



1.冷模锻工艺的实质及零件分类
按照工程上的习惯说法,冷模锻就是冷体积塑性成形,是在冷态条件下的金属塑性加工,或者说是在室温条件下,利用安装在设备上的模具使已软化的金属毛坯压缩成形为所需的形状及尺寸零件。
工艺名称“室温”或“冷态”只是习惯上的说法,是对应热锻必须把毛坯加热后进行锻造而言的。这里“冷态”实际上是指再结晶温度以下。严格地说,冷锻是指在金属的再结晶温度以下进行的各种体积成形。表6-1是一些金属的最低再结晶温度。由表6-1可见,即使在室温下,对铅、锡的成形加工都不能称为冷锻,而是热锻了。
表6-1 一些金属的再结晶温度

从变形形式来分析,冷模锻是挤压和局部镦锻结合在一起的塑性成形加工方法,可获得很复杂形状的零件,如各种带凸缘、法兰的短轴类零件,还有长轴类形状复杂的异形零件,如弯钩拉臂、双头呆扳手、踏板小杠杆等。
冷模锻方法发展到目前可分为如下三个阶段。
第一阶段为分序冷模锻法。毛坯冷模锻一次退火一次,再冷模锻一次再退火一次。用两台以上冷模锻设备,分别把各工序的模具按顺序装在设备上,按次序进行冷模锻工艺,适用于大型零件。
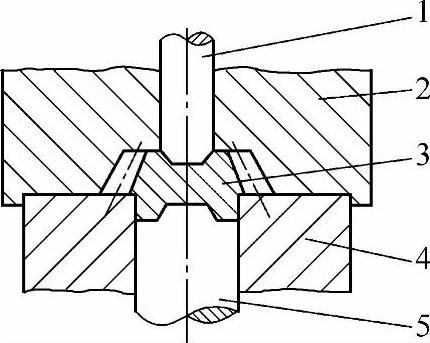
图6-1 闭塞冷模锻的工作原理
1、5—上、下顶杆镶块 2、4—上、下凹模 3—冷锻件
第二阶段为多工位冷模锻法。从一工位传向下一工位,不用中间退火。在一台冷模锻设备上装有数道工位模具,用卷材、棒材或板材进行冷模锻,适用于小型零件。
第三阶段为单工位多动作冷模锻法(又称闭塞冷模锻)。它是在一台专用的双动液压机上进行闭塞冷模锻工艺,工作原理如图6-1所示。毛坯放在下凹模内,先将上凹模往下移动,并使上、下模闭合,然后上、下顶杆镶块进行冷模锻,可制成各种带齿类型的齿轮类零件等。
