



1.概述
随着微型零件在微机电系统、通信、电子、宇航、军工、医疗器械等领域的应用越来越多,微制造技术越来越引起人们的关注。近年来,微成形技术发展迅速,许多国家的专家和学者致力于微成形技术研发,并且取得了很大的成就,如设计出桌面式微成形系统(desk-top microforming sysyem)。这些系统主要用于挤压、冲压、拉深、注塑制品等成形,以及光刻、腐蚀(刻蚀)、沉积、封装等。
在各种产品组合中,零件可按尺寸大小可分微型(<1mm)、小型(1~10mm)、中型(>10~100mm)、大型(>100~1000mm)及超大型(>1000mm)五种。目前,中间段零件的尺寸,即小型、中型和大型的零件,通过各种加工方法基本上都可能完成;其他两个极端的零件尺寸,即微型和超大型的零件,不仅在加工成形方面,而在检验尺寸方面和传送、运输方面都存在着各种各样的问题。这样,越来越精密化的市场需求,对生产企业也进一步提出了更高的加工精密技术要求,使高精密微型成形模具的制造能力成为企业的核心竞争力。
2.微成形工艺的分类
根据所成形材料的状态,微成形工艺的分类如下:
1)固态成形:①体积成形,包括模锻、正反挤压、压印等;②板材成形,包括拉深、冲裁、弯曲、胀形、缩口等。
2)流体成形:塑料注射成形、金属和陶瓷粉末注射成形、铸造等。
体积成形的微零件主要有微齿轮、阀体、螺钉、顶杆、泵和叶片等。微形零件的精密微塑性成形工艺可以成形出模数为0.1mm,分度圆直径分别为1mm和2mm的微型齿轮,并组装出减速比为1/128的微型减速装置。图6-60所示为冷镦挤微型零件,图6-61所示为冷挤压微型零件。
图6-60 冷镦挤微型零件
图6-61 冷挤压微型零件
