



1.纯铝反挤压可调式通用模架(见图5-8)
该模架本身没有导向装置,模架上下两部分则完全依靠压力机的导轨实行导向。因此,这种模架对压力机的导向精度要求较高。
由于挤压件不会卡在凹模内,因此不需要将挤压件从凹模中推出的顶杆机构,仅需考虑将挤压件从凸模1上卸下的卸料装置。卸料装置主要由卸料板3、螺栓4、弹簧5和卸料圈2四个零件组成。卸料器为三半的环形卸料圈2,外面套以弹性开口环圈。卸料板借助螺栓与模座相连,并用弹簧5托住,这样可以减小凸模的长度。在这种模架上,凹模7与模座间保留有一定间隙,凹模在模座中的水平位置,通过四个调节螺钉6微调,以保证凸模1、凹模7的同心对正。
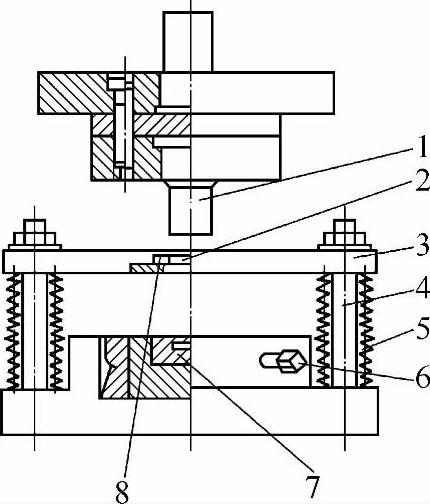
图5-8 纯铝反挤压可调式通用模架
1—凸模 2—卸料圈 3—卸料板 4—螺栓 5—弹簧 6—调节螺钉 7—凹模 8—弹性环圈
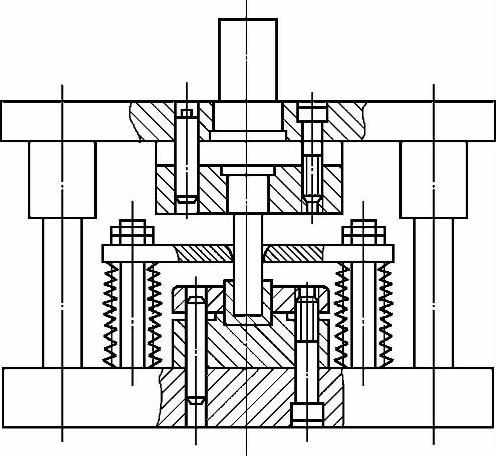
图5-9 有色金属反挤压导柱模架
2.有色金属反挤压导柱模架(见图5-9)
在这种模架上,模板和模座靠导柱导套连接在一起,即凸、凹模的相对位置是不可调节的,它们的同轴度要求,完全靠安装在模架上的导柱导套予以保证。
为了提高模具寿命,凹模分割为两体,以销钉找正中心,确保上下两部分孔径的衔接一致,利用四个螺钉将其直接紧固在模座上。
3.钢铁材料反挤压不可调式通用模架(见图5-10)
该模架是一种不带导向装置的敞开式模架,而且凹模本身位置是不可调节的,即凹模在模座中固定不动。因此,拟调整凸凹模的中心位置时,必须移动模座。这种调节凸凹模中心位置的方法,要求操作者的技术水平相当高,主要依靠经验和操作的熟练程度。因此,这种模架只适于精度要求不高的浅杯形件的反挤压加工。
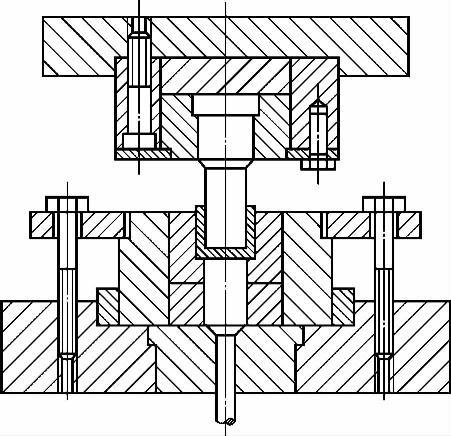
图5-10 钢铁材料浅杯形件反挤压通用模架(https://www.xing528.com)
4.钢铁材料反挤压可调式通用模架(见图5-11)