国际冷锻协会在20世纪70年代推荐了适宜冷锻的零件代表性形状。图6-2所示为适宜冷锻的轴类零件,图6-3所示为适宜冷锻的空心零件。由两图可见,有些属于冷挤压件,有些属于冷镦件及冷模锻件。从零件的结构工艺性来看,与前面所述的冷挤压件分析一样,此处不再重述。
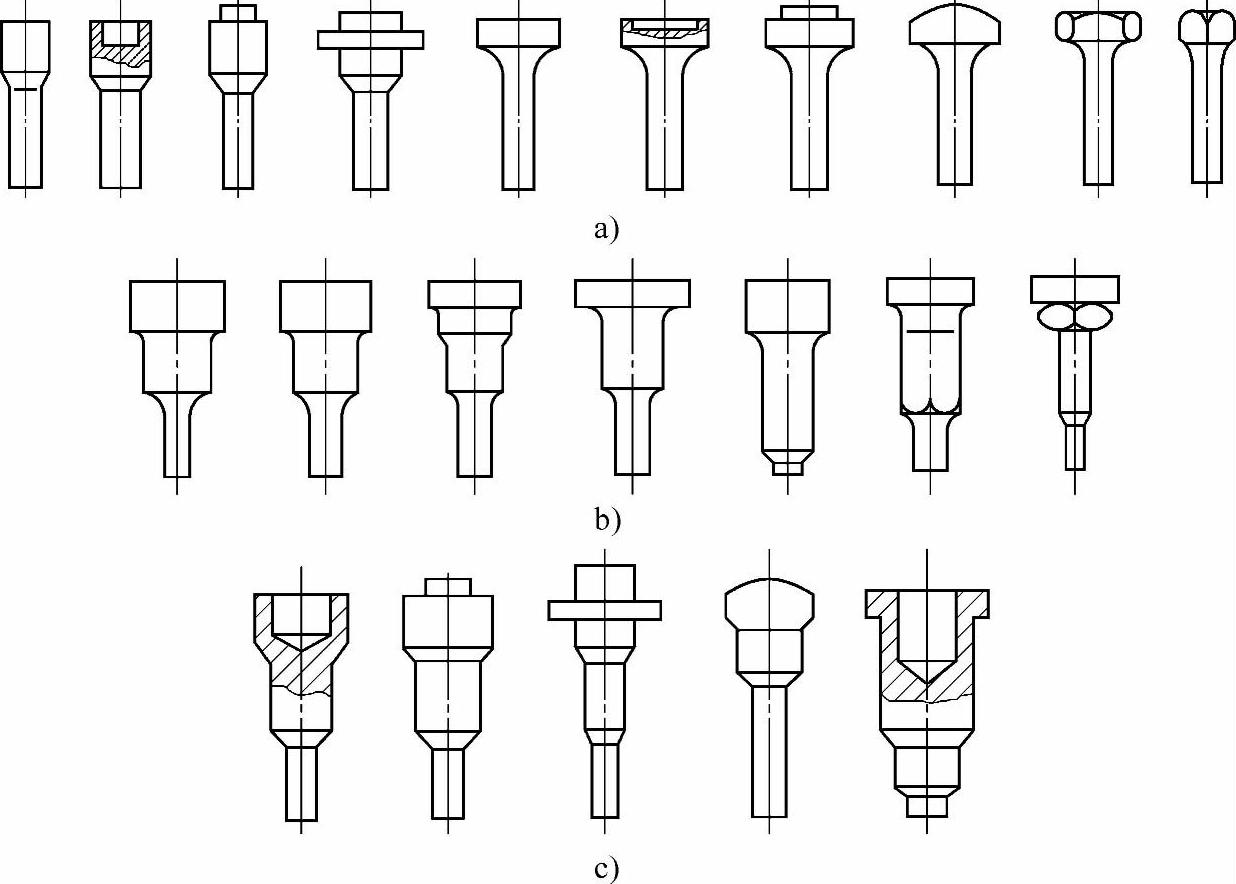
图6-2 适宜冷锻的轴类零件
a)各种头部形状的轴对称零件 b)各种阶梯形状的轴对称零件 c)头部成形杆部阶梯的轴对称零件
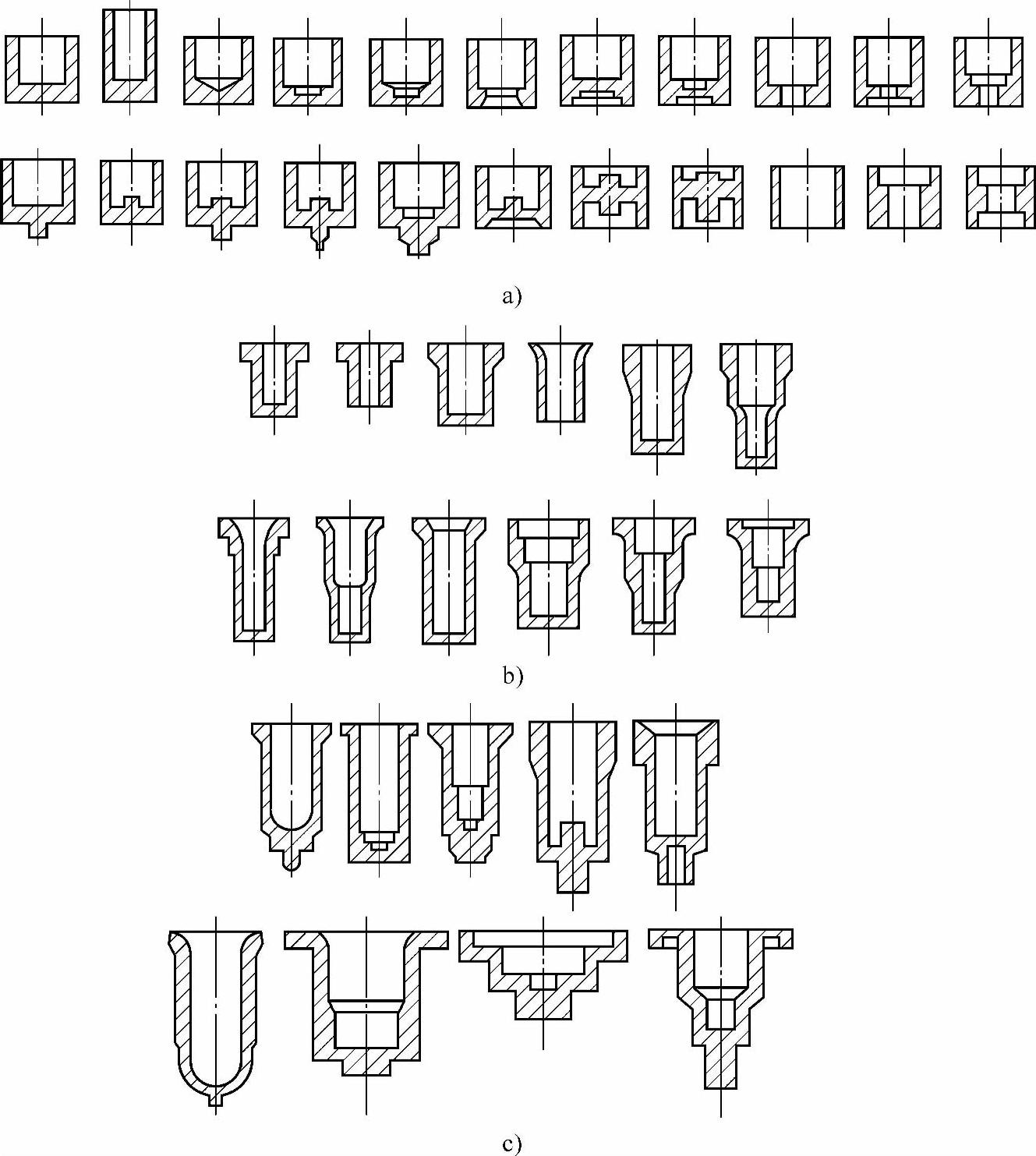
图6-3 适宜冷锻的空心零件
a)轴对称空心件(一部分中间有凸起或凹坑) b)阶梯形空心件(一部分还另有底孔) c)有阶梯形及中心部位有凸起的轴对称空心件
2.冷模锻工艺的应用
根据零件形状及金属变形特点,下面分别介绍实际生产中冷模锻工艺的应用现状。
(1)法兰轴套类 法兰轴套类零件是指有不通孔的轴类或不通孔的法兰零件,由于轴或法兰与内孔壁厚的尺寸比例关系,主要采用如下两种方法:
1)分序冷模锻法。德国GKN公司汽车内花键轴套的毛坯尺寸为φ55mm×95mm,材料为20Cr。在4000kN、3500kN及7500kN三台冷挤压机上分三道工序完成冷模锻工艺,其工艺流程见图6-4。为了改善冷塑性变形的情况,在镦粗工序(见图6-4c)与正反挤压工序(见图6-4d)之间需增加一道中间退火工序。生产率为600件/h,模具寿命已达5万次以上。
图6-4 内花键轴套冷模锻工艺流程
a)下料 b)挤压套端 c)镦粗 d)正反复合挤压