3.微型零件的应用实例
(1)机械及军工方面
1)直径1mm微马达。图6-62所示为1mm微马达的照片,右边是一粒芝麻来作大小比较,旋转时最大转速为18000r/min,仅为12.5mg。
2)直径2mm微减速器。图6-63所示为2mm微减速器的照片,齿轮模数为0.03mm,减速比为4.42。该减速器是目前国际上模数最小的行星齿轮减速器。
3)直径4mm微型泵。图6-44所示为微型泵的照片,用直径2mm微马达作为驱动源,最大流量达12.6mL/min,泵体直径为4mm。
图6-62 微马达
图6-63 微减速器
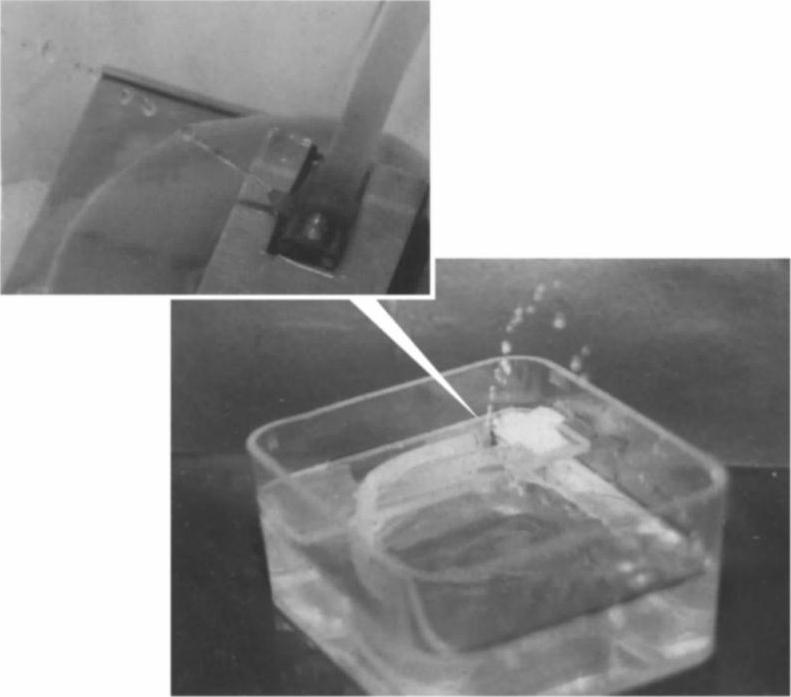
图6-64 微型泵
4)微型汽车。图6-65所示为外形尺寸(高×宽×长)2mm×2mm×3mm的微型汽车照片,以两个直径2mm微马达作为驱动器,能负重170mg行驶。
5)微型电脑密码锁。美国山迪国家实验室研制出由六个微细密码齿轮组成的微型电脑密码锁,齿轮直径仅是300μm,齿轮是由电磁动力推动,外形尺寸(长×宽)为9mm×4mm,目前是世界上最小,最稳固的微型电脑密码锁。
6)微型摄影飞机。图6-66所示为荷兰最新研制出世界上最小的微型摄影飞机,翼展长4in(约10cm),重量仅3g,它看上去更像是一只蜻蜓,尤其是拍打翅膀飞行时的样子。它可以携带微型摄影仪,将实时观测到视频影像传输到地面联络站。
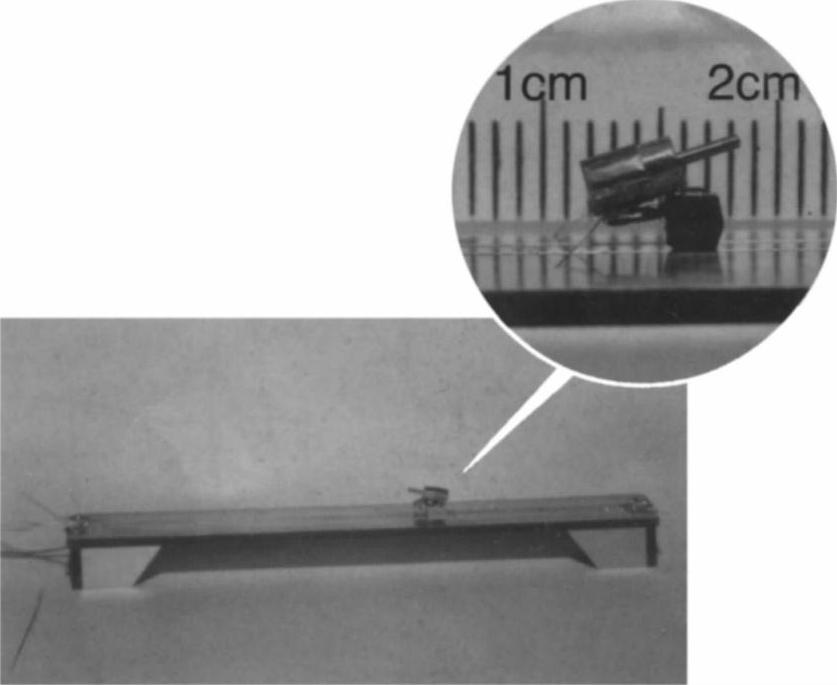
图6-65 微型汽车
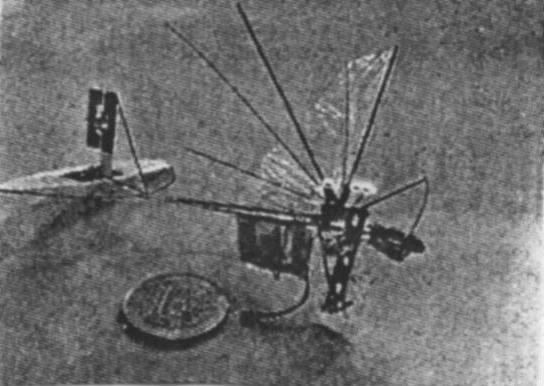
图6-66 微型摄影飞机
7)微型飞行器如图6-67所示。
