



冷挤压生产的零件,从毛坯变为成品需要一系列工序。挤压工艺设计的实质在于确定一系列必要的工序,使毛坯逐步接近挤压件形状,以最少的工序、最短的流程,经济合理地挤压出符合质量要求的挤压件。典型的挤压工艺过程由许多工序组合而成,其中包括下料、镦粗、校形(毛坯准备工序)、预成形工序和最终成形工序(正挤压、反挤压、复合挤压或镦挤压相结合的组合工艺)。除此以外,还有中间的辅助工序(脱脂、酸洗、退火、润滑)和最后的机械加工工序。无论是制坯工序和中间工序,还是成形工序,都是冷挤压过程中的重要组成部分。
1.变形工序数目的确定
对于给定的材料来说,冷挤压的变形工序数目直接取决于形状的复杂程度和变形程度的大小。一般来说,挤压件形状越复杂,成形难度越大,所需的工序数目越多,工艺流程越长。无论采用哪种成形方法,如果变形程度太大,就会使模具过载破坏,或零件破裂。因此,不能在一道工序里使变形程度过大,而应把过大的变形程度分别在几道工序中去完成。此外,冷挤压的变形工序数目,还与挤压件尺寸、材料性能、润滑条件、设备能力和生产批量及模具寿命有关。冷挤压变形工序数目的确定见表4-2。
表4-2 冷挤压变形工序数目的确定
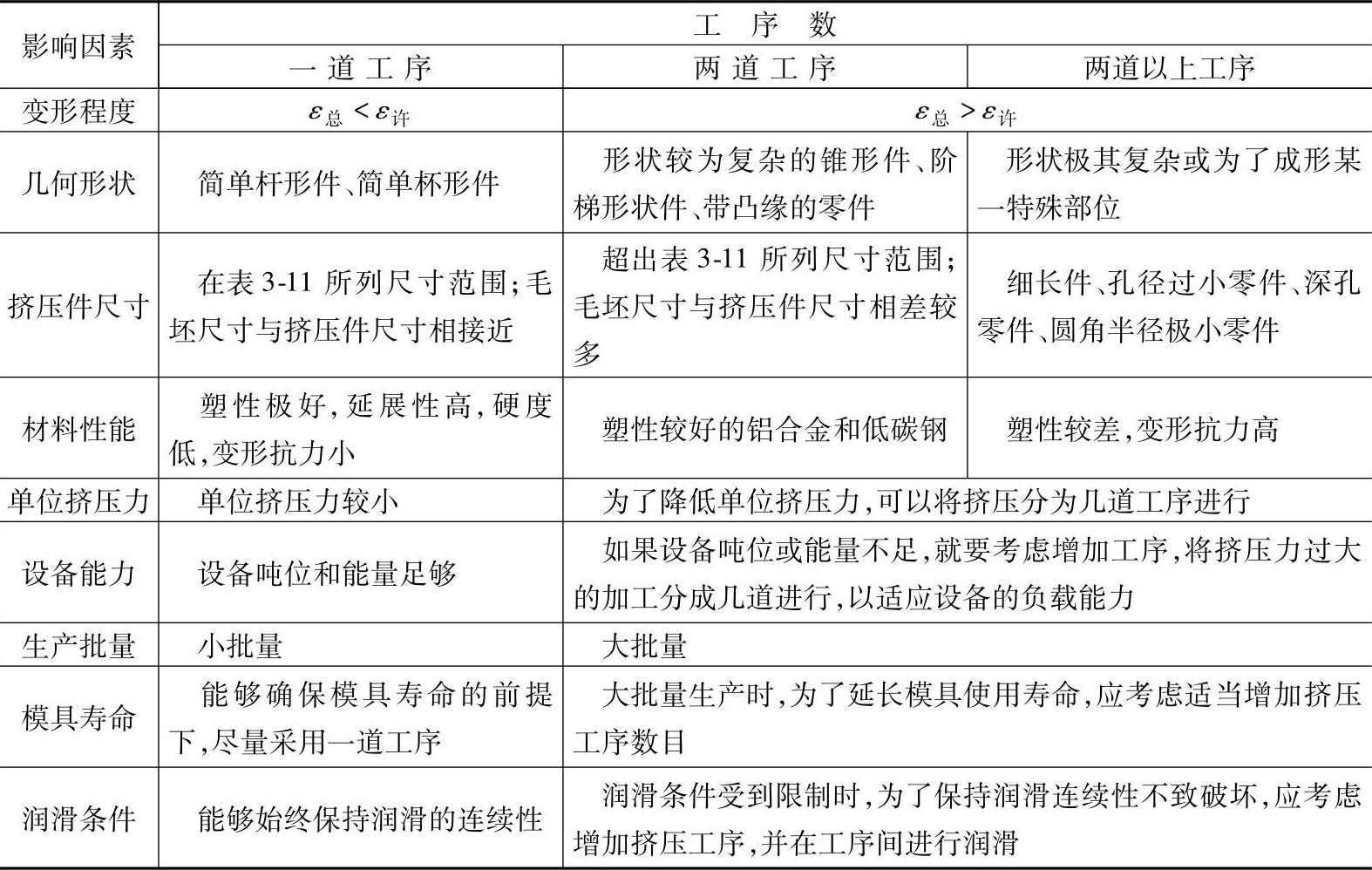
注:ε总—总的断面缩减率;ε许—许用的断面缩减率。
2.变形工序的选用及其排列次序(https://www.xing528.com)