2)冷摆辗法。日本液压装备法兰端盖(见图6-5)的毛坯尺寸为φ20mm×51.5mm,材料为25钢。在日本森铁工株式会社制造的一台2500kN冷摆辗机上进行冷摆辗工艺,摆辗成形时间为6s,压力表上指出的摆辗成形压力为1800kN。
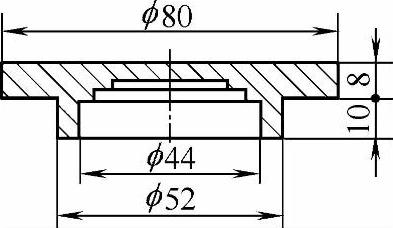
图6-5 法兰端盖冷摆辗件
(2)齿轮类 这类零件是汽车、摩托车等工业中量大面广的重要零件,过去采用的加工方法有两种:①锻成齿坯再机械加工成所需的齿形,缺点是材料利用率低,机械加工工时长,齿轮零件寿命短(齿形纤维被切断);②热锻成带齿的齿轮,在齿形上所留的磨削余量通过后道的磨削加工来解决,该方法比前一种工艺有所改进,但必须还有一道费时的齿形磨削加工,才能获得制件。
根据不同的冷锻设备,目前采用如下四种方法:
1)分序冷模锻法。德国汽车行星齿轮的毛坯尺寸为φ35mm×50mm,材料为15CrNi合金结构钢。在三台冷挤压力机上分工序完成冷模锻工艺,其工艺流程如图6-6所示。
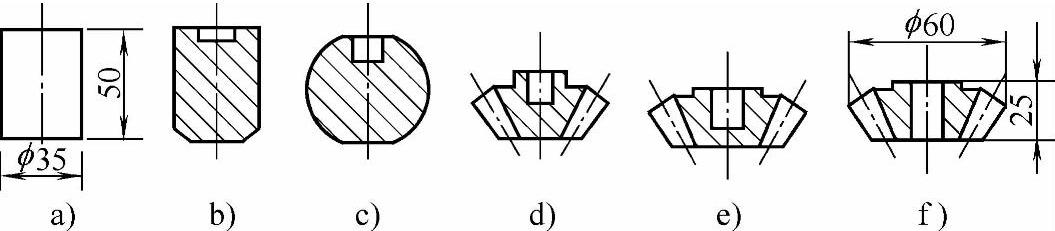
图6-6 行星齿轮冷模锻工艺流程
a)下料 b)反挤压局部内孔 c)镦粗 d)预锻 e)终锻 f)冲孔连皮及切边
2)闭塞冷模锻法。日本汽车后桥差动行星齿轮(见图6-7)的毛坯尺寸为φ48mm×32mm,材料为15CrMo合金结构钢。在日本森铁工株式会社制造的一台10000kN冷模锻双动液压机上单工序完成闭塞冷模锻工艺。
3)冷摆辗法。瑞士汽车公司行星齿轮(见图6-8)的毛坯尺寸为φ36mm×24mm,材料为15CrMo合金结构钢。在瑞士史密特公司制造的一台2000kN冷摆辗机上进行冷摆辗工艺,摆辗成形时间为8s,压力表上指出的摆辗成形压力为1500kN。