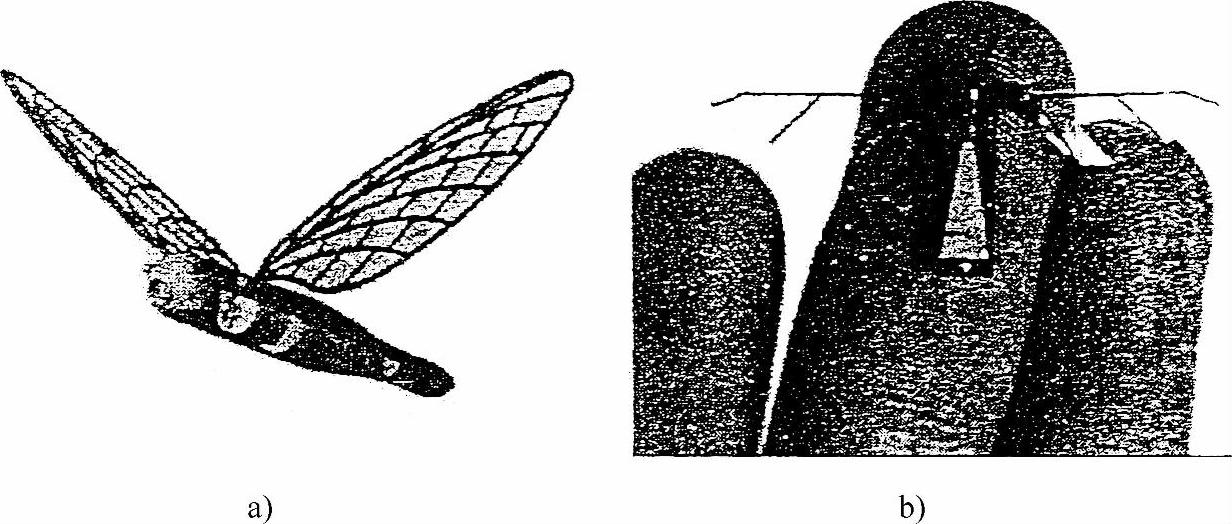
图6-67 微型飞行器
a)实物 b)在手指上
8)微型直升飞机。图6-68所示为目前世界上重量最轻的微型直升机外形照片,右上角用一棵长生果来作大小比较,机长为18mm,高度为5mm,重量为100mg,以两个直径2mm,微马达作为驱动器,能离地垂直飞行。该机由数万个零件组成。
9)微型战斗机器人。图6-69所示为23cm高微型战斗机器人外形照片,它由2千多个零件组成。
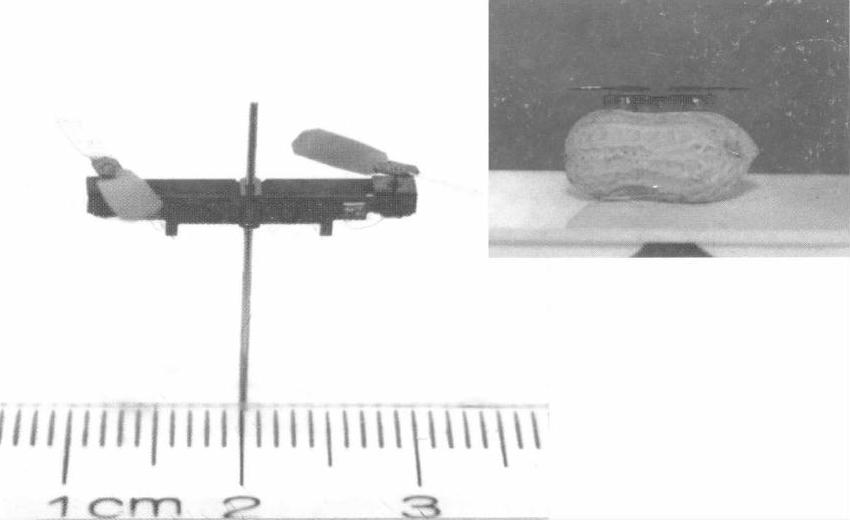
图6-68 微型直升飞机
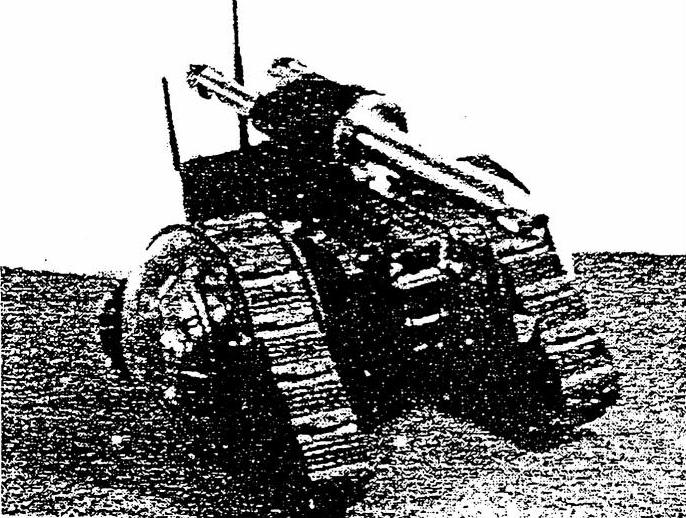
图6-69 23cm高微型战斗机器人
(2)医疗器械方面
1)心脏起搏器。
2)人工胰装置。主要有传感器和胰岛素齿轮泵组成。
3)追杀癌细胞的微小机器人如图6-70所示。
4.微塑性成形系统
随着零件几何尺寸的减小,对成形设备提出了更高的要求。微成形时设备行程一般为毫米级,精度达到微米级,传统的成形装置无法满足微成形的需要,这就要求针对微成形的特点来研制微成形设备。目前,微成形设备方面的研制工作刚刚开始,还没有商业化的成形设备。日本某一课题组研制了基于压电陶瓷驱动的反挤微成形系统,如图6-71所示。该系统由多种传感器和计算机构成测量和控制单元,可以对成形过程中多个参数进行实时控制。利用该系统已经反挤成形出微型齿轮件。驱动采用全新的设计理念,并研制了基于线性马达驱动的成形设备,直线马达可以实现与定子无接触运动,且加载速度快,控制精度适用于多种成形工艺。
