



静液挤压是采用高压液体代替通常的凸模将毛坯挤出凹模的一种新的挤压技术。这种方法的研制成功,为挤压一些低塑性材料提供了可能性,尤其在宇航工业中得到了应用。
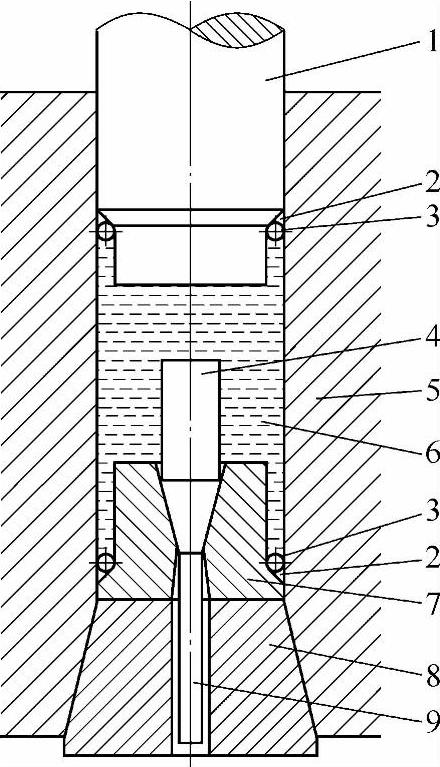
图6-38 静液挤压的工作原理图
1—柱塞 2—钢圈或铍青铜圈 3—尼龙橡胶圈 4—毛坯未挤出部分 5—挤压筒 6—油液 7—凹模 8—镶垫块 9—挤出的零件
1.静液挤压的工作原理及特点
图6-38所示为静液挤压的工作原理图。在静液挤压时,变形毛坯处在高压液体的包围之中。当柱塞压缩液体,使其压力达到材料变形所需要的压力时,挤压材料产生塑性变形,通过挤压凹模的模孔,从而挤成所要求的产品几何形状和尺寸。在图6-38中,高压液体代替了普通挤压中的刚性挤压凸模。
液体的高压可由以下两种办法产生:①用一台普通的压力机迫使柱塞进入挤压容器(挤压筒),从而压缩液体;②直接从一个增压器将高压液体压入挤压筒。
毛坯要求需具有一个锥形端头,以便开始挤压以前,毛坯可与模具的锥形部分大致密合。
由于毛坯被全部挤出后会引起高压液体的卸压,因此,通常不将毛坯完全挤出,或把挤压柱塞做成圆锥形,在挤压终了时能封住凹模出口。
与普通挤压相比,静液挤压具有如下特点:
1)由于毛坯侧表面不与挤压筒内壁相接触,因此,可以大大减小摩擦力的不利作用。
2)由于毛坯的四周被高压液体包围,增加了毛坯的纵向稳定性,因此,可以挤压长径比很大的毛坯。
3)由于高压液体连续不断地被带入毛坯与凹模之间,因此,可以保证接触表面始终处于强制的润滑状态,降低摩擦因数,使挤压力大大下降。
4)由于凹模四周被高压液体包围支承,因此,可以使用薄壁凹模,不需在凹模本体外围加套预应力圈,而不会发生凹模纵向开裂,可以大大提高模具寿命。
5)由于被挤毛坯始终处于强烈的不等三向压应力作用下,因此,可以大大提高被挤材料的塑性,从而为挤压一些低塑性材料提供了可能性。
