



由于具体的产品对象不同,挤压件的变形程度不同,设备条件不同,对产品的性能、尺寸精度要求、表面粗糙度要求不同,所选择的温挤压温度也会有所不同。因此,在选择温挤压温度时应需考虑如下几方面。
1.对材料变形抗力和塑性的影响
除了塑性较低的材料以外,主要是考虑温度对材料变形抗力的影响。希望选择在变形抗力变得较小的温度或者越过较大变形抗力的温度下进行加工。

图7-1 碳钢的加工温度与压缩变形抗力的关系曲线
注:应变速率ε=0.1s-1,压缩率εh=0.3。
图7-1所示为碳钢的加工温度与压缩变形抗力的关系曲线。由该图可见,这组曲线的总趋势是,温度越高,变形抗力越低。而且,碳含量高的钢,其变形抗力随温度的提高而下降的程度比碳含量低的更要显著一些。
这组曲线是在应变速率很小的情况测出的。应变速率为0.1s-1,可视为静变形。由图7-1可见,在300℃左右,变形抗力有回升现象,这就是蓝脆现象。在蓝脆温度范围内,材料塑性也较差。
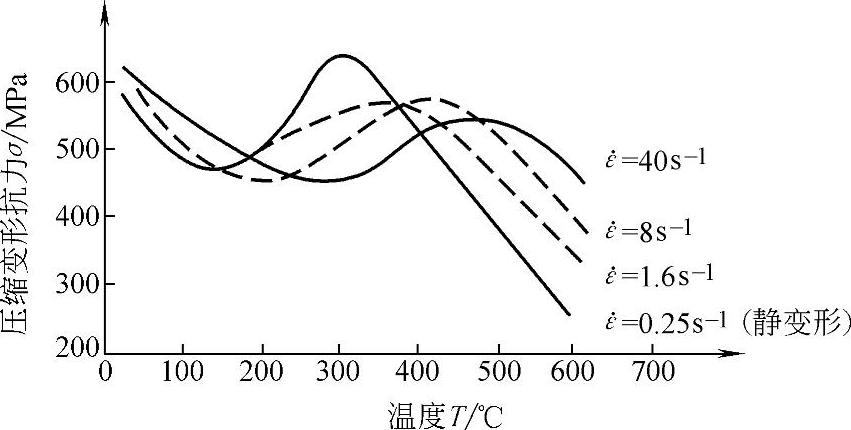
图7-215 钢在各种应变速率下加工温度与压缩变形抗力的关系曲线
金属材料出现蓝脆的温度范围与应变速率有密切关系。当应变速率增加时,蓝脆区域向温度高的方向移动,如图7-2所示。这时,变形抗力比应变速率低的时候要下降一些。由图7-2可见,15钢在应变速率为40s-1时,蓝脆出现在450℃以上,应变速率40s-1,是与在曲柄压力机上实际挤压生产的应变速率相一致的。在液压机上温挤压时的应变速率可以参照所谓静变形时的应变速率。这样也就可以预测在液压机上温挤压时蓝脆出现的大概温度。
低、中碳钢,低合金钢(如15CrMn、35CrMo、30CrMnSi)和轴承钢GCr15都存在蓝脆现象。其中以低碳钢最为明显。在中合金钢和高合金钢、工具钢、不锈钢和高温合金中因合金元素含量较多的影响,使蓝脆现象不明显或消失。