日本一家技术公司也研制了类似的设备,如图6-72所示的一套箔材成形增量成形系统。该系统成形过程由计算机控制的微型冲头来完成,可以完成多种微型挤压、镦挤等加工。
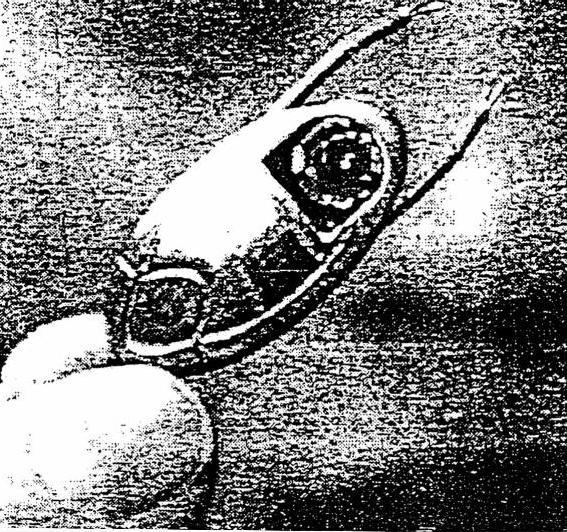
图6-70 追杀癌细胞的微小机器人
微型零件成形的特点是采用一套精密微塑性成形系统,设计了宏动与微动相结合的驱动系统,微动部分使用压电陶瓷作为驱动器,宏动部分采用精密丝杠旋钮。借助计算机程序进行数据实时处理和传递,使用专门设计的成形工艺控制器可以实现对成形过程的实时精确控制。(https://www.xing528.com)
(1)精密微塑性成形系统结构设计 根据微塑性成形的特点,设计了微塑性成形系统,如图6-73所示,系统实物图如图6-74所示。该系统由驱动模块、测量和成形控制模块、温度控制部分及微成形模具等部分组成。
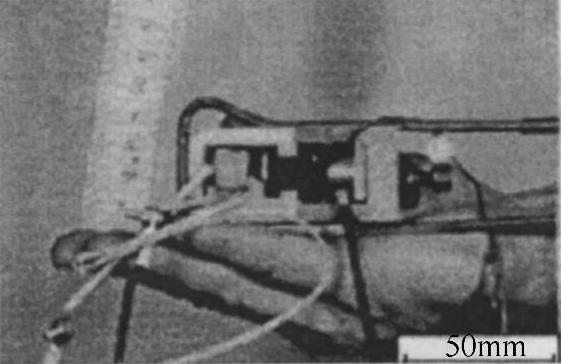
图6-71 反挤微成形系统
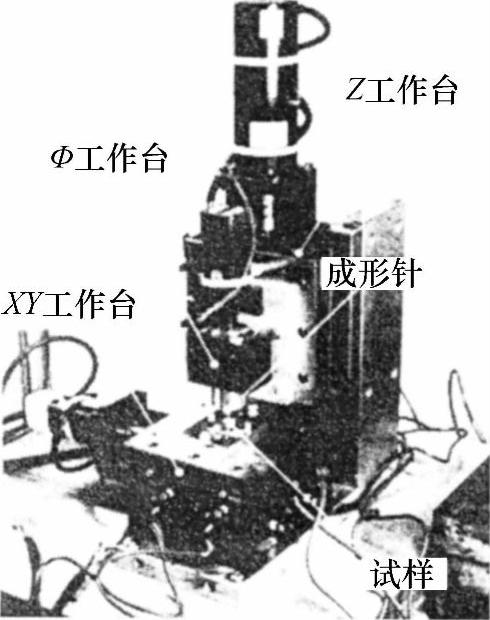
图6-72 增量成形系统
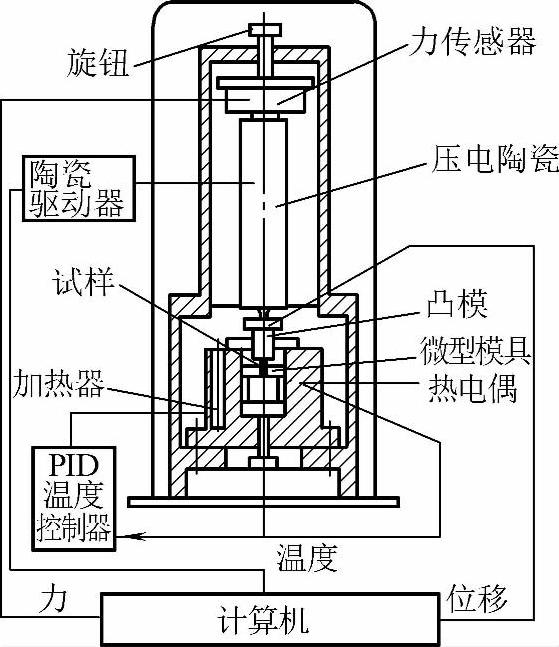
图6-73 精密微成形系统
图6-74 精密微成形系统实物图
驱动部分采用压电陶瓷作为驱动器,压电陶瓷的理想输出特性为
Vt=nd31U+KδF (6-19)
式中 Vt——厚度方向的变形量(μm);
d31——厚度方向上的耦合系数;
U——外加电压(V);
Kδ——压电陶瓷刚度(N/μm);
F——外力(N);
n——压电陶瓷叠堆层数。