6)由于变形材料与模具间的摩擦力很小,消除了产品表面严重受剪切的作用,从而减少了脆性材料挤压时破坏的危险,也可避免在一般挤压产品中出现的表面缺陷。
7)挤压筒可以适应各种形状的毛坯,对毛坯的尺寸精度要求不高。
8)能够挤压多种产品,包括管件、阶梯形零件。静液挤压还可以挤压带螺旋槽的零件,因为毛坯在挤压时可以在容器(挤压筒)内转动。还可以挤压其他各种形状复杂的零件,如弧齿锥齿轮、花键轴等。
9)由于静液挤压的加工变形量,变形又较均匀,使产品的力学性能得到了很大的提高。试验证明,静液挤压产品的晶粒细而均匀。
静液挤压的缺点是生产率低。这主要是由于液体需要供和泄,并且还要一段建压的时间。
目前,可以用静液挤压方法加工的金属材料如下:
1)铝及其合金(变形铝合金及若干铸造铝合金)。
2)镁及其合金(变形镁合金及若干铸造镁合金)。
3)铜及其合金、黄铜。
4)纯铁与钢,一些碳钢、合金钢、不锈钢、高速钢,甚至铸铁。
5)镍基高温合金。
6)铍、钽、锆及其合金,铌、铬、钼、钒、钨、钛及其合金。
7)锌及其合金。
8)铋。
此外,原子工业材料如铀、钍、钚、石墨等都可进行静液挤压。
一般来说,冷静液挤压件的尺寸精度等级可达IT7~IT8,表面粗糙度Ra可达0.1~0.4μm。
2.静液挤压的工装设计
(1)挤压机 静液挤压机的主要特点是速度高、对中性能好。实际上,导向性能好的普通挤压机、一般液压机,都可以用作为静液挤压机。
(2)挤压筒 挤压筒是静液挤压的关键零件。挤压筒内径越大,工作压力越高,设计与制造越困难。其结构形式也是多种多样的,常用的有以下几种:单层筒;多层组合筒,一般为3~5层;外加钢带缠绕的筒等。
挤压筒的材料用超高强度钢制成,如马氏体时效钢。筒的内衬也有用硬质合金的。缠绕用的钢带材料也是超高强度钢。一般钢带的截面积是0.7mm×5mm或1mm×9mm。
组合筒每层的硬度要处理得不一样。内层硬度最高,一般为55~60HRC,逐层降低,最外一层一般为40~45HRC。