典型的各类材料变形抗力和塑性指标与温度的关系曲线,如图7-3~图7-9所示。这些曲线是用拉伸试验得出的。拉伸夹头速度符合静力试验要求。
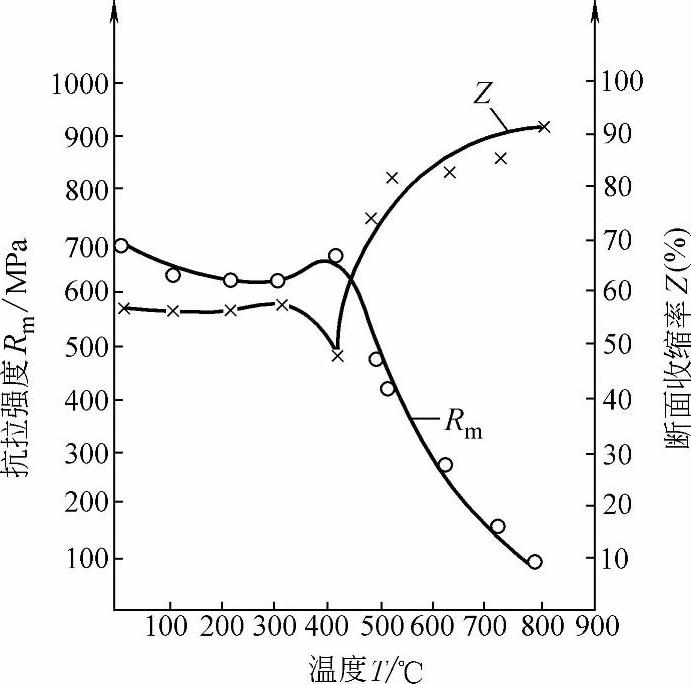
图7-3 45钢在各种温度下的力学性能
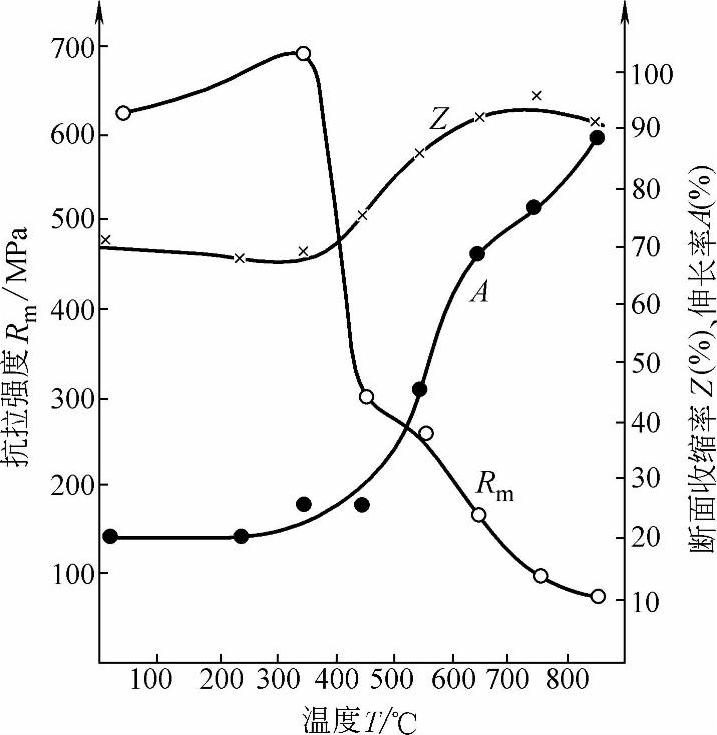
图7-4 30CrMnSiA钢在各种温度下的力学性能
注:原材料为退火状态。
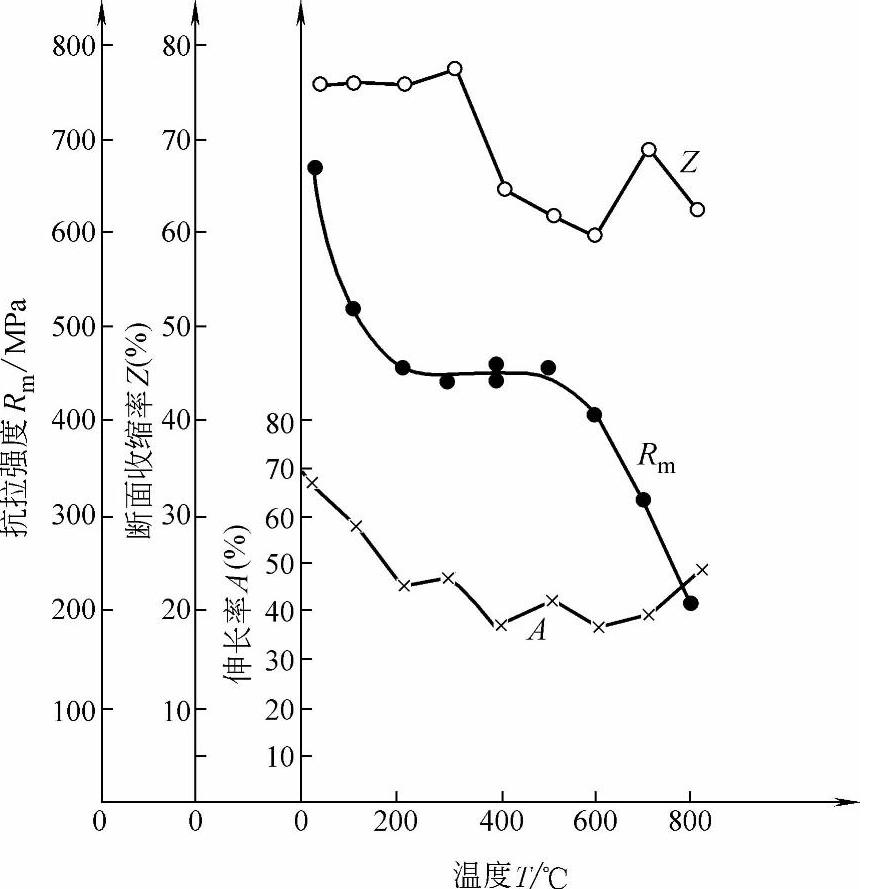
图7-5 12Cr18Ni9不锈钢在各种温度下的力学性能
注:试样经1100℃,保温8~10min,在开水中淬火,硬度130HBW。

图7-6 20Cr13不锈钢的温度-强度曲线

图7-7 GH1140高温合金在各种温度下的力学性能
注:试样经1050℃加热,保温10min,冷水中冷却。
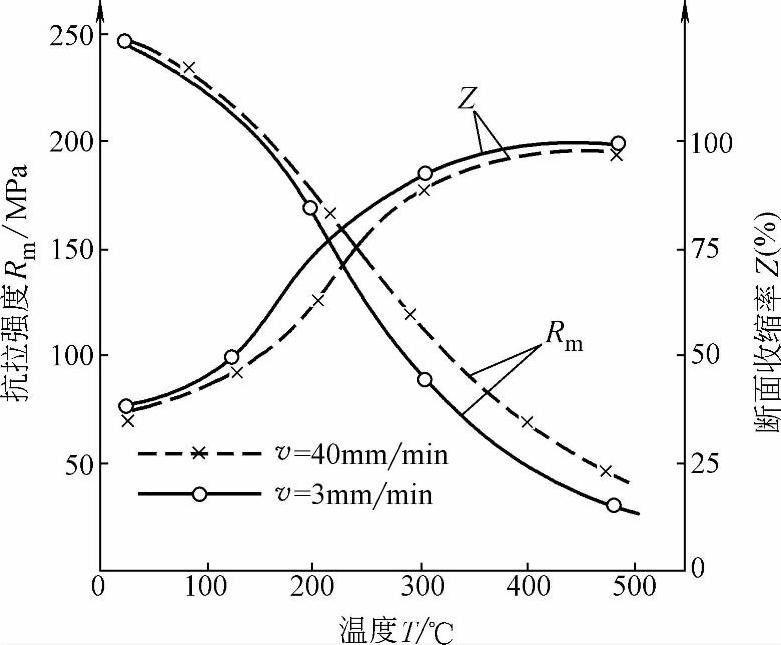
图7-8 2A12硬铝在各种温度下的力学性能
注:试样经410℃加热,保温3h,炉冷退火。
(1)碳钢 图7-3表示出了45钢在各种温度时的力学性能变化。由该图可见,抗拉强度Rm从室温到300℃略有下降,在300~450℃之间,出现上升峰值,这一区间就是蓝脆区。过了蓝脆区,Rm下降较为剧烈。至650℃,Rm约为200MPa;至800℃约为100MPa。与此同时,塑性指标明显上升。为了降低变形力,加热温度应高于蓝脆区。
(2)合金结构钢 图7-4表示出了合金结构钢30CrMnSiA在各种温度时的力学性能变化。在300℃左右出现蓝脆。过了蓝脆区,抗拉强度Rm剧烈下降。