在理想情况下,力、位移与电压呈线性关系,但是由于压电陶瓷的迟滞性和蠕变等特性,使得压电陶瓷的输出呈非线性,但可以通过施加迟滞算子等方法来改进。压电陶瓷的输出位移精度可以达到纳米级,能够满足微成形工艺对位移高控制精度的要求;同时,为解决压电陶瓷输出位移量小而成形变形量相对较大的矛盾,设计了宏动/微动相结合的驱动系统,宏动部分采用精密丝杠旋钮来实现,这是该精密微塑性成形系统的一大特点。
测量和成形控制模块是对成形过程中的工艺参数进行检测,并反馈给控制器形成闭环控制,以及进行数据处理和纪录的模块。该部分的测量量为载荷和位移,分别由力传感器和LVDT位移传感器来实现。成形过程控制由两部分组成,分别是压电陶瓷驱动器和成形过程控制器。成形过程控制器是一个程序模块,完成成形过程中工艺参数的输入、整理,并形成指令传给驱动器;压电陶瓷驱动器由驱动电源、通信模块等部分组成,根据控制模块的指令完成相应的动作。该模块可以实现对各个工艺参数的高精度测量和控制,自动化程度高,国外研制的微塑性成形系统大部分也采用类似的方法。
温度控制部分包括加热器和恒温PID控制器,加热器安装在模具装置内,可以对模具与坯料同时进行加热,并在成形过程中保持等温条件。成形模具装置还包括微型模具、冲头等部件,可以根据需要进行更换。该系统的最高成形温度为500℃。
(2)精密微塑性成形系统控制系统设计
1)精密微塑性成形系统控制器。精密微塑性成形系统的控制部分由成形工艺控制器、压电陶瓷驱动器和力、位移控制等几部分组成,该系统的控制框图如图6-75所示。成形工艺控制器将输入的控制参数转化成指令,通过压电陶瓷控制器来控制压电陶瓷的动作。成形工艺控制器以电阻应变片检测的压电陶瓷输出位移作为反馈信号来实现对压电陶瓷的闭环控制,并将输出位移量传给成形工艺控制器作数据处理和记录。成形过程中的力和模具进给位移分别由力传感器和LVDT位移传感器检测并反馈给成形工艺控制器,实现对微成形过程的闭环控制,同时进行数据的处理和记录。