(3)柱塞 柱塞材料也用超高强度钢。要求塑性高一些,故热处理后的硬度不宜过高,一般为50~55HRC。柱塞的几何形状应尽量做得光滑过渡,避免产生应力集中,特别不适于在柱塞的端部打孔或开槽。
(4)挤压凹模 静液挤压凹模入口锥角为25°~45°,比一般挤压凹模锥角要小。由于挤压凹模处于高压液体的包围之下,模壁一般都很薄,甚至3~5mm的厚度也不会破裂。要注意的是模具变形工作部分应尽量放在密封圈以上。同时,可以根据挤压产品形状的复杂程度,采用纵向或横向组合的挤压模,其外表只要套上一层薄的橡胶圈或塑料圈即可。模具材料采用普通的模具钢,已经足够满足要求。
(5)高压密封 建立静液挤压过程,须解决高压密封。高压密封主要指在挤压筒与凹模之间和柱塞与挤压筒之间的密封,以及毛坯与模具、心杆与毛坯之间的密封。
挤压筒与凹模之间的密封(见图6-39)是静密封。
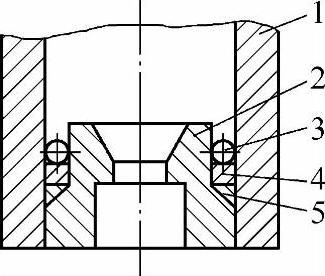
图6-39 挤压筒与凹模之间的密封
1—挤压筒 2—凹模 3—O形密封圈 4—矩形密封圈 5—斜形密封圈
柱塞与挤压筒之间的密封有静密封(见图6-40)和动密封(见图6-41)两种。动密封结构简单,但密封圈寿命很低。静密封可靠,同时密封圈寿命也长。
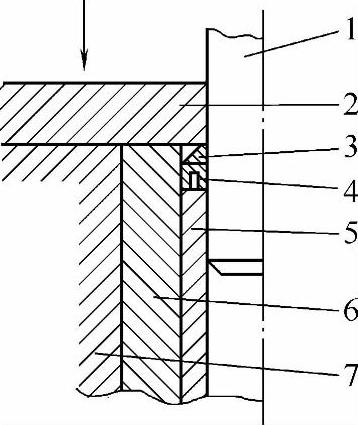
图6-40 柱塞与挤压筒之间的静密封
1—柱塞 2—压板 3—斜形密封圈 4—U形密封圈 5—间距管 6—挤压筒内衬 7—挤压筒
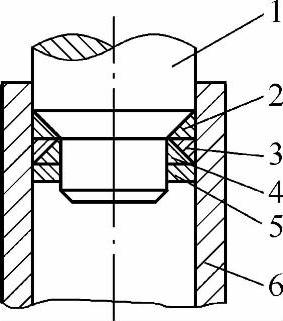
图6-41 柱塞与挤压筒之间的动密封
1—柱塞 2、3、4—斜形密封圈 5—矩形密封圈 6—挤压筒
密封圈采用O形、U形、矩形和斜形等。O形圈和U形圈用丁腈橡胶或聚氨酯橡胶制造;矩形圈由聚四氟乙烯、尼龙1010制造;而斜形圈用铍青铜制造,如果压力很高,可用轴承钢制造。
