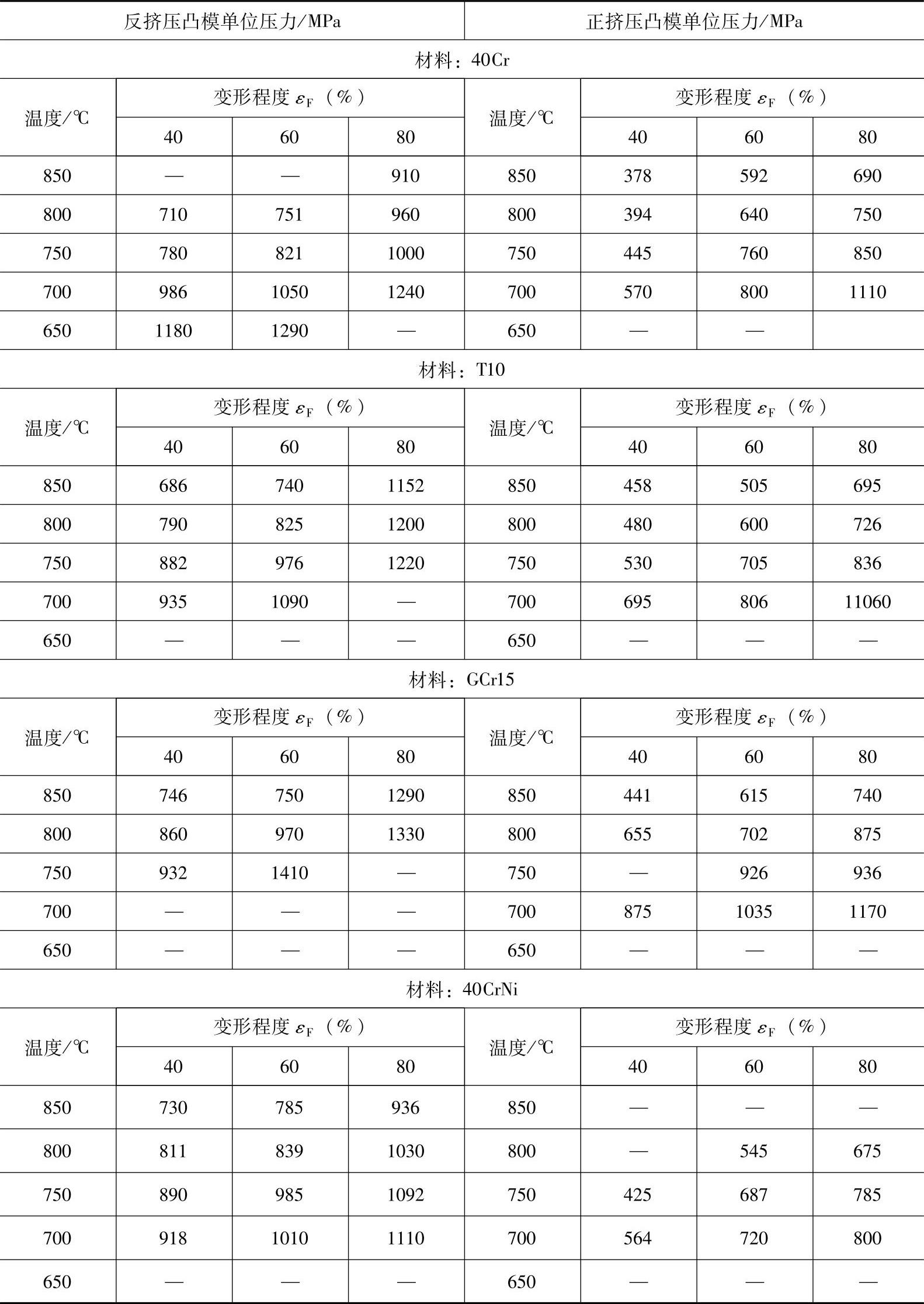
温挤压时单位挤压力的数据还可以通过查表法来获得。表7-5是几种常用材料在650~850℃时的单位挤压力。
4.理论公式计算法
温挤压时变形力的计算,可根据金属塑性变形区内的平衡方程式与塑性方程联立求解得出。
1)正挤压实心件单位挤压力的计算公式为

式中 p——单位挤压力(MPa);
σ——挤压材料的变形抗力(又称流动抗力)(MPa);
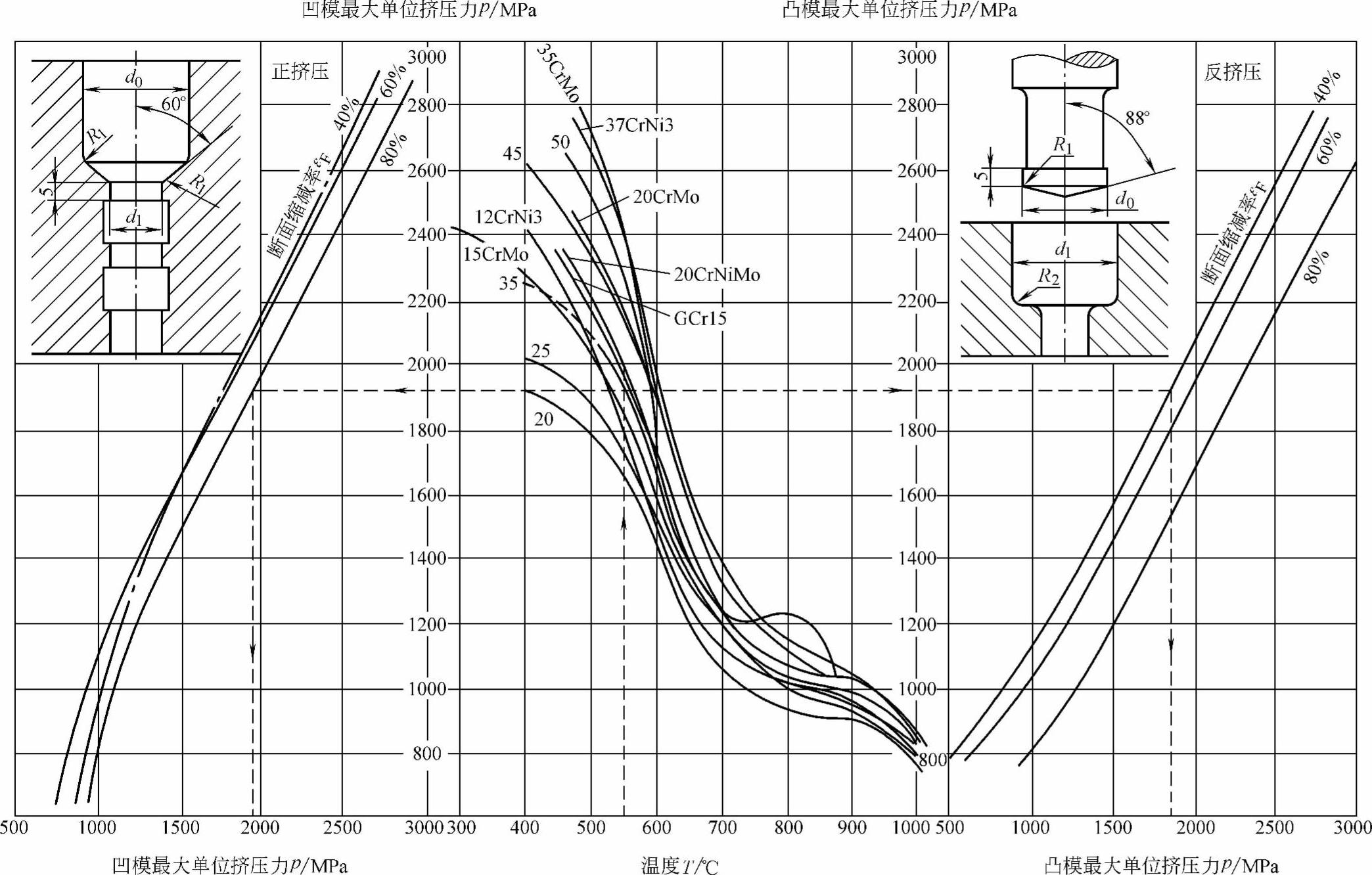
图7-17 钢的温挤压单位压力计算图
表7-5 几种材料的温挤压单位挤压力
(续)(https://www.xing528.com)
d0——毛坯原始直径(mm);
d1——挤压后产品直径(mm);