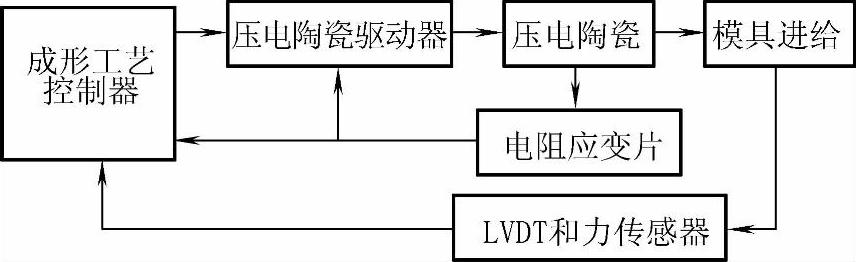
图6-75 精密微成形系统控制框图
2)精密微塑性成形系统工作方式。精密微塑性成形系统是一套精密微塑性成形的专用设备,要求其能够按照一定的工作方式来完成微型件的成形。根据微成形的需要设计了两种工作模式:恒速度控制方式和恒力控制方式。
恒速控制模式是系统以设定的速度匀速加载的工作模式。由于压电陶瓷是以步进方式工作,只能以拟合方式来逼近匀速运动。在该工作方式下的控制参数有速度、步进频率、保压时间和保压力值等。速度和进给频率的比值决定压电陶瓷的进给步长,可以通过增大进给频率来减小步长以增加拟合精度。精密微成形系统恒速控制模式工作流程为:首先需要手动调节使得压电陶瓷与凸模紧密接触,然后压电陶瓷按恒速控制模式加载;当压电陶瓷输出位移达到最大时停止加载,由手动调节旋钮推动压电陶瓷移动使其与凸模紧密接触,然后进入下一个工作循环。这样由压电陶瓷和手动调节交替工作来完成成形过程。恒速控制流程图如图6-76所示。
恒力控制模式与恒速控制类似,只是少了进给频率的限制,压电陶瓷瞬间输出较大位移,将设定的载荷施加到模具上。但实际上由于控制程序运行周期的存在,决定其有一定的时间延迟。恒力控制流程图如图6-77所示。
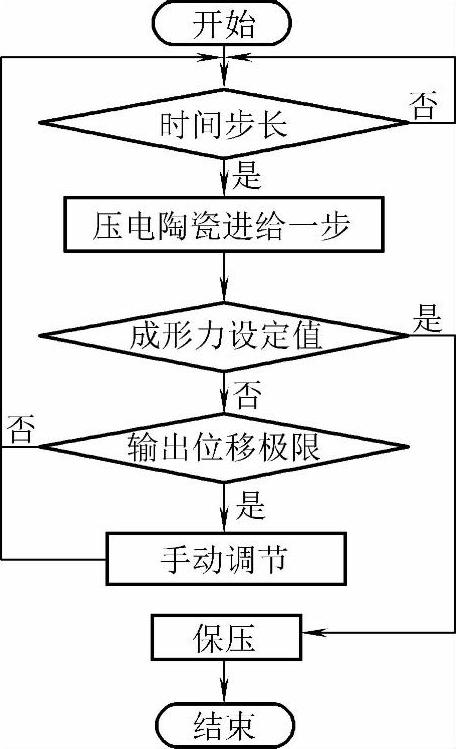
图6-76 恒速控制流程图
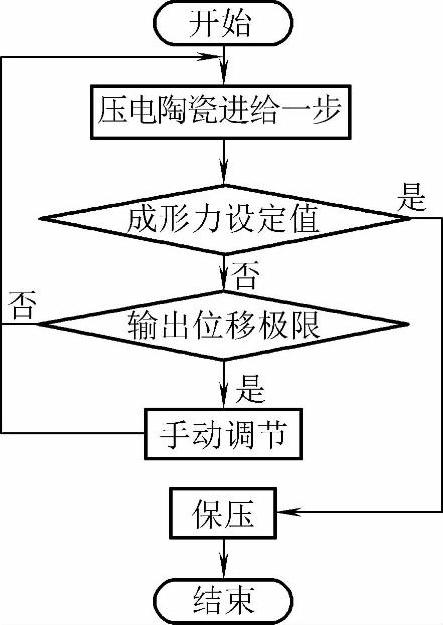