毛坯头部与凹模接触处的密封较简单,可将毛坯头部车制成比凹模角稍小的锥角,借以密封并形成液体楔层以改善挤压时的润滑条件。
挤压空心零件时,凹模与心杆之间的密封如图6-42和图6-43所示。图6-42是挤压内壁光滑的空心件时所采用的密封方法。毛坯的头部直径d1比模孔直径d大0.5~1.0mm,挤压前毛坯置于模具内在压力机上收口,使毛坯头部包紧心杆。经收口后,毛坯头部的直径d2稍大于凹模孔径即可。图6-43所示为挤压内壁带有花键空心件的密封方法。毛坯头部直径d1=d+2δ+(3~5)mm(式中,δ为心杆上花键槽的深度,d为凹模模孔直径)。经收口后毛坯头部的内壁必须塞紧心杆上的花键槽,才能起到密封作用。收口后的毛坯直径d2仍要比凹模孔径d略大为宜。
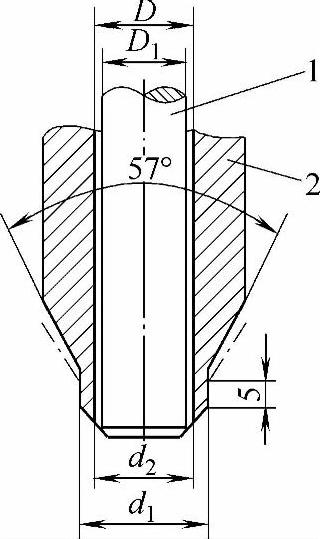
图6-42 挤压空心件的密封方法(光滑心杆的密封)
1—光滑心杆 2—毛坯
注:D=D1+(0.3~0.5)mm,点画线为收口后的形状。
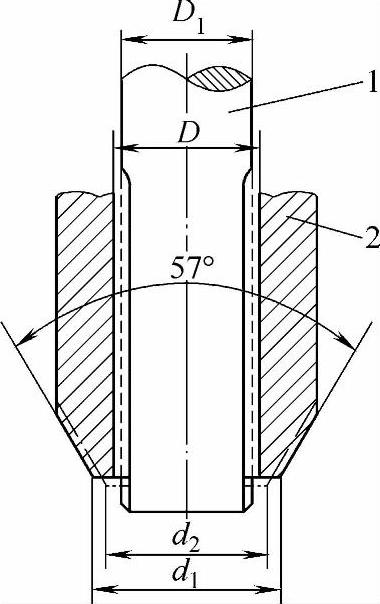
图6-43 挤压空心件的密封方法(花键心杆的密封)
1—花键心杆 2—毛坯
注:D=D1+(0.3~0.5)mm,点画线为收口后的形状。
3.压力介质及润滑剂
静液挤压要求作为压力介质的液体将静液压力传到毛坯表面,并能润滑毛坯与模具之间的接触面。液体本身也将从这一接触面上渗过。采用的压力介质按工作条件不同也有所不同。
当冷静液挤压时,压力介质的选择如下所述:
1)工作压力在1000MPa以下时,可选矿物油、变压器油,并加入质量分数为10%的二硫化钼(它在超过1000MPa后有凝固的趋势)。
2)工作压力在1500MPa左右时,可选蓖麻油加入质量分数为10%的甲基化酒精。
3)工作压力在2000MPa左右时,可选渗有质量分数为25%乙二醇的甘油。