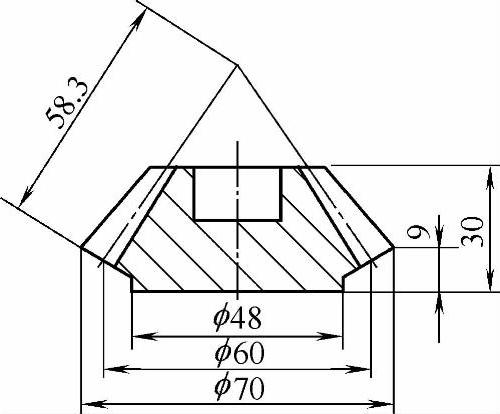
图6-7 行星齿轮闭塞冷模锻件
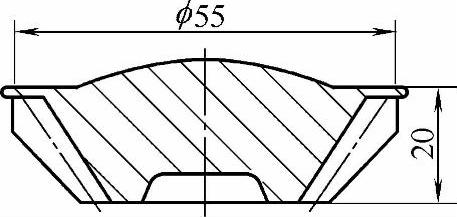
图6-8 行星齿轮冷摆辗件
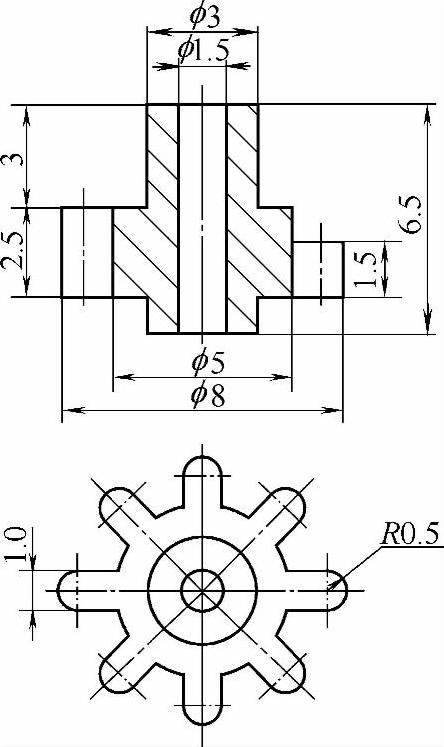
图6-9 计数器齿轮零件
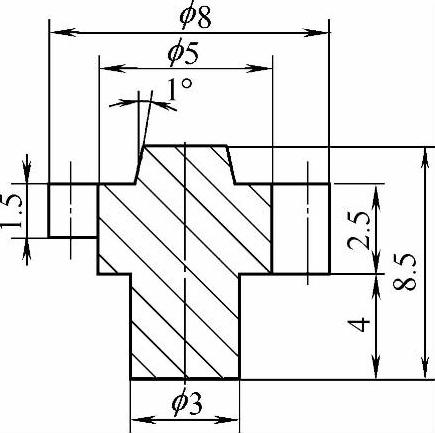
图6-10 计数器齿轮冷模锻件(https://www.xing528.com)
4)高速挤压法。国内外资料及有关试验指出,要制成直齿齿面的精密形状,必须采用较高的变形速度才能挤压成形。因为较高的变形速度可提高金属塑性的变形程度,原因有二:一是变形速度大于冷加工硬化速度,致使材料可继续进行塑性变形,不会破裂;二是金属与模具型腔之间的摩擦因数随变形速度提高而下降,使金属流动速度加快,易充填成形,同时也降低了变形抗力,还可减少变形的不均匀性。
采用高速挤压如图6-9所示的计数器齿轮,材料为防锈铝合金5A02。按其形状是属于轴对称零件,但在四周交叉均布高低不同的8个齿,4个齿高2.5mm,4个齿高1.5mm,形状十分复杂。过去,加工计数器齿轮的工艺是:用直径为φ10mm的铝合金圆棒进行车、钻、铣、插等金属切削加工方法制得。这样不仅材料消耗多,加工工时长,而且零件强度也不高(齿形纤维被切断),现采用江苏海安百协锻锤有限公司制造的CHK-25型全液压模锻锤,其打击速度约为6m/s(比机械冷挤压力机的速度大3倍以上),打击次数93次/min。
