



1.模柄固定
在小型压力机上,较多采用将模柄插入滑块的模柄孔中的方法,固定安装模具的上部分,见图5-49。这是中小型冷挤压模具中广泛采用的固定方法。它具有简单、实用、可靠等优点。设计时,取模柄1的外径与滑块3的中心孔尺寸d一致,模柄的长度l1小于模柄孔深度l0,但必须保证l1>1.5d。
2.模板固定
大型冷挤压模具的体积大,重量大,较少利用模柄固定模具的上部分。一般利用T形螺栓或压板将其固定在滑块上,见图5-50。图5-50a是在圆形模板上开设四个对称的槽口,在前后左右四个方向上紧固。图5-50b常用于矩形模板的固定。它在模板前后两个方向开槽,槽口位置和尺寸应与滑块底面上的纵向T形槽吻合一致。图5-50c是利用压板固定上模板的结构形式。这种紧固方法只有在模板与T形槽的位置相干涉或不合适时使用。对于特大很重的上模板,应适当增加紧固螺栓的数目。
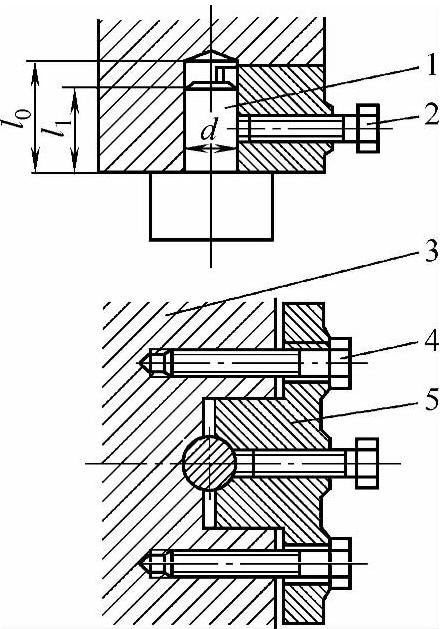
图5-49 模柄的固定方法
1—模柄 2—紧定螺栓 3—滑块 4—螺栓 5—压块
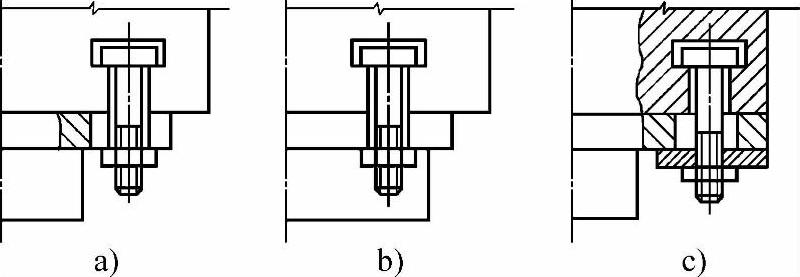
图5-50 模板的固定方法
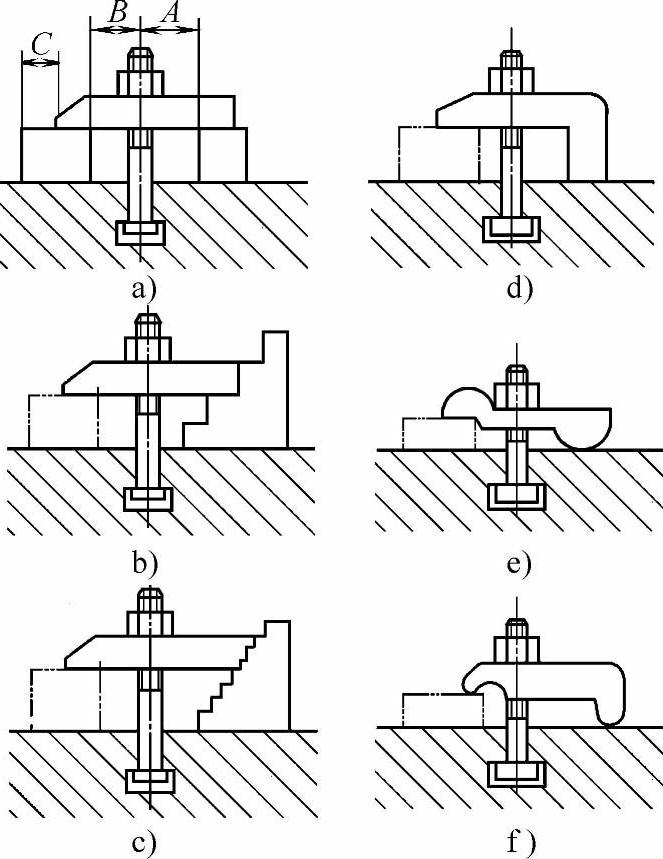
图5-51 模座的固定方法
a)、b)、c)平压板法 d)、e)、f)U形压板法
3.模座固定
