



底面向上空心件正挤压任意瞬间工作情况,如图5-32所示。在挤压过程中,空心件顶部不能与顶出套相碰,否则会损坏模具、设备,甚至发生人身事故。
1.凸模的设计计算
底面向上空心件正挤压凸模如图5-33所示。设计时应注意的问题与反挤压凸模相同。
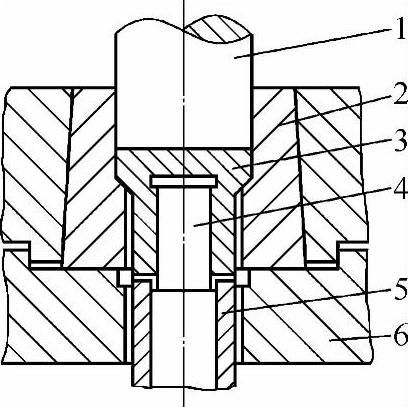
图5-32 底面向上空心件正挤压任意瞬间工作情况
1—凸模 2—凹模 3—挤压件 4—反向凸模 5—顶出套 6—底板

图5-33 底面向上空心件正挤压凸模
1—压力板 2—凸模 3—凸模固定圈
凸模工作部分直径d的名义尺寸等于凹模内径D,见图5-34,相互配合关系为基孔制间隙配合 或
或 。
。
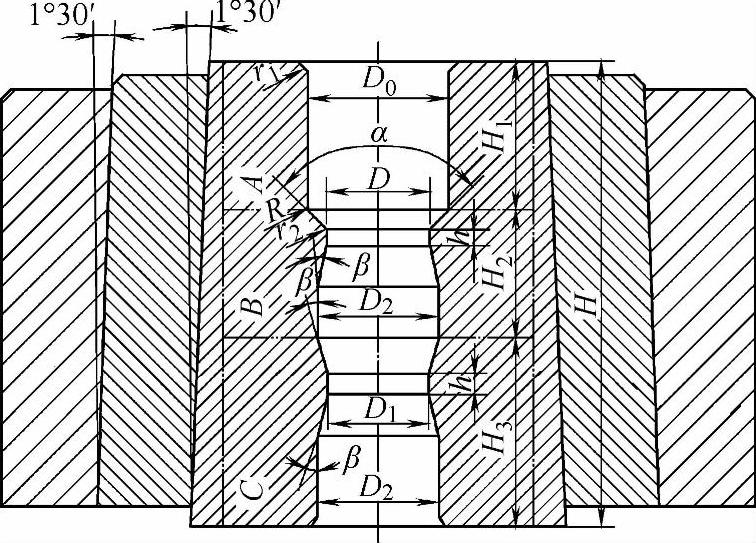
图5-3 4底面向上空心件正挤压凹模
A—容料部分 B—成形部分 C—矫直部分
为了使挤压件底面得到平整的端表面,凸模端面应做成中心略高的锥形,锥高Δ=0.5~1mm。
为防止凸模因弹性变形而卡死,工作部分高度以上应做出一定的退让量,其值双边为(0.04~0.08)d,即d1=[1-(0.04~0.08)]d。
倒斜度:β=3°~5°。
所有过渡处圆角半径:R≥0.2mm。
2.凹模的设计计算
底面向上空心件正挤压凹模的典型形状如图5-34所示,一般由容料、成形、矫直等三部分组成。设计时应注意的问题与反挤压凹模相同。各部分尺寸的具体设计计算分述于下。
凹模型腔的内径D0一般取等于毛坯的直径d0。(https://www.xing528.com)
凹模锥角α的选取应综合考虑单位挤压力及机加工余量等因素,以取α=90°~150°为宜,α=120°最常用。
工作带直径:D=空心件外径d1。
工作带高度h不宜过大,以防材料粘模。对于挤压件材料为钢铁材料时,h=2~3mm;对于挤压件材料为有色金属时,h=1.0~2.0mm。工作带以下应留有退让量,其值双边为0.2~0.4mm,即D2=D+(0.2~0.4)mm。斜度:β=3°~5°。
凹模内腔直壁向锥面过渡处的圆角半径:R=3~5mm。
锥面向工作带过渡处的圆角半径:r2=0.5~2mm。
容料部分高度为H1=h0+r1+(5~10)mm
式中 h0——毛坯高度;
r1——凹模入口处圆角半径,一般取2~4mm。
成形部分高度:H2=(1.0~1.2)D。
矫直部分高度:H3=(1.0~1.5)D,直径D1=D。
总高度:H=H1+H2+H3。
3.反向凸模的设计计算
反向凸模的典型结构如图5-35所示。由图5-32可知,底面向上空心件的正挤压实质上是一种倒置的反挤压,反向凸模的作用与反挤压凸模相同。因此,设计时应考虑的问题、成形部分的设计计算完全与反挤压凸模相同。
4.筒式顶件套的设计
筒式顶件套的装配图如图5-36所示,筒式顶件套的内径等于反向凸模工作带的直径,其配合关系为基孔制间隙配合 或
或 。筒式顶件套的外径应略小于凹模工作带的直径,装配后应留有0.20mm以上的间隙。顶件套底面与轴心线的垂直度误差不得超过0.1mm。
。筒式顶件套的外径应略小于凹模工作带的直径,装配后应留有0.20mm以上的间隙。顶件套底面与轴心线的垂直度误差不得超过0.1mm。

图5-35 反向凸模

图5-36 筒式顶件套
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。