凹模2可在模座4中作水平移动。这种模架常用于封闭高度小的压力机。由于模具空间高度的限制,凸模1不带有导向部分而设计得较短,凸模与凹模的同轴度,是通过四个微调螺钉3调节凹模在模座中的水平位置予以保证的。
钢铁材料反挤压时,挤压件常常卡在凹模中,因此模具的下方需设计顶出机构,一般采用双级顶杆的间接顶出方式。当反挤压件的孔较深时,挤压件有被凸模带上去的可能,这时应考虑增设上卸料板,将抱在凸模上的挤压件卸下来。
5.具有弹性卸料圈的反挤压模架(见图5-12)
这种结构可以使凸模4形状简化,将凸模的导向功能转移到卸料圈3上,而且这种卸料圈,还可以保持凸模在整个工作过程中的稳定性。通过改变卸料圈的结构,该种模架既可挤压浅杯形件,还可以挤压深孔的筒形零件。
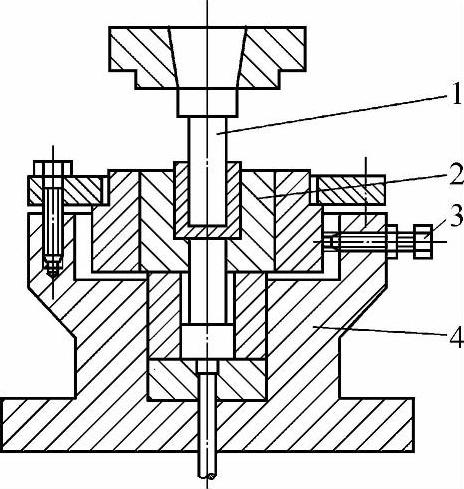
图5-11 钢铁材料反挤压可调式通用模架
1—凸模 2—凹模 3—微调螺钉 4—模座
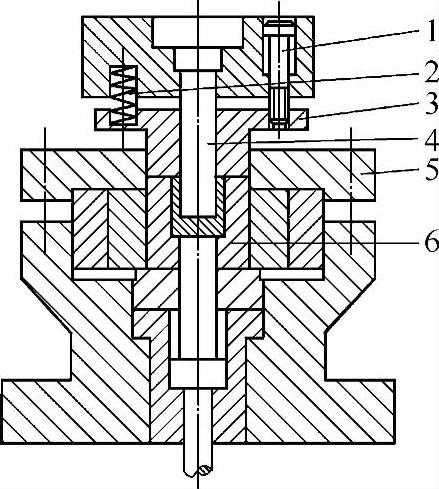
图5-12 具有弹性卸料圈的反挤压模架
1—卸料螺钉 2—弹簧 3—弹性卸料圈 4—凸模 5—压圈 6—凹模
但是,由于凸模埋入卸料圈内,给调整模具带来一些困难。这时应依靠卸料圈与凹模6的精密配合来保证凸凹模的同轴度,因此,提高凸模与卸料圈、卸料圈与凹模的配合精度,尤其重要。设计这类模具时,应使弹簧和卸料螺钉尽可能靠近凸模位置,这样卸料圈工作平稳,导向精度好。
6.钢铁材料反挤压标准模架(见图5-13)
这种模架的特点是模具的导向依靠凸模1的非工作部分与凹模2孔口进行。在挤压开始之前,凸模的非工作部分便进入凹模实行导向,并在整个挤压过程中保持凸、凹模的同轴,所以,凸、凹模对正简单,导向精度高。然而,由于导向部分增加了凸模长度和凹模厚度,且加大了退料行程,这样势必使模体变大,造成模具材料的浪费,也给加工带来一些困难。因此,它仅适于精度要求较高的反挤压件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。