h0——毛坯原始高度(mm);
h1——挤压凹模工作带高度(mm);
f——摩擦因数,一般f=0.06~0.15。
2)反挤压杯形件单位挤压力的计算公式为

式中 p——单位挤压力(MPa);
σ——挤压材料的变形抗力(又称流动抗力)(MPa);
d0——毛坯原始直径(mm);
d1——工作内孔直径(mm);
f——摩擦因数,一般f=0.06~0.15。
5.近似计算法
1)正挤压时,凸模单位挤压力pf计算公式为
pf=CnRm (7-9)
2)反挤压时,凸模单位挤压力pb计算公式为

式中 C——安全系数;
n——温挤压变形时材料的冷作硬化系数;
A0——毛坯截面积(mm2);
Ah——凸模截面积(mm2);
Rm——温挤压温度下被挤材料的抗拉强度(MPa)。
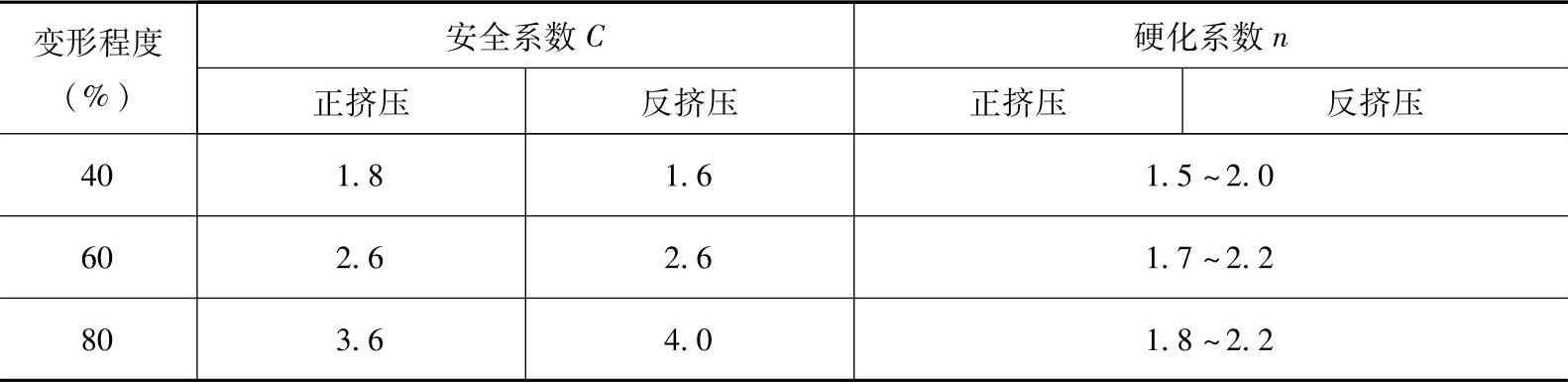
C、n值由表7-6查得。表中n值的取法是:当温挤压温度较低时,n取大值;当温挤压温度较高时,n取小值。
表7-6 安全系数C和硬化系数n值
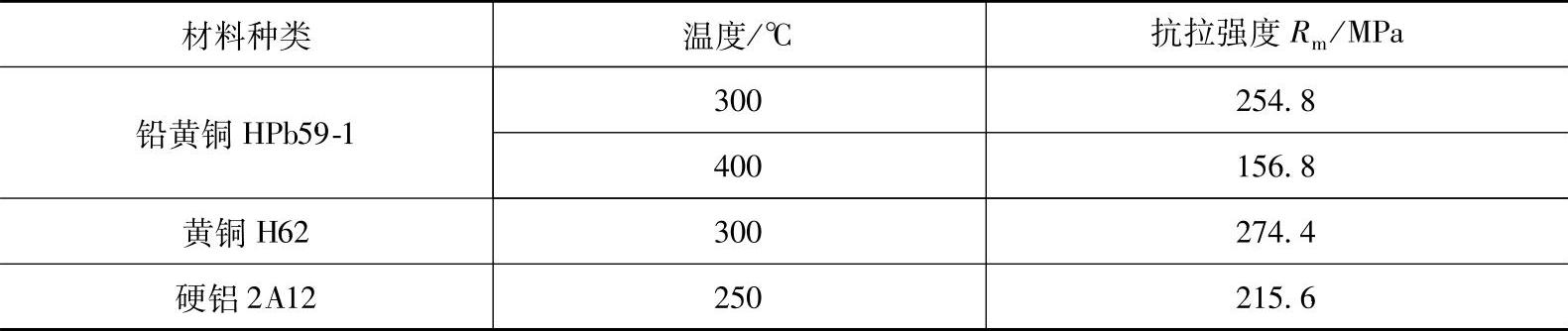
温挤压温度下的抗拉强度Rm,对于碳钢可查图7-18(由室温中的抗拉强度查得Rm);对于有色金属的抗拉强度Rm,查表7-7。
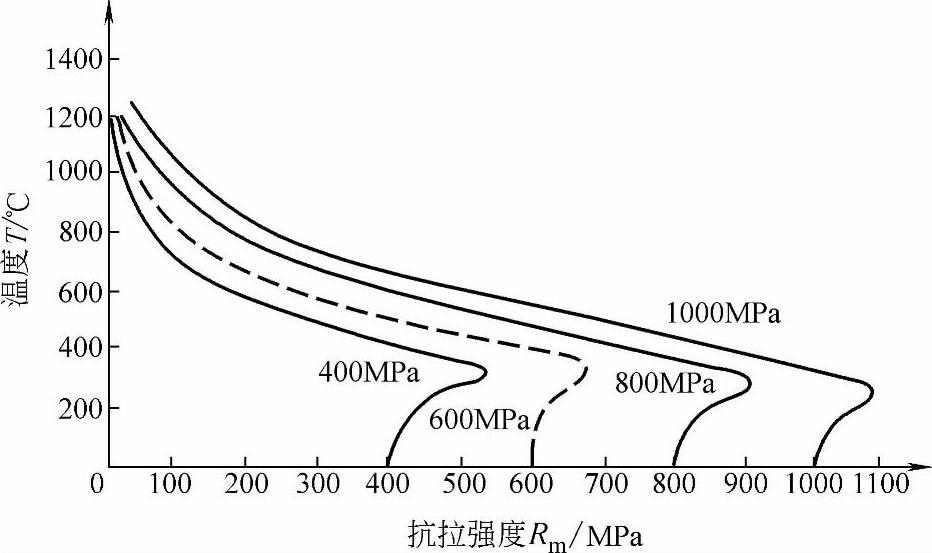
图7-18 碳钢随温度变化的抗拉强度
表7-7 几种有色金属温挤压时的抗拉强度
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。