4)工作压力在2000~3000MPa时,可选用白色汽油和异戊烷(工作压力在3000MPa时也不凝固)。(https://www.xing528.com)
当温静液挤压时,可采用润滑脂一类的油脂。
当热静液挤压时,可采用玻璃或Al2O3。
这里应需注意的是,液体在高压下是可以压缩的。一般室温下,1000MPa压力时,液体的压缩量是20%左右;2000MPa压力时,压缩量是30%左右。
表6-8列出了压力介质对挤压压力和表面状态的影响。该表所列试验表明,用齿轮油时,挤压压力最小,但表面状态最差。
表6-8 压力介质对挤压压力和表面状态的影响
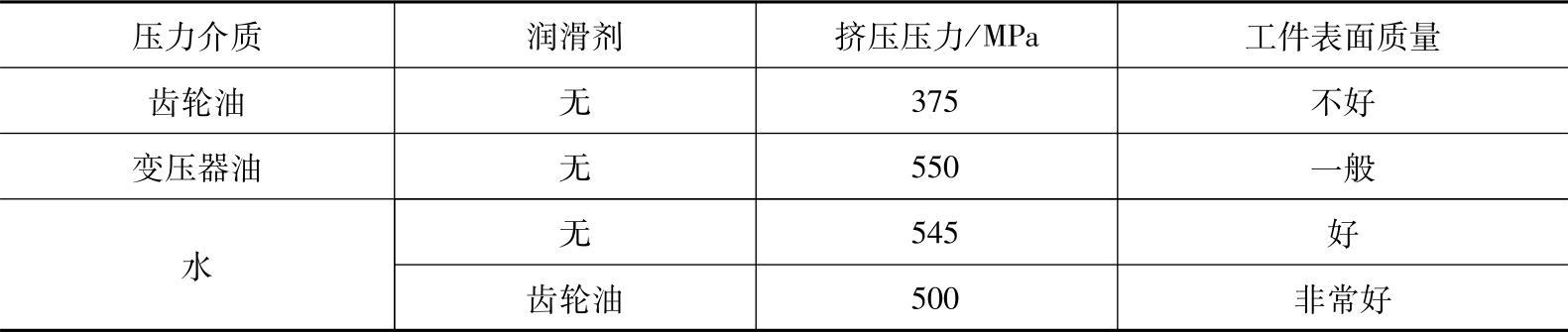
注:挤压纯铝,变形程度εF=77.3%。
为了改善润滑情况,一般都在毛坯表面涂上石墨油脂或二硫化钼油脂,也可涂上乳状橡胶或聚四氟乙烯等有机润滑剂,还可进行磷化处理的。
4.挤压压力
挤压压力是静液挤压的主要工艺参数。在拟定静液挤压工艺时,往往是与这一工艺参数有关。
影响挤压压力的因素主要有:毛坯材料的变形抗力、变形程度和挤压产品的形状等。挤压压力的计算方法如下所述。
(1)经验公式计算法 以广泛的试验为依据,静液挤压的冷挤压力可按下列公式计算。
1)在挤压铝和铝合金时:
p=(394HV+9200)lnG (6-13)
2)在挤压铜和铜合金时:
p=(750HV+10000)lnG (6-14)
3)在挤压各种钢时:
p=(565HV+2100)lnG (6-15)
式中 p——挤压压力(MPa);
HV——挤压材料的维氏硬度;
G——挤压比。
此外,还提出挤压各种材料时的近似公式为
p=(581HV+6200)lnG (6-16)
(2)图算法 图6-44所示为几种不同材料的挤压压力与挤压比的关系。挤压比越大,挤压压力越高,材料越硬,挤压压力随挤压比升高的程度越大。