(3)奥氏体不锈钢 图7-5表示出了奥氏体不锈钢12Cr18Ni9在各种温度下的力学性能。由该图可见,从室温升至200℃时,抗拉强度Rm急剧下降,而在200℃升至500℃时,抗拉强度几乎不发生变化,在高于500℃以后又开始急剧下降。因此,如仅从温度对变形抗力的影响来看,对奥氏体不锈钢的温挤压温度不是选在低温范围200℃左右,就应选在500℃以上。
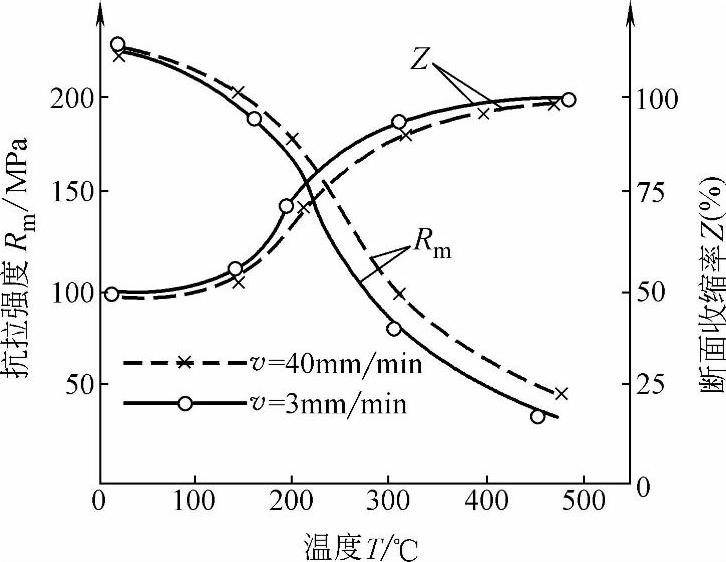
图7-9 7A04超硬铝金力学性能与温度的关系
注:试样经410℃加热,保温3h,炉冷退火。
(4)马氏体不锈钢 20Cr13马氏体不锈钢的温度-强度关系曲线如图7-6所示。由该图可见,在高于500℃时,抗拉强度Rm明显下降。为了获得较低的变形抗力,应在600℃以上作温挤压变形。(https://www.xing528.com)
总之,Cr13型不锈钢温挤压时,为了获得较低的变形抗力,应选择温挤压温度高于回火温度(即600~700℃)。这时,显微组织为α+M23C6两相(M代表金属元素)。
14Cr17Ni2不锈钢在各种温度下的力学性能如表7-2所列。由该表可见,对14Cr17Ni2钢来说,为了获得较低的变形抗力,也需要加热温度高于它的回火温度(即550℃)。
表7-2 14Cr17Ni2不锈钢在各种温度下的力学性能(回火试样)

(5)高温合金 GH1140高温合金在各种温度时的力学性能如图7-7所示。从室温到300~400℃,抗拉强度Rm大约下降10%以上。在400~600℃范围内,抗拉强度明显下降。在800℃时,抗拉强度比室温时下降61%。因此,从降低变形抗力的观点来看,温挤压温度应选在300~400℃或600~800℃范围。但是,GH1140比18-8型不锈钢(例如12Cr18Ni9)在温挤压时粘模更为严重,而且温挤压温度越高,粘模越严重。因此,在当前使用的润滑条件下,实际生产只能选在300~400℃作为温挤压温度范围。