变形工序的选用主要考虑挤压成形的工艺需要。确定变形工序时,重点考虑毛坯尺寸、制取方法、变形方式、材料体积转移和变形程度分配等方面问题。如切削毛坯,应该考虑去除边棱毛刺或倒角工序;高碳钢和合金钢切断时,或一般钢材但特殊要求切断面偏歪小时,要将钢材加热后切断,以获得良好的切断面。一般情况下,剪切毛坯不经校形工序,直接进行挤压的情况不多。当毛坯形状与挤压件外形不相符合,或选取的棒料直径与挤压工艺要求的尺寸不一致时,为了增大毛坯的横截面积,普遍采用镦粗工序,以使毛坯形状尽可能接近下一道的模腔形状。除形状简单的正挤压零件,可以直接利用剪切或冷镦毛坯外,一般情况下,经冷镦的毛坯还要在封闭的模腔中校整其外形,以使其轮廓形状清晰,尺寸精确,更加符合挤压模具型腔的几何形状,并与下道工序的模具严密配合,以利于下一道挤压操作。这种校形工序,对于壁厚精度要求较高的筒形零件反挤压工艺尤其重要。
总之,只有形状简单的挤压件,才能一道工序挤压成形,而绝大多数挤压件,往往需要多道成形工序。在多道工序成形过程中,为了减少最终成形工序的挤压力和模具载荷,使毛坯体积从一个有利的位置转移到另一位置,以保证金属的预先分配,通常是先获得一个中间形状,即还要增加一道挤压的预成形工序。在这种情况下,成形工序的排列次序是:下料→冷镦→校形→预成形→挤压成形。有时,为了成形某一特殊的部位,如锥形和凸缘形状,往往在挤压成形之后,还需补以冷镦或镦挤相结合的成形工序。图4-2列出了常见工序的组合及其排列次序。
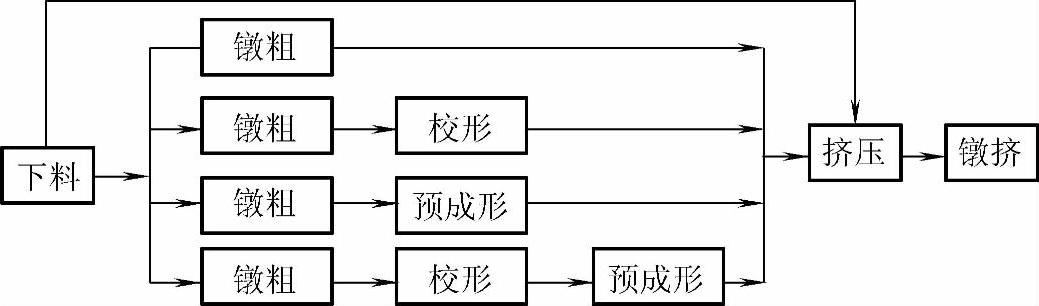
图4-2 常见工序的组合及其排列次序
确定变形工序时,除正确选用、合理安排工序外,还必须注意各道工序之间的相互关联和协调,有机地配合并构成一个最佳的工艺路线。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。