根据计数器齿轮零件图及冷模锻工艺的基本要求,经计算及制订出冷模锻件图,其形状及尺寸如图6-10所示。由图6-10可见,直齿齿轮外径φ8mm与圆轴直径φ3mm之间选定一尺寸作为毛坯的直径。这一尺寸既能满足许用变形程度的要求,又要用于毛坯在型腔中的定位。根据这一设计原则,经所需的体积计算,选定直径为φ4.8mm,毛坯长度为4.5mm。
(3)凸缘轮毂类 各种类型的凸缘轮毂(见图6-11)过去旧模锻工艺为:镦粗毛坯→预成形→终锻。现已改用冷摆辗法进行生产。该方法不仅提高了零件的力学性能,而且可显著节约金属材料,更重要的是产品成本大幅度降低。
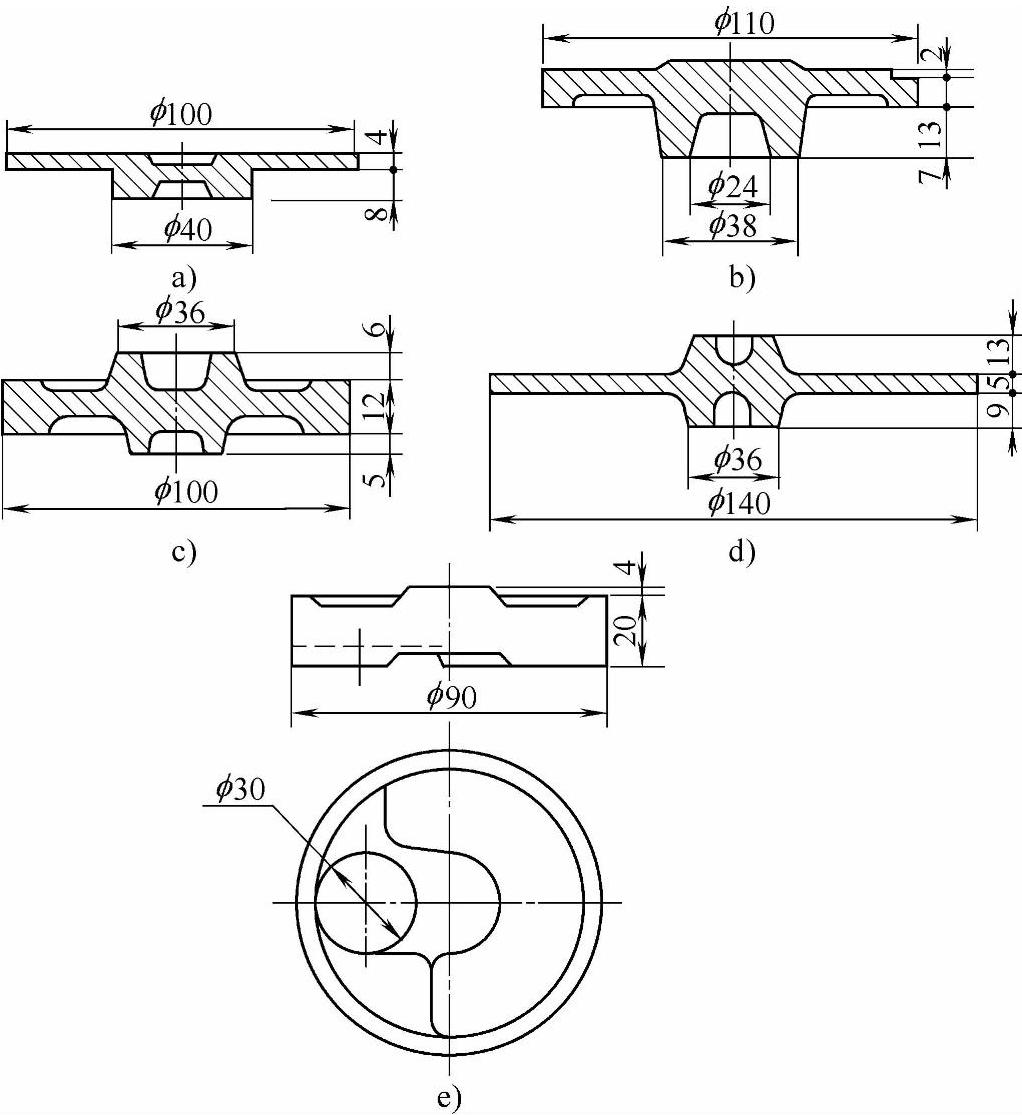
图6-11 冷摆辗凸缘轮毂类零件
a)矮凸缘轮毂 b)高凸缘轮毂 c)双面凸缘轮毂 d)双面凸缘圆盘 e)曲柄
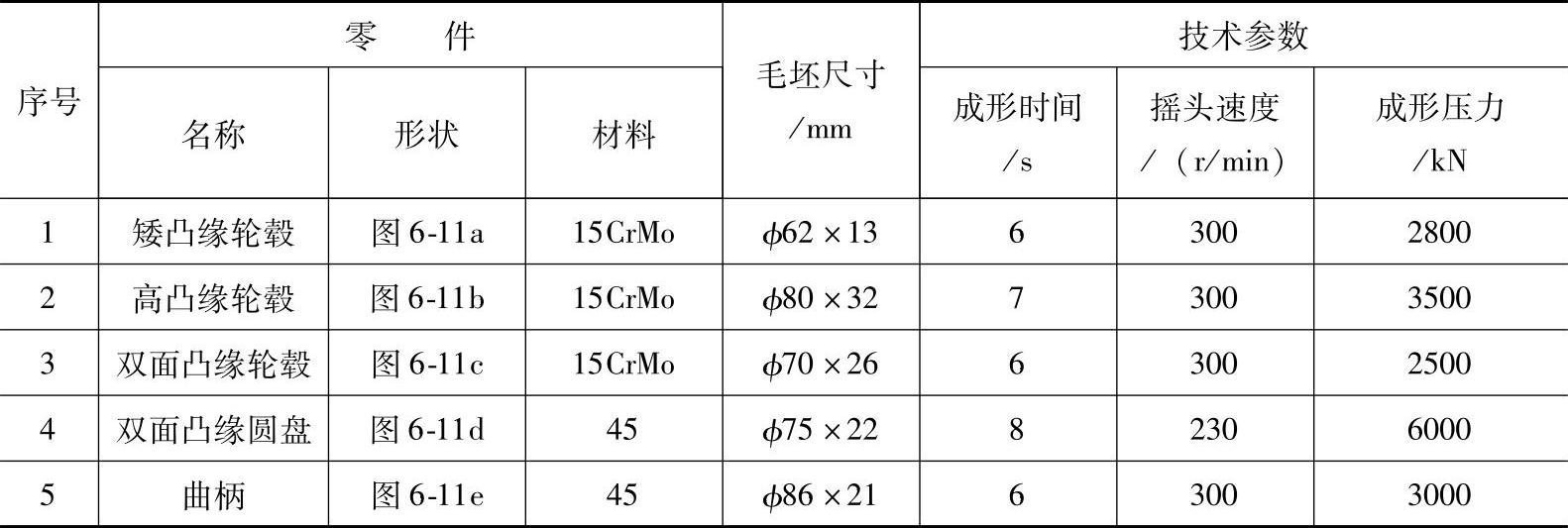
表6-2列出了典型的凸缘轮毂冷摆辗工艺的技术参数。
表6-2 典型的凸缘轮毂冷摆辗工艺的技术参数
(4)长轴类 这类零件的特点是主轴线方向的尺寸大于其他两个方向的尺寸。过去,加工这类零件采用普通模锻工艺,其过程是加热→除氧化皮→镦头→拔长→预锻→终锻→切边。这种模式生产存在着工序多、流程长、质量差、损耗大、产量低等缺点。根据冷塑性变形的流动特点,国外都已改用冷模锻、冷辊锻、冷楔横轧等工艺进行生产,现介绍如下。
1)弯钩拉臂冷模锻。俄罗斯一家公司弯钩拉臂的材料改用35钢,在机械压力机上用板料进行冷模锻工艺,其工艺流程见图6-12。