(6)铝合金 硬铝2A12和超硬铝合金7A04在室温时伸长率A<20%,可算为低塑性材料。图7-8和图7-9分别为2A12和7A04铝合金的力学性能与温度的关系曲线。由两图可见,随温度上升,抗拉强度Rm不断下降,而塑性指标不断上升。在200℃以前,曲线变化平缓;而在200~350℃之间,变化较快;超过350℃,变化又趋平缓。在250~400℃之间,抗拉强度Rm比室温时已大幅度下降,同时塑性指标提高。
2.对氧化的影响
一般碳钢在600℃以下时,氧化较缓慢,800℃以上时氧化才显著增加。图7-10为15钢在不同加热温度下的氧化情况。由该图可见,低于800℃进行温挤压,氧化程度很小。特别是采用快速感应加热法,毛坯加热前涂固体润滑剂等有助于防止毛坯加热时的氧化。
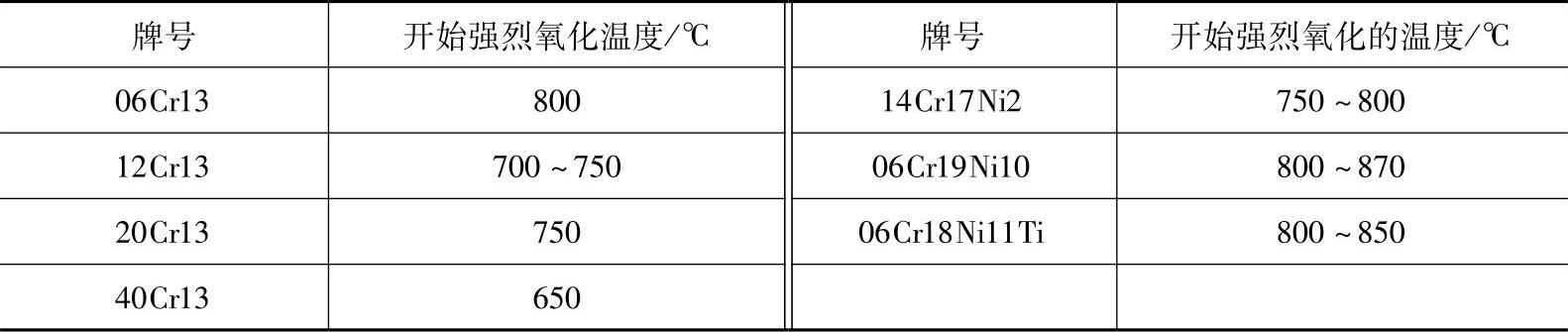
对于不锈钢来说,700℃以前不氧化,氧化开始温度如表7-3所示。
总之,剧烈的氧化不仅会给挤压件带来很多不利的影响,还会使模具寿命降低。
3.对挤压件质量的影响
1)温挤压件加热到不同的温度,毛坯材料的氧化、热胀冷缩以及模具的弹性变形等情况不一样,但这些因素的变化都会影响温挤压件的尺寸精度和表面粗糙度。温度越高,温挤压件的尺寸精度和表面粗糙度越差。因此,从保证尺寸精度,获得低的表面粗糙度值来看,温挤压温度应尽量选低一些。
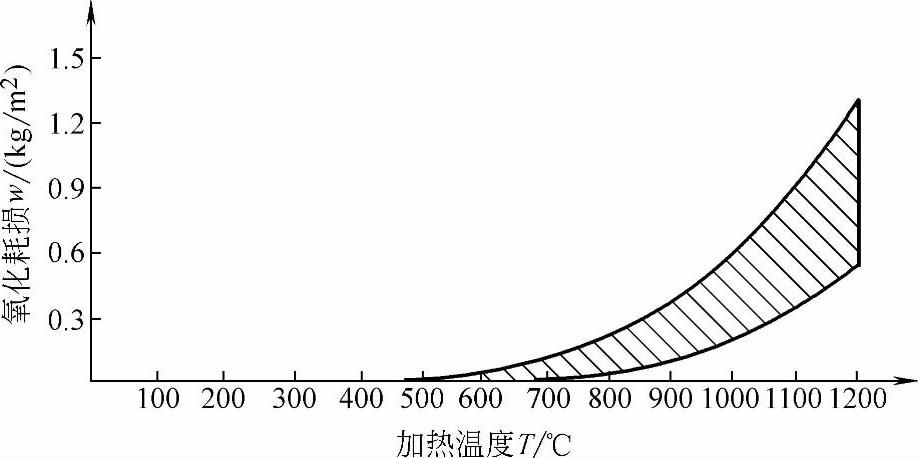
图7-10 15钢在加热中的氧化情况
表7-3 几种不锈钢开始强烈氧化的温度
2)温挤压温度一般选在再结晶温度以下,这可以通过加工硬化来提高挤压件的强度和硬度。但所选的加工温度不同,所获得挤压件的力学性能是不一样的。一般来说,加工温度越高,挤压件的强度越低。因此,从保证挤压件具有较高力学性能方面来看,温挤压温度应尽量选低一些。
4.与其他条件的关系
1)当有大吨位的设备时,温挤压温度可选低一些,以保证挤压件具有较高的力学性能。若在高速锤上温挤压时,由于热效应特别明显,因此,温挤压温度一定要尽量选低一些。
