



1.许用变形程度
冷挤压时每道加工工序所允许采用的变形程度,称为许用变形程度。最大的许用变形程度受模具钢许用的单位压力和变形金属的塑性限制。许用变形程度越大,则生产率就越高,变形工序就越少。但这样单位压力也要增大,这就有可能超出模具所允许的单位压力,导致模具的损坏。因此,许用变形程度的大小应严格控制。
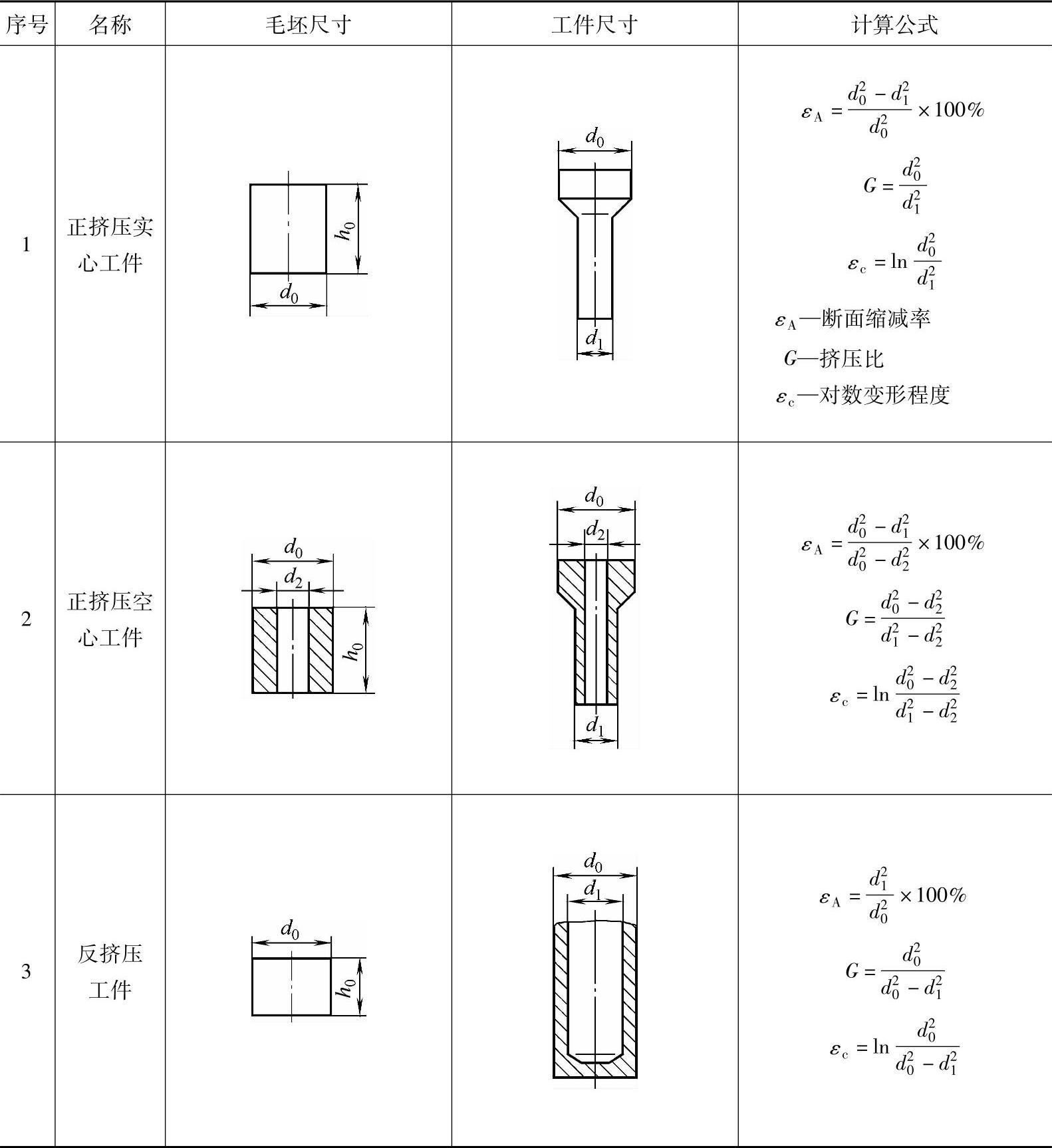
正、反挤压件变形程度的具体计算见表3-7。
表3-7 正、反挤压件变形程度的计算公式