图6-77 恒力控制流程图
(3)微型挤压成形模具结构设计
1)微型齿轮零件的成形方法。从上述介绍的应用实例可见,这些零部件基本上都是由形状尺寸和参数不同的微型螺钉、微型齿轮等微型零件组成的。按所选用的材料不同,微型齿轮零件成形方法主要有:①微型冷挤压;②微型热挤压;③微型等温挤压;④微型超塑性挤压;⑤微型半固态挤压。
2)微型齿轮零件的成形模具设计。借鉴传统的模具设计方法,结合微成形的特点,设计适合微小型成形模具。首先要求模具关键尺寸尽可能小,但模具尺寸也必须满足强度校合,因而模具不能设计得过小,还要考虑电阻加热设备功率要求,以确保模具能够被加热到高温,又可以降低模具内外层温差以降低测温误差。此外,尺寸和形状精度必须考虑现有加工设备条件。图6-78所示为微型挤压模具结构。
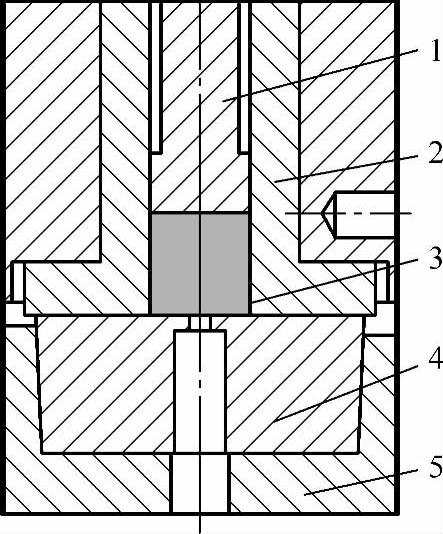
图6-78 微型正挤压模具结构
1—凸模 2—筒套 3—毛坯 4—凹模 5—凹模座
模具的装配是通过4个M8的内六角螺钉固定。模具采用了可卸筒套,便于采用改变挤压比进行多组试验。该模具利用多个尺寸的限位环,控制凸模的有效行程,对不同高度的毛坯进行挤压。模具关键部位是凹模,它的设计和制造决定了挤压件的形状、尺寸和质量。考虑到制造和加工工艺,即采用机加工和线切割方法制造高精度和特殊形状的凹模,采用两个分块模具组合成凹模。
凹模置于下模座孔中,通过侧面进行配合和对中,再通过上模座施压进行固定。为了让筒套的中心和凹模孔中心重合,避免偏挤压情况发生,导致挤出齿轮因流动不均发生轴线弯曲,上、下模座采用其内、外侧面进行对中。