冷挤压模具的下部分(简称模座)通常采用压板,利用T形螺栓将其紧固在工作台面上。图5-51所示是最常用的固定方法。图5-51a是最常见的利用平压板和矩形垫块紧固模座的基本形式;图5-51b则将垫块设计成梯形,以适用于不同厚度的模座,它具有通用性;图5-51c中不但将垫块做成梯形,压板亦带有梯形形状,这种锯齿形状的接触,增大了接触面积,可使压板平稳可靠。以上三种都是平压板结构形式。图5-51d、e、f所示则是利用U形压板紧固模座的结构形式,它结构简单,使用方便,常用于中小型模具和模座厚度不大的情况。
图5-52所示是直接利用螺栓紧固模座的方法。图5-52a和图5-52b利用螺栓和垫板上的螺纹孔,直接将模座紧固在压力机的工作垫板上。图5-52c和图5-52d则借助垫板上的T形孔,利用T形螺栓,将模座直接紧固在垫板上。以上四种方法中,均需要模座上开槽,见图5-52a、b、c,或钻出沉孔,见图5-52b,图5-52d是在模座法兰边的圆周方向加工四个月牙形沟槽,使模座可在圆周方向进行调整。
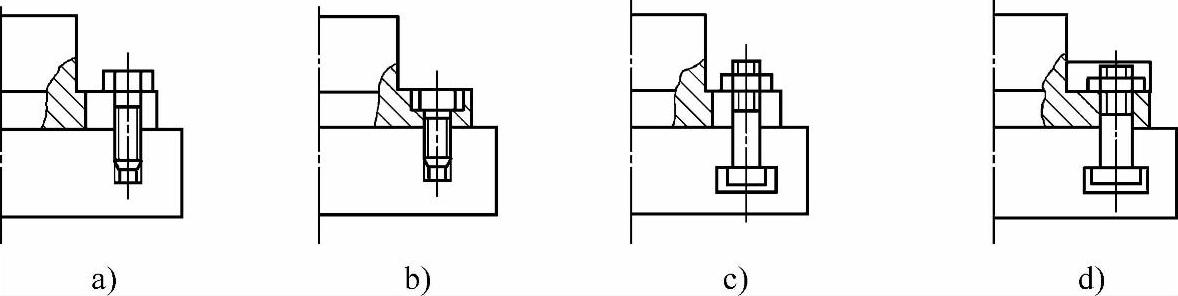
图5-52 模座直接固定法
a)利用垫板上的螺孔固紧 b)利用垫板上的螺孔固紧 c)利用垫板上的T形孔固紧 d)利用垫板上的T形孔固紧
4.凹模固定
将凹模牢固、精确地固定在模座上,对确保挤压工作的正常进行和提高模具寿命十分重要。同时,合理的紧固方法,还可以使模具结构简化,便于安装、调整和更换零件。
常见的凹模紧固方法如图5-53所示。图5-53a是在模座侧壁上用螺钉直接顶紧的方法,对凹模进行固紧。当单位压力较大时,在工作中凹模往往容易松动,而使上下模的工作位置发生偏移,因此,它只适于单位挤压力较小的有色金属的挤压模具。图5-53b是用螺栓和销钉将凹模直接固定在模座上。