2)温挤压温度越高,模具的抗压能力越低。但应注意的是当加工温度较低时,单位挤压力较大。因此,从保证模具具有较长的寿命方面来看,所选的温挤压温度应适中,不可偏高或偏低。
根据上述原则及生产经验,各种材料温挤压温度的具体选用推荐如下数据。
(1)钢铁材料的温挤压温度
1)10、15、20、35、40、45、50钢和40Cr、45Cr、30CrMnSi、12CrNi3等低合金结构钢,在机械压力机上温挤压时,温挤压温度为650~800℃;在液压机上温挤压时,温挤压温度为500~800℃。15钢在打击速度为20m/s的高速锤上正挤压时,温挤压温度为400℃左右。
2)35CrA等调质合金结构钢的温挤压温度为600~800℃。
3)18Cr2Ni4WA等中合金结构钢的温挤压温度为650~690℃。
4)T8、T12、GCr15、Cr12MoV、W9Cr4V2、W6Mo5Cr4V2Al等工具钢和轴承钢的温挤压温度为700~800℃。
5)20Cr13、40Cr13等马氏体不锈钢以及12Cr13、14Cr17Ni2等马氏体-铁素体不锈钢的温挤压温度为700~850℃。
6)12Cr18Ni9等奥氏体不锈钢的温挤压温度可选260~350℃或800~900℃。
7)GH1140等耐热合金或耐热钢的温挤压温度可选300~400℃或600~800℃。
(2)有色金属及其合金的温挤压温度
1)铝及铝合金的温挤压温度≤250℃。
2)铜及铜合金的温挤压温度≤350℃。
3)铅黄铜HPb59-1的温挤压温度为300~400℃或680℃左右。
4)镁及镁合金的温挤压温度为175~390℃。
5)钛及钛合金的温挤压温度为260~650℃。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。