由图6-12可见,弯钩拉臂冷模锻通过专用送料机构布置在10000kN机械压力机上,完成精密下料、压扁、弯曲、模锻及切边5道工序。
2)两用扳手冷模锻。德国格拉彼涅尔公司两用扳手的材料改用35钢,在机械压力机上用板料进行冷模锻工艺,其工艺流程如图6-13所示。
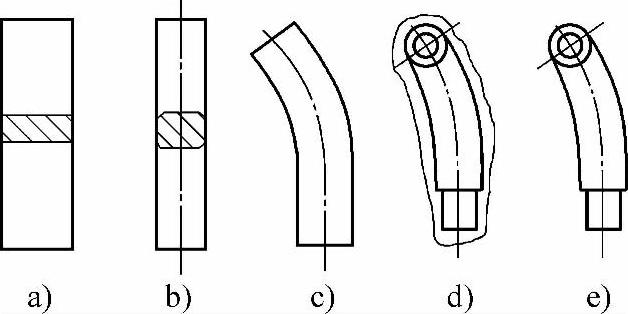
图6-12 弯钩拉臂冷模锻工艺流程
a)精密下料 b)压扁 c)弯曲 d)模锻 e)切边
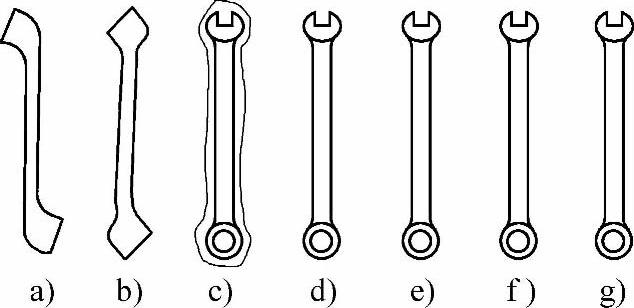
图6-13 两用扳手冷模锻工艺流程
a)精密下料 b)弯曲头部 c)模锻 d)切边 e)冲孔 f)平面精压 g)精冲刃口
由图6-13可见,两用扳手冷模锻的7道工序通过专用送料机构分别布置在两台机械压力机上,即在8000kN机械压力机上完成精密下料、弯曲头部、模锻及切边四道工序,在3600kN机械压力机上完成冲孔、平面精压及精冲开口和梅花刃口三道工序。生产率为1800件/h,与旧工艺相比,产品成本可降低40%~50%。
3)操纵杆冷辊锻。俄罗斯一家汽车制造厂的操纵杆材料为20钢,在一台加强型的双柱辊锻机上,采用专用冷辊锻模具材料及特殊热处理,根据所得的计算毛坯直径图选用合理的毛坯直径尺寸,通过两道冷预制坯辊锻和终成形辊锻,可得如图6-14所示的操纵杆辊锻件。
4)刮泥板主轴冷楔横轧。俄罗斯彼尔姆农机配件厂的刮泥板主轴材料为35钢,在一台CA3438型楔横轧机进行冷楔横轧工艺。图6-15所示为所制得的刮泥板主轴冷楔横轧件。
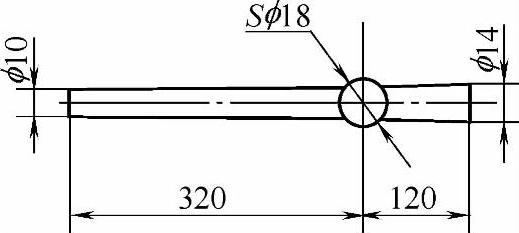
图6-14 操纵杆冷辊锻件
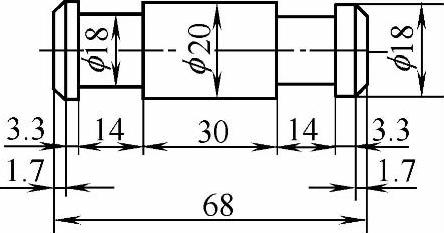