图6-45表示出了铝和铝合金毛坯硬度与挤压压力和挤压比对数比值的关系。很显然,毛坯硬度越高,挤压压力越大。
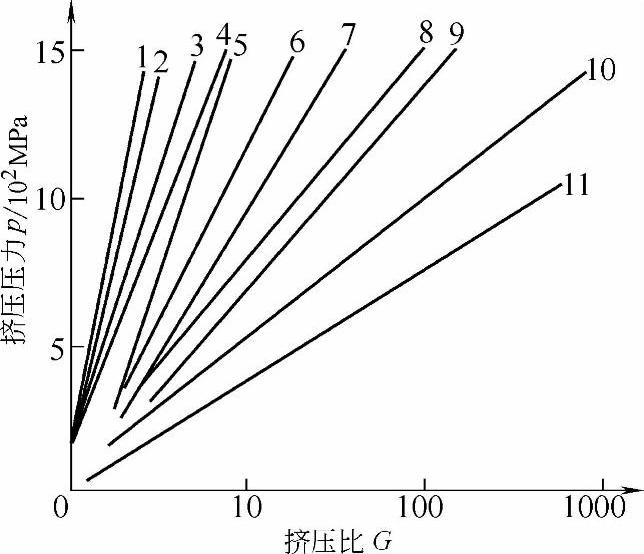
图6-44 几种材料的挤压压力与挤压比的关系
1—弹簧钢 2—高速钢 3—w(C)=0.4%的碳钢 4—w(C)=0.2%的碳钢 5—镍银 6—铜镍合金[w(Ni)=10%] 7—纯铜 8—7A04超硬铝 9—2A11硬铝 10—6A02锻铝 11—1200纯铝
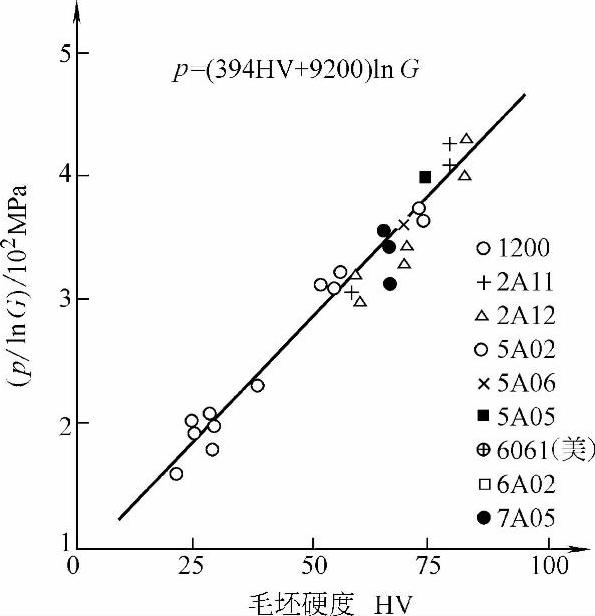
图6-45 铝和铝合金的毛坯硬度(HV)与p/lnG的关系
此外,挤压产品形状不同,挤压压力也不同。一般来说,形状越复杂,挤压压力就越高。例如,挤压圆管材就比挤压圆棒材的挤压压力高,如图6-46所示。
在静液挤压过程中,随着挤压柱塞压缩液体,挤压压力升高很快,当到一定值后,毛坯开始变形,这时压力略有下降,然后压力曲线相当平稳(如果润滑良好的话),直到毛坯变形结束,如图6-47所示。这个压力最大值,即压力峰值称为突破压力。这个突破压力与材料性质、挤压速度、压力介质等有关。试验指出,突破压力越低越好。
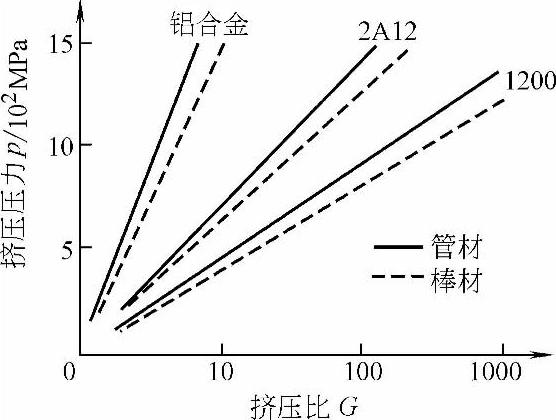
图6-46 管材和棒材的挤压压力比较
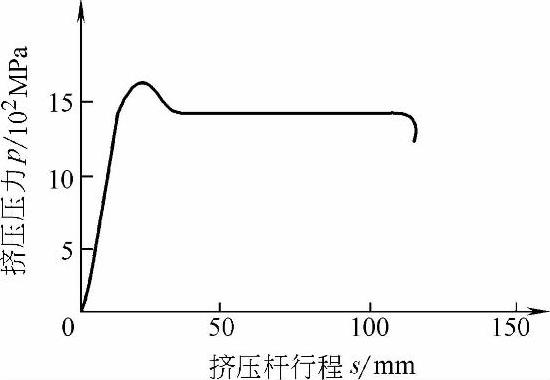
图6-47 压力曲线
5.工艺参数的确定
(1)挤压比 由于静液挤压力比普通挤压时要低得多,因此,静液挤压比可以很大,例如,在1500MPa的压力下冷态挤压,纯铝的挤压比可达9000,铝合金可达200,高速钢可达4,图6-48表示出了在1500MPa压力下,铝和铝合金、铜和铜合金以及钢的最大挤压比。
挤压比的大小对挤压产品的性能和表面质量都有影响,在选取挤压比时,应进行综合考虑。
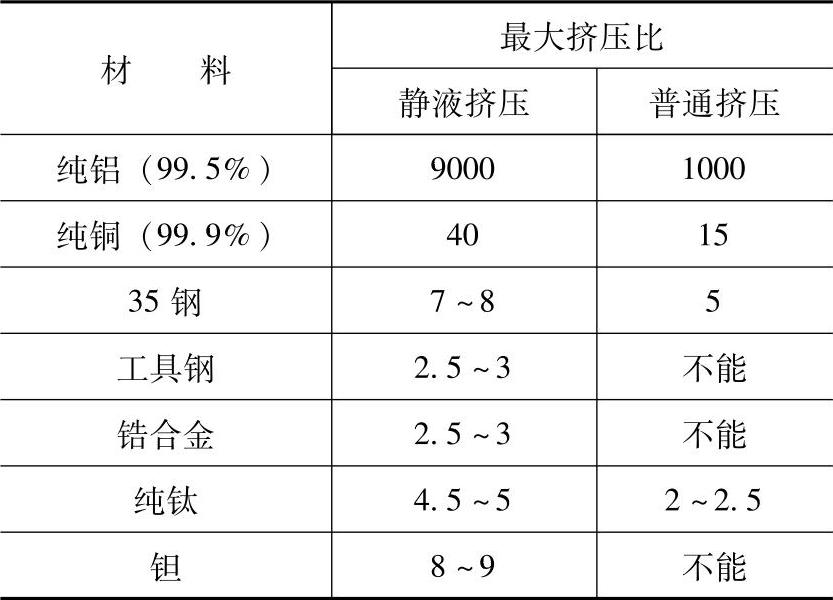
