



冷挤压工艺方案是工艺准备和工艺设计的总纲。其基本内容是以挤压件的工艺路线为依据,进一步明确加工方法、模具结构、生产方式以及各工序的相互关系,也就是主要分析及解决挤压件加工过程中的重大技术关键及核心问题。例如,用什么形状及尺寸的毛坯、成形方法和工艺顺序,采用哪些工序和工艺装置,选用哪些设备来满足挤压件的技术性能和使用要求,经济合理地把挤压件制造出来。重点审查工序的选择和排列次序是否合理,各工序的加工范围是否适当,以及各工序之间的衔接和配合是否符合实际生产情况,并进一步协调、理顺挤压件图、各工序和工艺路线,以及工艺、工装和设备之间的关系,使所选用的工艺方案成为一个完整的质量保证和控制系统。
制订冷挤压工艺方案时,应该首先考虑两个重要的基本原则。
(1)确保模具的使用寿命 确定适宜的预备形状,经济合理的加工方法、工序数目与加工程序,确保模具的使用寿命和满足生产要求。
(2)确保产品质量要求 确定最理想的变形条件,保证在此条件下拉应力最小或完全没有,以获得满足力学性能要求、高质量、高精度、无疵病的挤压件。
设计时主要考虑零件的几何形状、材料性能、变形程度的大小,以及具体的质量要求、生产批量与现有的设备状况等。对于任何一种挤压件,从不同的角度和设计观点出发,应该拟定两个或更多的工艺方案,然后将这些方案进行技术经济分析,择优选取其中一个最优的方案。最佳方案的主要标志是采用尽可能少的成形工序,以最低的材料消耗、最高的模具寿命和生产率,挤压出满足产品性能和使用要求,符合质量标准的挤压件,使其达到最大的技术经济效果。