这种方法与冲压模具凹模的固定方法相似,虽然牢固可靠,但是更换凹模很不方便。在凹模的压套上钻孔,还会大大削弱模具强度,甚至引起模具开裂破坏。因此,冷挤压凹模采用这种方法紧固,显然是不理想的。图5-53c是用四个螺栓通过圆形压板将凹模紧固在模座上。这种方法固紧力大,且牢固可靠,是冷挤压模中广泛采用的一种方法。横向分割的组合凹模用此法紧固,可以在模具分割的圆环形接触面上造成足够大的贴紧力,防止金属挤入分割面间。图5-53d是用特制圆形螺母紧固凹模的。这种方法的优点是简单、实用,并且可靠,装卸、更换也十分便利,是中小型模具广泛采用的一种紧固方法。但是,由于挤压变形需要和模具结构的不同,凹模的紧固方式是千变万化的。图5-54所示的两种紧固方式,虽然都是采用压板紧固凹模,但是在结构设计上却另具特色。图5-54a压板2除具有紧固作用之外,还起到模座衬套和相互配合的作用,成为凹模1与模座4之间重要的过渡和配合零件。图5-54b压板设计成带有一部分工作型腔的复杂结构,主要是考虑装料和导向的需要。这样可简化凹模结构,减小凹模的厚度。由此可见,这种压板具有紧固、导向和装料等多种功能作用。此外,对于面积较大、重量较大的凹模,考虑到调整问题,通常将模座孔设计得比凹模大,即在模座同凹模间具有一定的缝隙。这样,在调整凹模位置时,可以不必移动模座。采取这种结构形式时,一般采用双向紧固的方法,如图5-55所示,即除采取正常的压板2对凹模3轴向紧固外,还在模座5的侧壁上安装微调凹模水平位置的紧定螺钉4。调整时,松开压板上的紧固螺栓1,旋动紧定螺钉对凹模进行微调,调后旋紧紧定螺钉后,再将压板上的螺栓拧紧。