表6-9列出了各种材料在静液挤压与普通挤压两种情况下最大挤压比的比较数据。由表6-9可知,纯铝的一次挤压比为9000,铜为40;而同一产品如采用拉拔方法时,铜需拉拔10次,纯铝需拉拔32次。
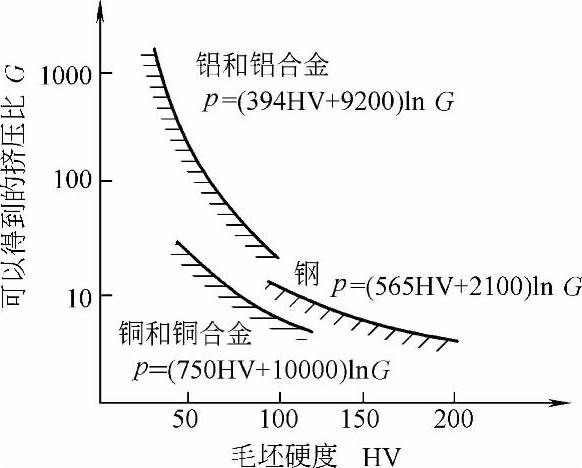
图6-48 在1500MPa的压力下各种材料的最大挤压比
表6-9 各种材料的最大挤压比比较(冷态)
(2)凹模锥角 挤压凹模锥角的大小对挤压力的影响极大,如图6-49所示。对各种材料来说,对应于最小挤压力的凹模锥角一般在20°~45°之间(全角),其值比一般挤压力时要小得多。但对同一材料来说,挤压比越大,合适的挤压凹模锥角也越大,有时可以达到90°。
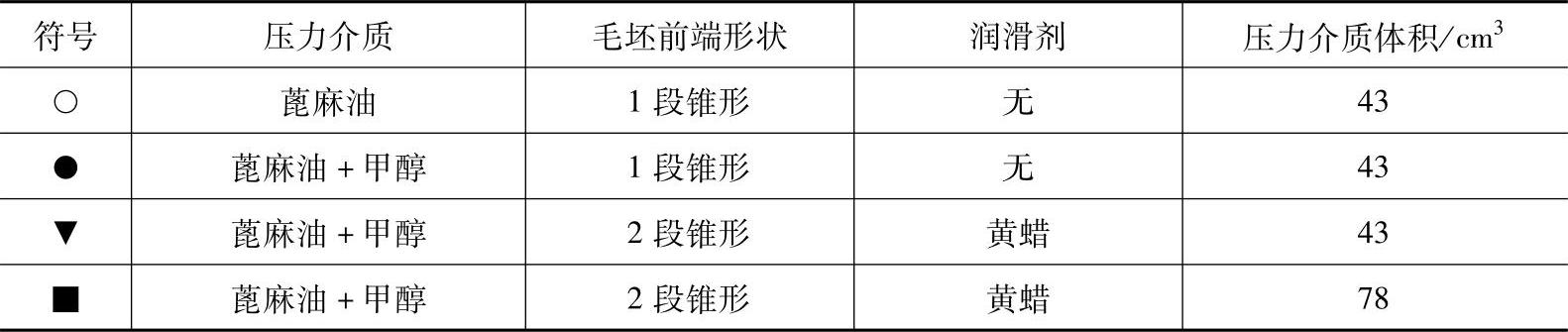
(3)挤压速度 作为防止粘着滑移现象出现的一个方法是,使挤压突破压力与稳定挤压压力的差值很小,在挤压时保持液体润滑状态。如图6-50所示,如果升高速度大,则挤压突破压力变低,突破压力与稳定挤压压力之差就小,因此,挤压开始时压力的下降就少,柱塞速度就可能使压力上升值追上这个下降值,从而可能实现稳定挤压,不产生粘着滑移现象。如图6-50所示,用蓖麻油作压力介质时,当升压速度在5000MPa/min以上时,就可实现不产生粘着滑移的稳定挤压。图6-50中的符号说明见表6-10。
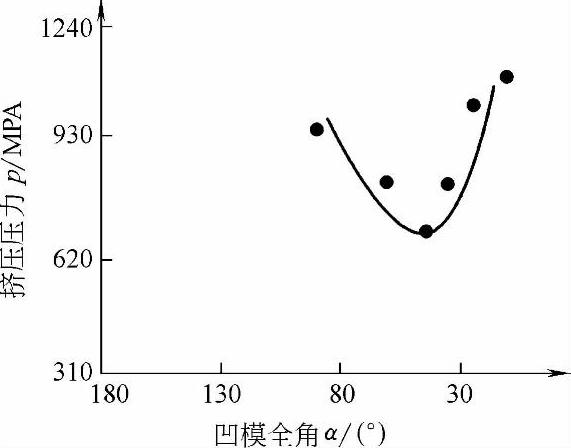
图6-49 挤压压力与凹模锥角的关系
注:材料为40钢;毛坯直径为φ13.6mm;挤压比G=2;介质为液体+MoS2。
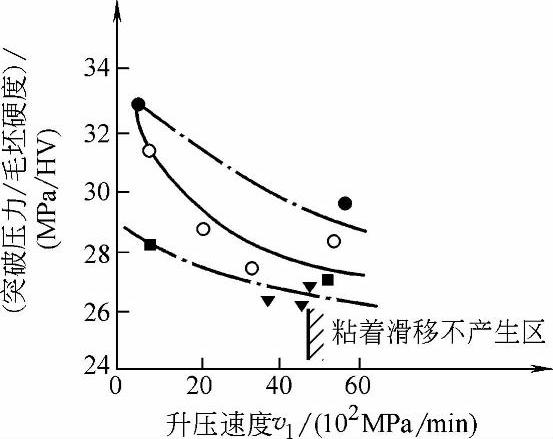
图6-50 升压速度、压力介质种类、润滑剂对挤压突破压力的影响
表6-10 图6-50中符号说明