图6-15 刮泥板主轴冷楔横轧件
3.冷模锻工艺的优点
从国内外长期生产实践证明,用冷模锻工艺代替普通热模锻有如下优点:
(1)可以显著降低原材料的消耗 冷模锻技术是一种先进的金属塑性成形工艺,它在不破坏金属的前提下,使金属体积作出塑性转移,达到少无切屑而使金属成形的要求。金属零件如用热模锻方法制造,材料的利用率通常为40%~60%,而用冷模锻方法制造,材料利用率高达80%~95%。
(2)可以大幅度提高劳动生产率 冷模锻工艺是在机械压力机上进行的,压力机的一次行程同时可以完成多工序。因此,与多工序的热模锻工艺相比,生产率可以大幅度地提高。如俄罗斯冷模锻弯钩拉臂的生产率为400件/h,德国冷模锻两用扳手的生产率为1800件/h,美国多工位冷锻机用毛坯尺寸φ70mm×47mm(重量1.4kg),冷模锻汽车轴套零件的生产率为2100件/h。
(3)可以加工成形复杂的零件 在压力机的往复直线动作下完成复杂的成形工序,并可以制成形状复杂的零件,效果特别显著。如图6-16所示的铝合金带直齿的轴套冷模锻件,外形复杂,尺寸小,要求严。如果不采用冷模锻方法制造就会感到十分困难,或增加很多工序,而冷模锻加工却十分方便。
(4)可以提高制件的力学性能 在冷模锻过程中,金属材料处于三向不等的压应力作用下,使金属材料的晶粒组织更加致密,金属流线不被切断,成为沿着零件轮廓连续分布的金属流线。同时,由于冷塑性成形利用了金属材料冷变形的冷作硬化特性,使冷模锻件的强度大大提高,从而提供了用低强度钢代替高强度钢的可能性。
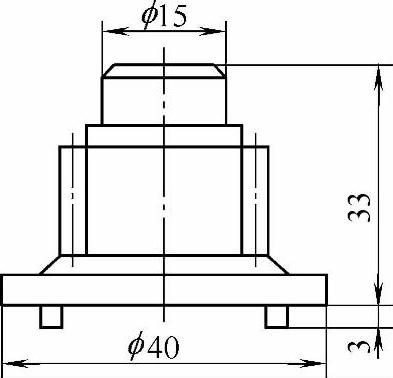