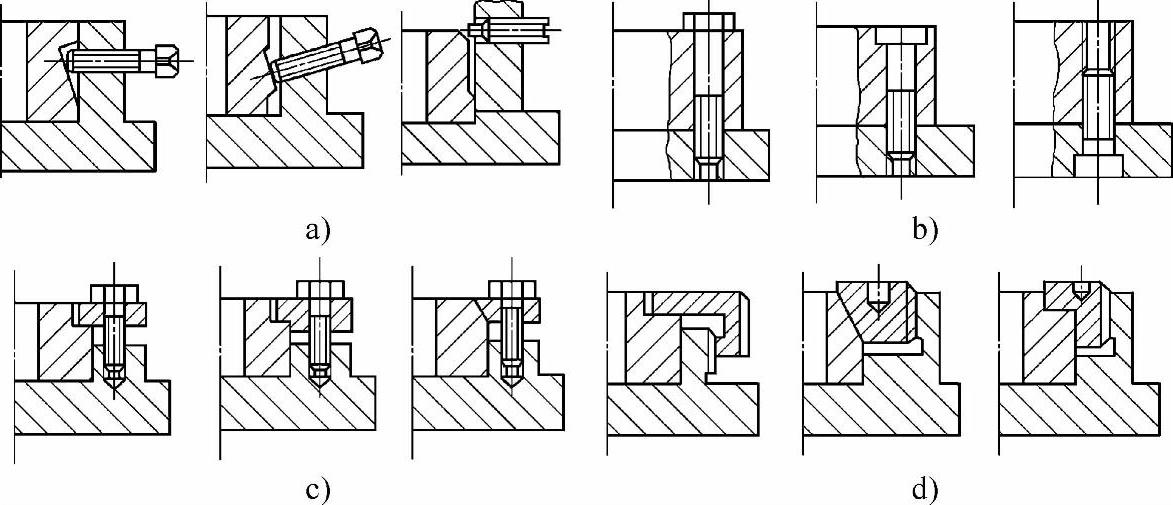
图5-53 凹模的紧固方法
a)螺钉紧固 b)螺栓紧固 c)压板紧固 d)特形螺母紧固

图5-54 压板的特殊结构形式(https://www.xing528.com)
1—凹模 2—压板 3—特殊压板 4—模座
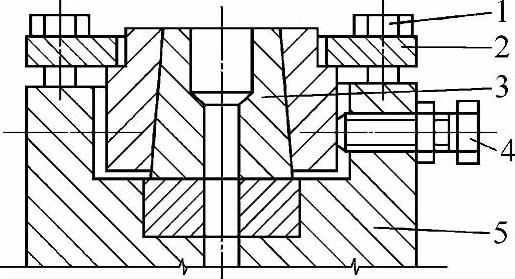
图5-55 凹模的双向紧固法
1—螺栓 2—压板 3—凹模 4—紧定螺钉 5—模座
5.凸模固定
常见的凸模紧固方法如图5-56所示。图5-62a是利用螺栓将凸模4和垫块2直接紧固在模板1上。图5-56b和图5-56c是利用特殊的圆形内螺母6和圆形外螺母7,从模柄5的外部和内部,将凸模紧固于模柄孔中。图5-56d是利用压板8紧固凸模的结构形式。上述紧固方法与凹模的紧固方法相似。
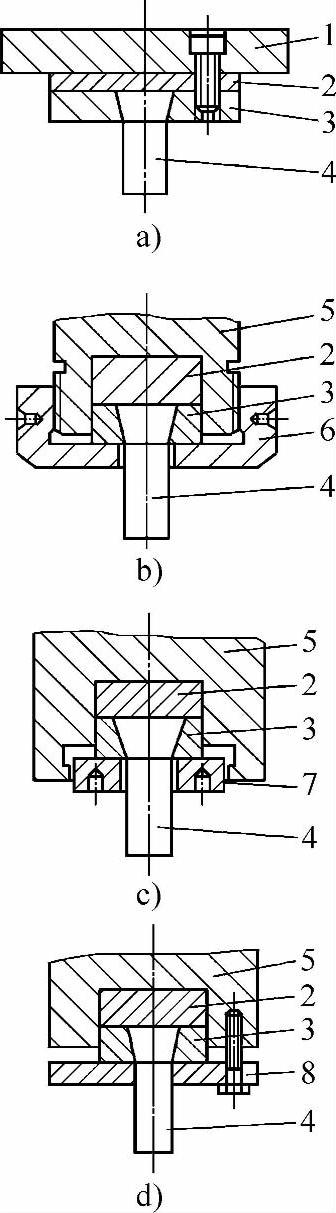
图5-56 凸模的紧固方法
a)螺栓紧固 b)外特形螺母紧固 c)内特形螺母紧固 d)压板紧固
1—模板 2—垫块 3—压圈 4—凸模 5—模柄 6—圆形内螺母 7—圆形外螺母 8—压板
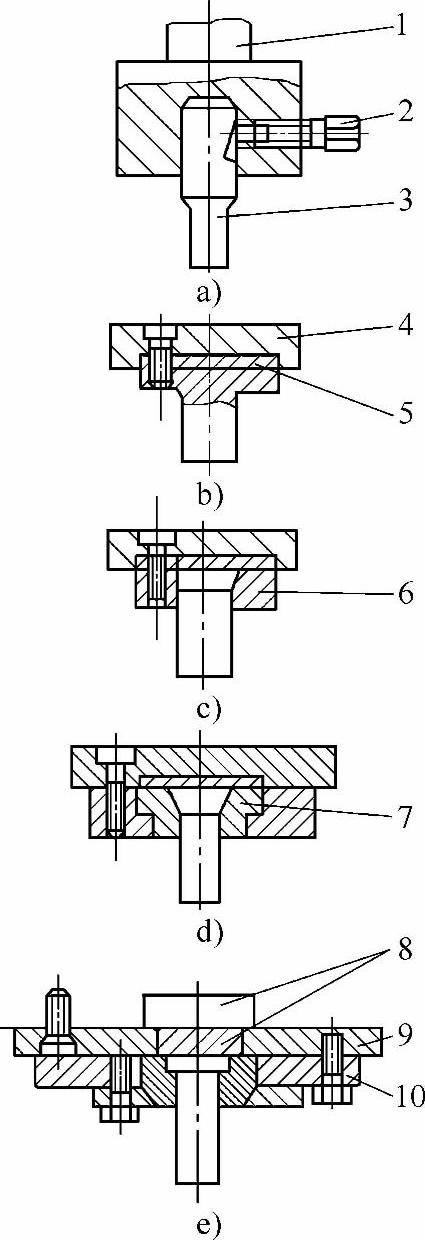
图5-57 螺栓紧固的结构形式
a)紧定螺钉紧固 b)螺栓直接紧固 c)螺栓间接紧固 d)螺栓多级紧固 e)螺栓多级紧固
1—模柄 2—紧定螺钉 3—凸模 4—模板 5、8—垫块 6—压圈 7—衬套 9、10—压板