加热装置为一个加热圈,额定功率为800W。外层为不锈钢材料,中间层为沿圆周排列的有孔陶瓷件,电阻丝穿于陶瓷件孔中,两层之间为一层硅胶绵,进行部分隔热。陶瓷具有很好的耐高温性能和绝缘性能,确保加热到高温的可行性和安全性。加热圈放置于模具中间部位,按要求温度进行加热。
①凹模设计。微型齿轮凹模如图6-79所示,主要尺寸参数为:分度圆直径为1mm,模数为0.1mm,齿数为10个。坯料直径为0.7mm,高度为1mm。齿轮材料选用纯铝1200,成形工艺在等温条件下进行,坯料和模具温度为400℃,凸模速度为2μm/s。成形出轮廓清晰的微型齿轮件,其照片见图6-80所示。
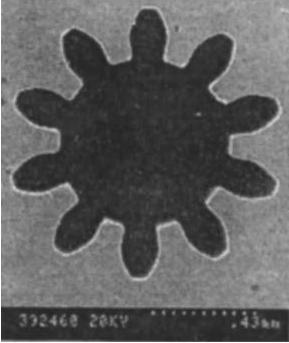
图6-79 微型齿轮凹模
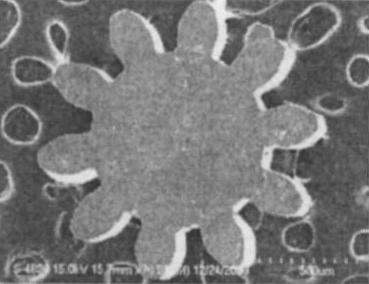
图6-80 微型齿轮件
②挤压成形的载荷-行程曲线。微形齿轮挤压成形的载荷-行程曲线如图6-81所示。
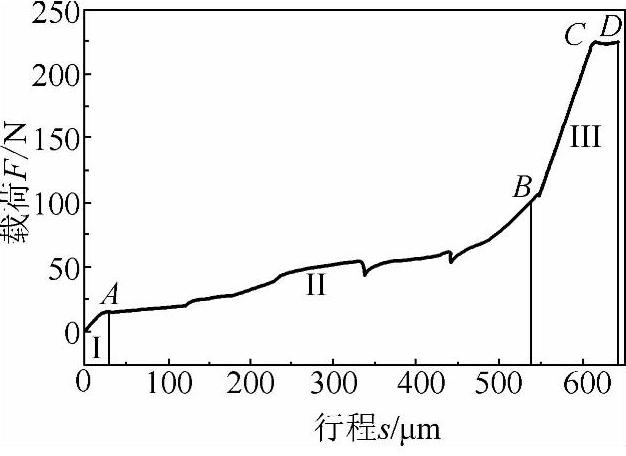
图6-81 微型齿轮挤压成形的载荷-行程曲线
通过对载荷-行程曲线的分析,将微型齿轮的成形过程分为3个阶段:第Ⅰ阶段(OA),是变形的初期阶段,坯料的变形是镦粗变形。第Ⅱ阶段(AB)为齿腔充填阶段,坯料开始向齿腔内填充。随着坯料对齿腔填充程度的增加,变形抗力和摩擦阻力增加,在载荷-行程曲线上表现为随着凸模行程的增大载荷增大。该阶段是微型齿轮成形的主要阶段。第Ⅲ阶段(BD)为最后充满阶段,金属已经基本充满齿腔,坯料流动困难,填充阻力迅速增加,导致成形载荷急剧上升。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。