图6-16 铝合金带直齿的轴套冷模锻件
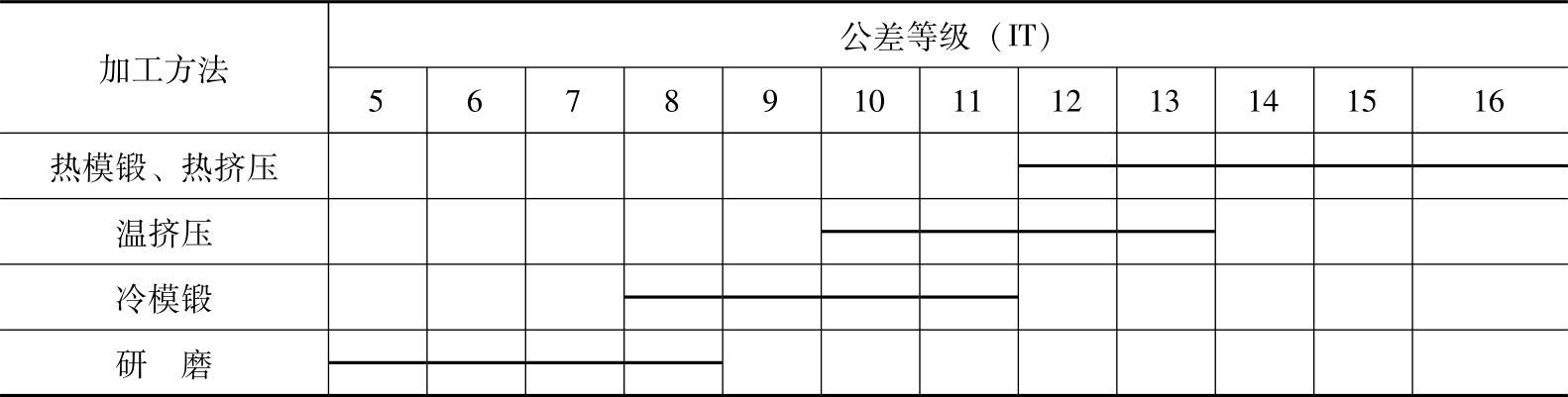
(5)可以获得较高尺寸精度和较低表面粗糙度的零件 在冷塑性成形过程中,金属表面在高压下受到模具型腔光滑表面的熨平,零件的表面粗糙度很低(Ra=0.1~0.2μm)。各种加工方法尺寸精度对比见表6-3。
表6-3 各种加工方法的尺寸精度对比
(6)可以降低零件的制造成本 由于冷模锻工艺可以显著节省原材料和加工工时,所以大大降低了制件的生产成本。如两用扳手,可以用普通热模锻工艺,也可以用冷模锻工艺,后者的生产成本比前者降低了40%~50%。
4.冷模锻工艺设计
在冷模锻成形时,因毛坯材料受体积压缩变形,与冷挤压工艺不同,所以工艺设计时需考虑如下几点:
1)设备吨位大,这是由于冷模锻的变形抗力大。比如冷挤压时,单位挤压力达到毛坯材料抗拉强度的4~6倍甚至更高;变形程度更大,有的可达到80%~90%。
2)毛坯体积需要精确计算,尤其在闭式冷模锻成形时,毛坯体积必须等于模具型腔的体积,否则,将发生压力机闷车或模具损坏等事故。
3)模具材料要求更高,模具制造复杂,这是因为单位冷模锻力时常接近甚至超过现有模具材料的挤压抗拉强度。比如,冷挤压时的单位挤压力达2500~3000MPa,冷模锻时有的已达3500MPa。为此,除了选用较高强度的模具材料、较好的热处理工艺以及表面处理外,还应在模具结构上都要设计及制造二或三层的预应力圈组合凹模。
4)毛坯与冷挤压工艺的要求一样,都必须进行软化退火、表面磷化、皂化和润滑处理。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。