各种类型零件的冷挤压基本工艺方案如图4-3所示。由该图看出,冷挤压工艺过程大体包括:①毛坯准备(下料及预成形);②辅助处理(退火和润滑);③冷挤压成形(中间预成形和最终挤压成形);④挤压后的切削加工。
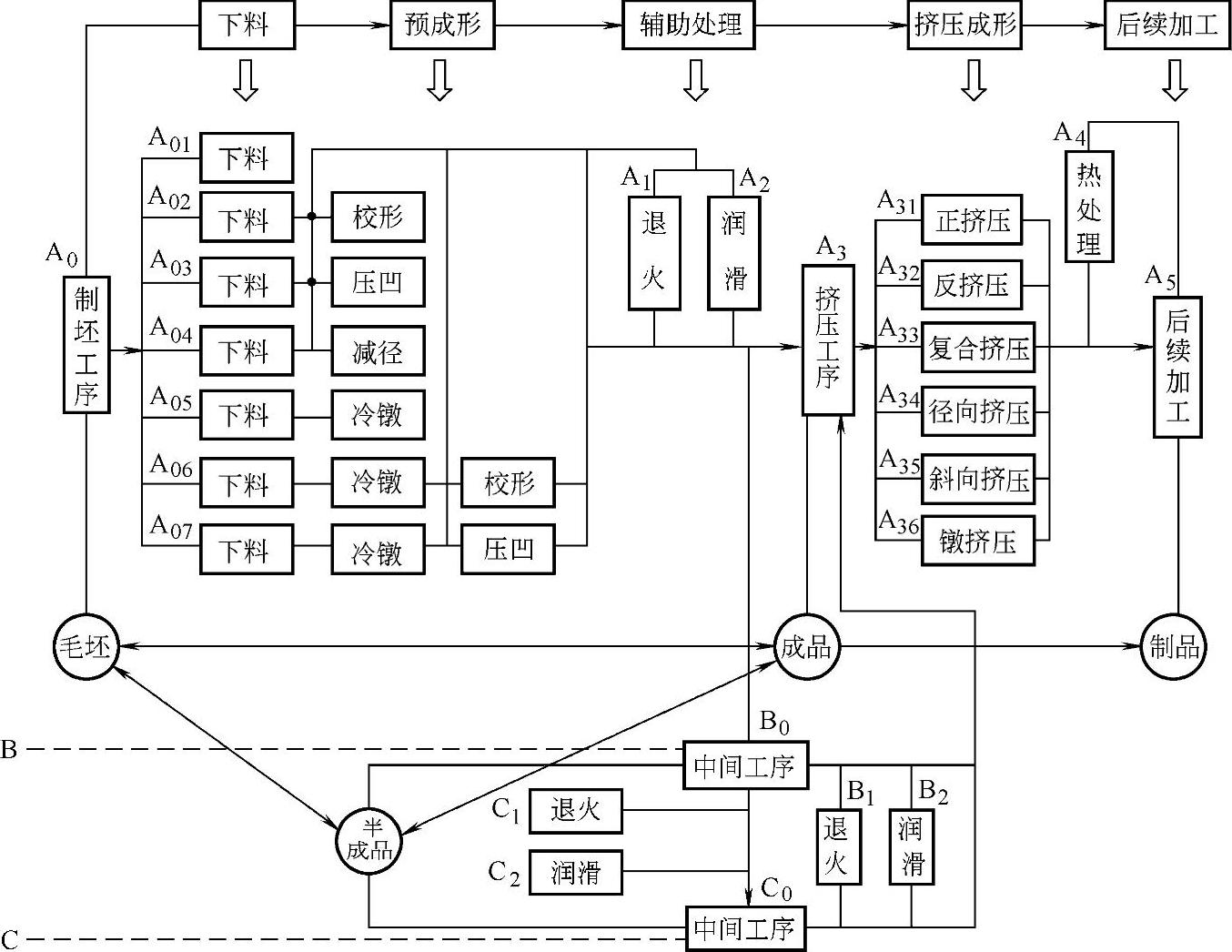
图4-3 冷挤压基本工艺方案
形状简单的零件可以一次挤压成形(方案A),如图中A0→A1→A2→A3→A4→A5所示。形状复杂的零件,像锥形、凸缘、阶梯形零件,一般需采用两道成形工序B,即除挤压工序外,还要辅加一道中间预成形工序B0,如图中A0→A1→A2→B0→B1→B2→A3→A4→A5所示。至于那些极其复杂的零件,或为了成形某一特殊部位,成形工序的数目还要增加,如图4-3所示,即A0→A1→A2→B0→C1→C2→C0→B1→B2→A3→A4→A5。