为了实现液体润滑所需的挤压速度,当凹模锥角越小,材料变形抗力越小以及压力介质的黏度越大时,速度就可以低些。这就是说,凹模锥角小、材料变形抗力小、压力介质的黏度大,有利于避免粘着滑移现象,实现稳定挤压,并降低突破压力值。
试验证明,挤压速度小于10mm/s时,容易产生粘着滑移现象,特别是速度在0~5mm/s时,粘着滑移现象很严重。当然,粘着滑移现象的产生是与多种因素有关的,但主要是取决于挤压速度。因此,要消除粘着滑移,最有效的办法就是提高挤压速度。
粘着滑移的出现,会影响产品尺寸精度。图6-51所示为产品直径随挤压速度的变化。当挤压速度大于10mm/s时,挤压产品的直径尺寸均匀。一般来说,冷静液挤压速度选在20~70mm/s之间较适宜。
(4)毛坯前端形状 为了保证挤压过程具有良好的连续润滑状态,挤压毛坯前端的锥角应比模角小1°~2°。这样既能保证初始密封的建立,又能使模具和毛坯之间具有足够的空间形成楔状液体膜,在挤压过程中形成连续的液体润滑,同时也可使压力峰值下降。
图6-52所示为毛坯前端形状对挤压突破压力的影响。所用毛坯前端形状如图6-53所示。可见,挤压毛坯前端形状是两段不同锥度的锥形时,挤压压力比单一锥度的锥形时要小,而它的效果又取决于挤压速度。挤压速度小时,两段锥度的效果大;挤压速度大时,两者差别减小。
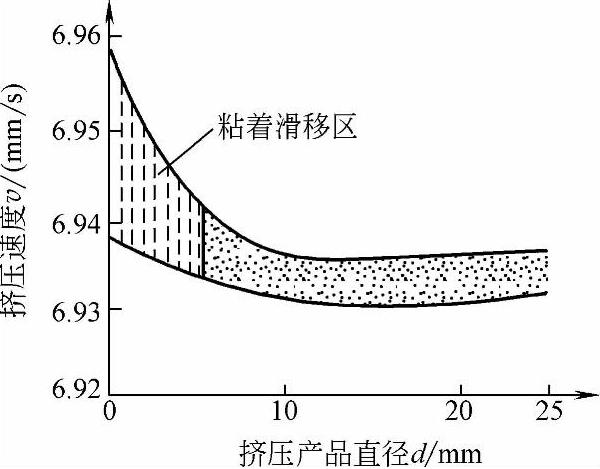
图6-51 产品直径随挤压速度的变化
注:挤压比为8;全模角为45°;模孔直径为φ69mm。
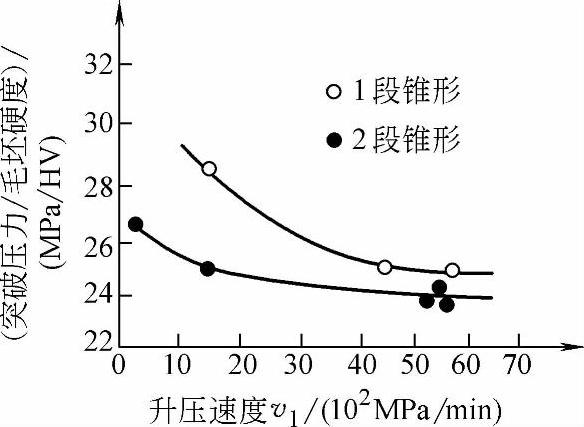
图6-52 毛坯前端形状对突破挤压压力的影响
注:挤压比为8;压力介质为蓖麻油;凹模锥角为45°。
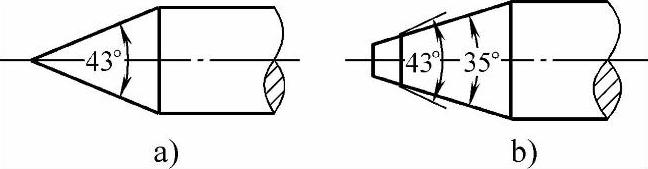
图6-53 毛坯前端形状
a)1段锥形 b)2段锥形
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。