利用螺栓或螺钉紧固凸模的几种结构形式如图5-57所示。图5-57a是用紧定螺钉2将凸模3紧固在模柄1中。这种方法只适用在单位压力较小的有色金属的挤压模具上。图5-57b是将螺栓直接拧进凸模的柄部进行紧固。这种直接紧固,即一级紧固的方法,虽然结构简单,但是浪费模具材料,是很不经济的,也较少采用。图5-57c则是利用中间压圈6间接紧固凸模的方法,即为二级紧固。而图5-57d和图5-57e就是三级和多级利用螺栓依次紧固的方法。利用螺栓紧固的方法,虽然牢固可靠,但是在更换凸模时,需卸下模板,很不方便。利用压板和特制圆形螺母紧固凸模,是广泛采用的紧固方法,适用于各类中小型挤压模具。
图5-58所示圆柱形的直杆凸模4,可以采用弹性夹头1、压圈2和特形螺母3紧固。这种方法,装卸、更换凸模时,十分方便。然而,弹性夹头对凸模的夹紧力,远不及螺栓的紧固力量,卸料力较大及频繁的振动,易使凸模松动,甚至会自行脱落。因此,在使用过程中,应注意并防止螺母松动。
图5-59所示下凸模为直杆结构时,可以采取半圆卡销3和套圈4,通过压圈2紧固。这种紧固方法不会因切槽而影响凸模的强度和寿命,可以简化凸模的结构和制造工艺,是一种比较新颖的固定方法。
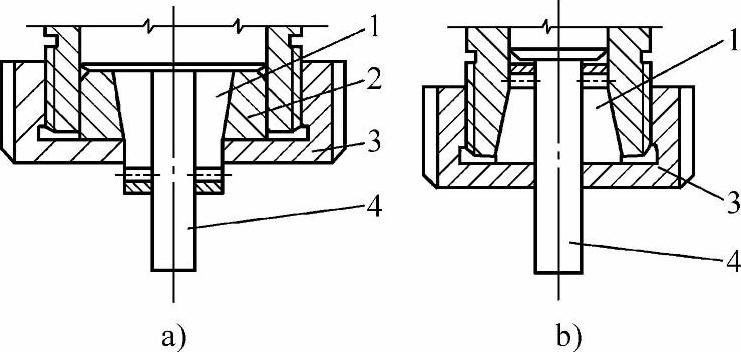
图5-58 弹性夹头紧固
a)间接紧固 b)直接紧固
1—弹性夹头 2—压圈 3—特形螺母 4—凸模
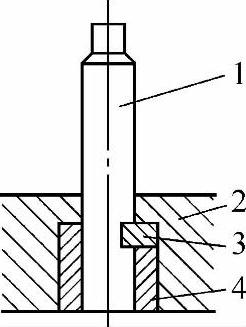
图5-59 卡销紧固形式
1—下凸模 2—压圈 3—卡销 4—套圈
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。