因此,大多数挤压件在最终形状的成形之前都要经过制坯工序和中间成形工序(一道或两道)。图4-3列举的七种制坯方案(A01~A07),是根据毛坯尺寸、下料方法和挤压件工艺要求确定,按照最简单至最复杂程度顺序排列的。中间成形工序是从毛坯向挤压件过渡的中间准备工序,给出挤压件大体形状和尺寸。从毛坯到成品的全部加工工序中,制坯工序、中间工序和挤压工序是最重要的三道工序。因此,研究这三道工序中毛坯、半成品和成品之间的受力和变形关系,以及中间工序预成形的准备形状和尺寸对这些关系的影响,是挤压工艺方案设计中的关键问题。
工艺设计的合理与否对挤压件的质量、模具寿命和生产率影响很大。因此,合理的工艺设计应考虑如下几点。
1)变形时应使金属处于压缩应力状态,避免拉应力和切应力使金属破裂。(https://www.xing528.com)
2)截面过渡不宜过于剧烈,避免尖角过渡,使金属流动顺畅。
3)挤压件尽可能保证对称,反挤压或复合挤压时连皮厚度不应小于壁厚。
4)多工位挤压时变形量合理分配,考虑前后工序的定位、进出模方便。
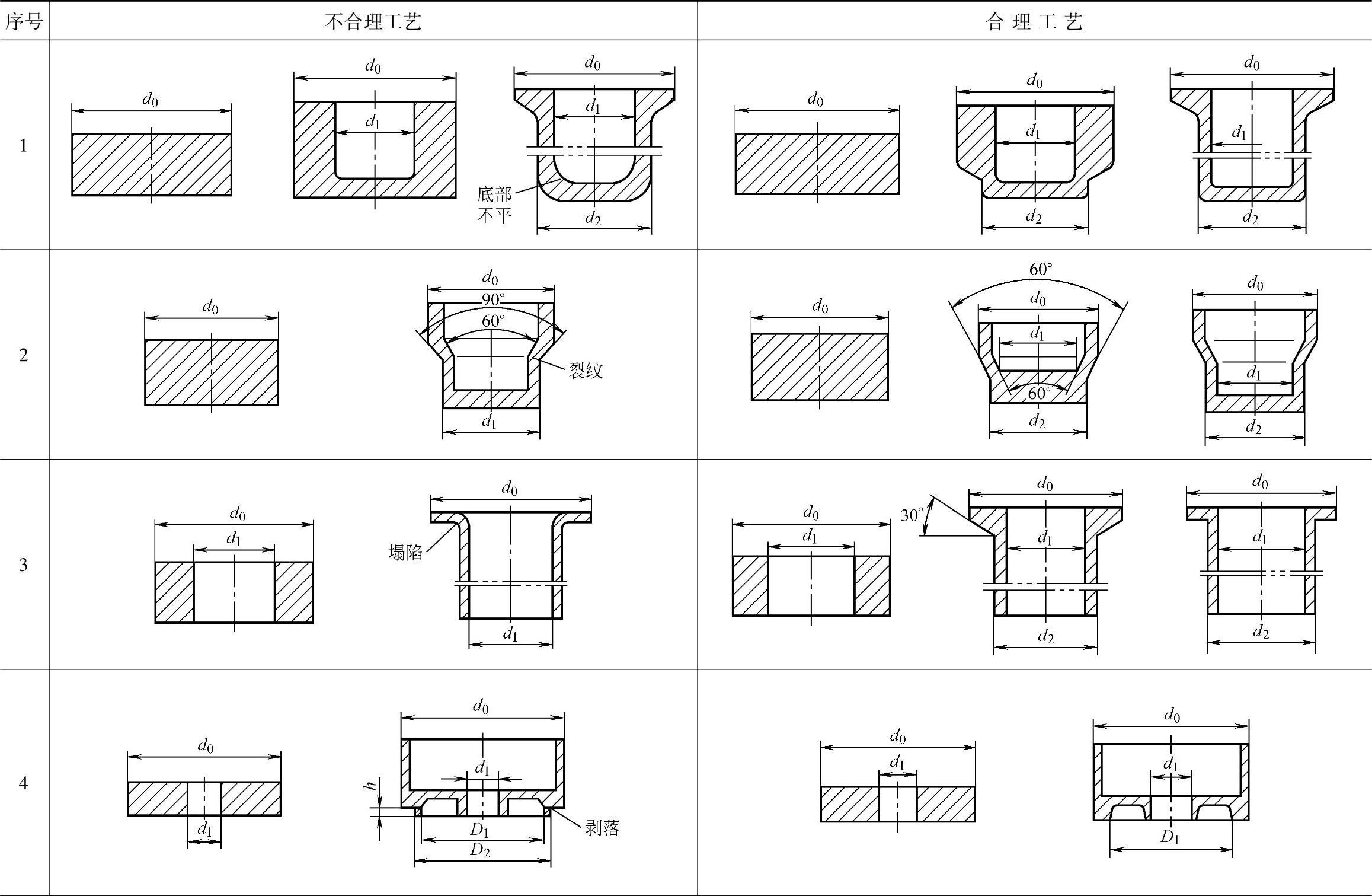
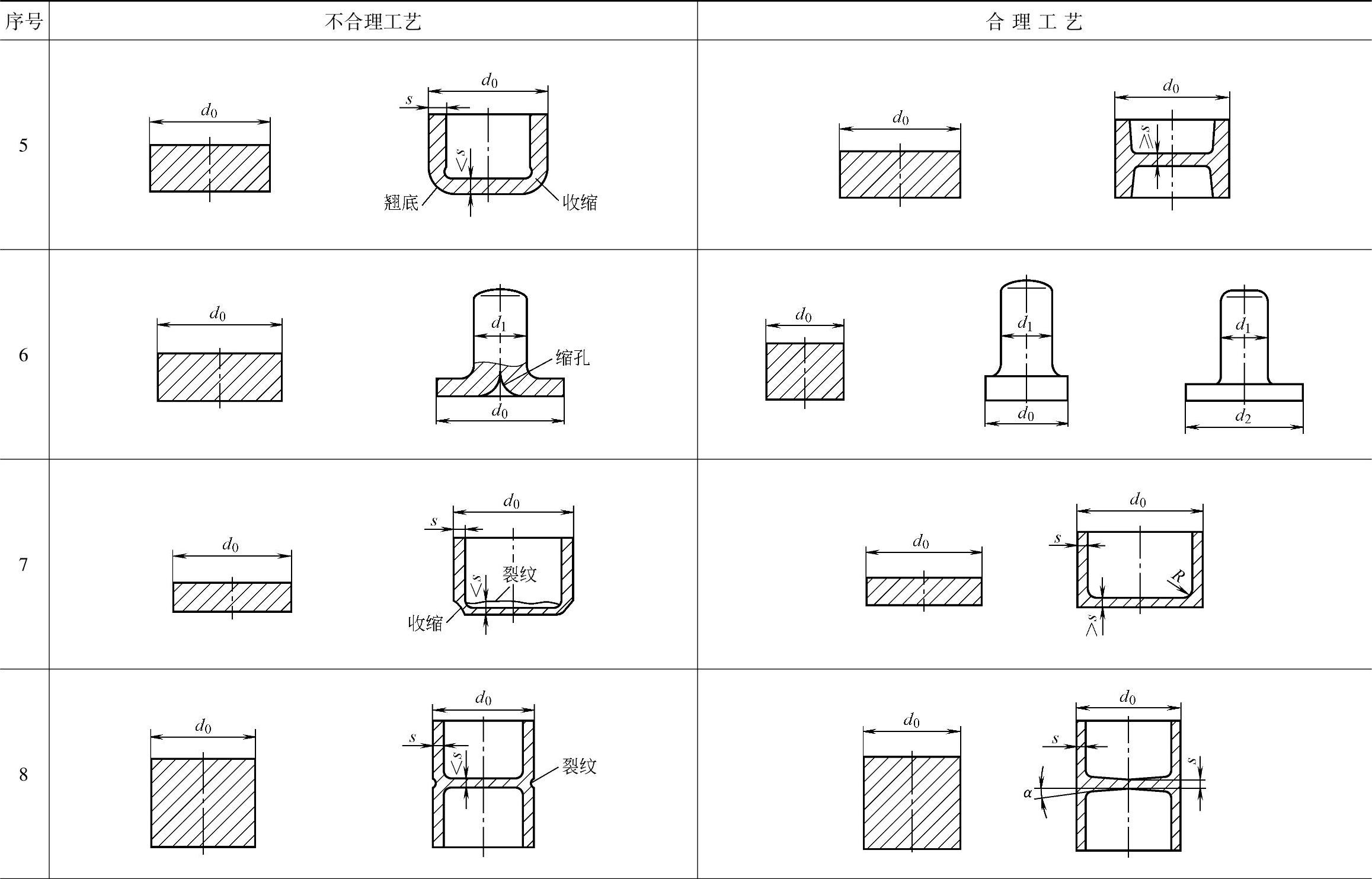
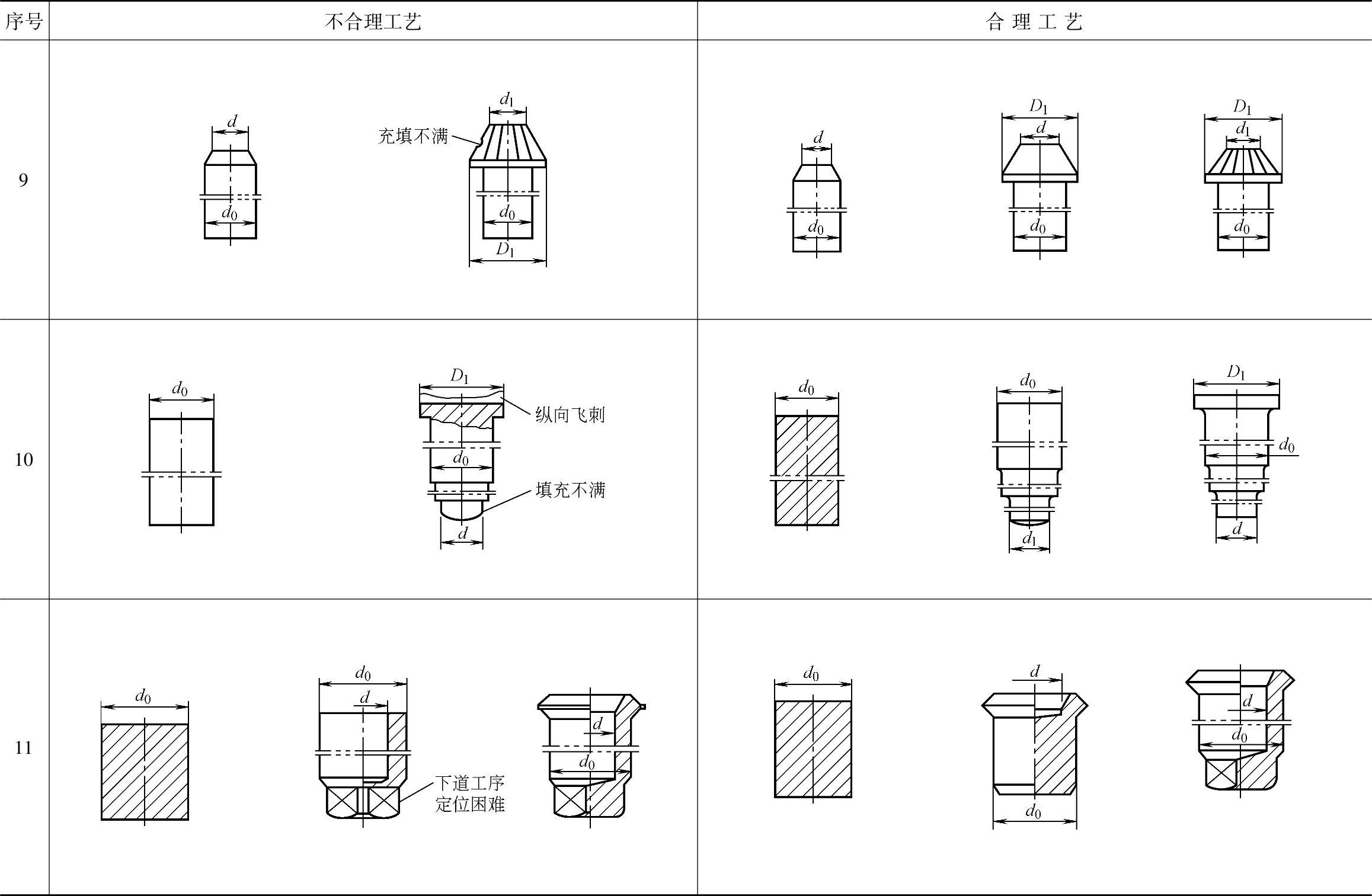
典型挤压件工艺方案对比见表4-3。
表4-3 挤压件工艺方案对比
(续)
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。