许用变形程度,即挤压加工所容许的变形程度。其数值取决于挤压材料的塑性和变形抗力的大小,模具材料的性能及其承载能力的大小。常用材料的许用变形程度εA见表3-8。
(1)有色金属的许用变形程度 由于有色金属冷挤压时所需的单位挤压力较小,因此,在不超过模具材料的许用单位压力的条件下,所允许的变形程度是很高的。表3-9列出了常用的有色金属一次冷挤压的许用变形程度。
表3-8 常用材料的许用变形程度
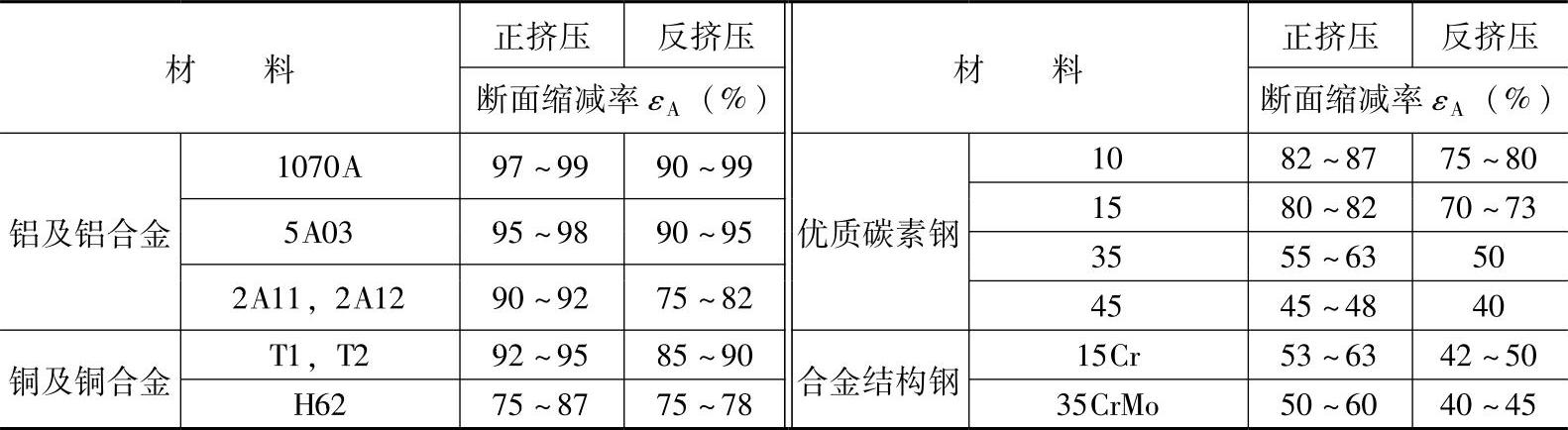
表3-9 有色金属一次冷挤压的许用变形程度
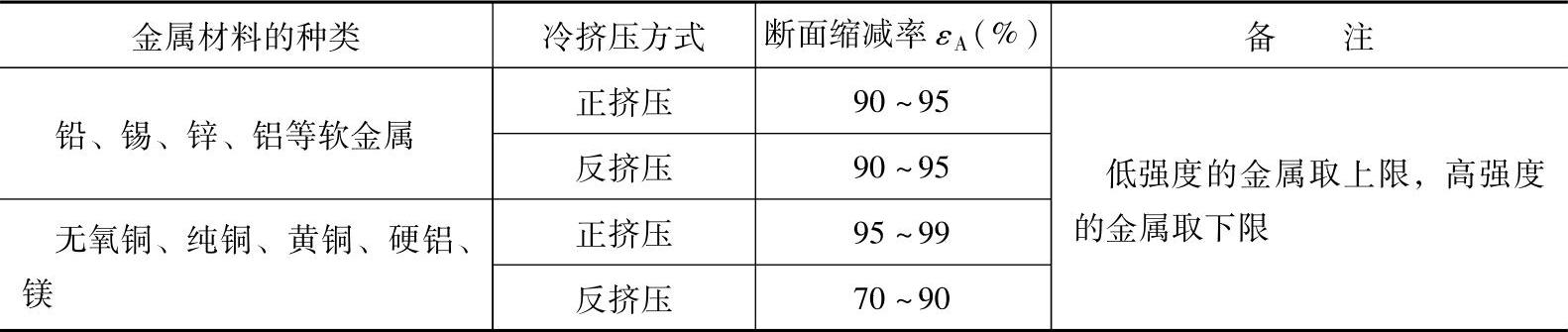
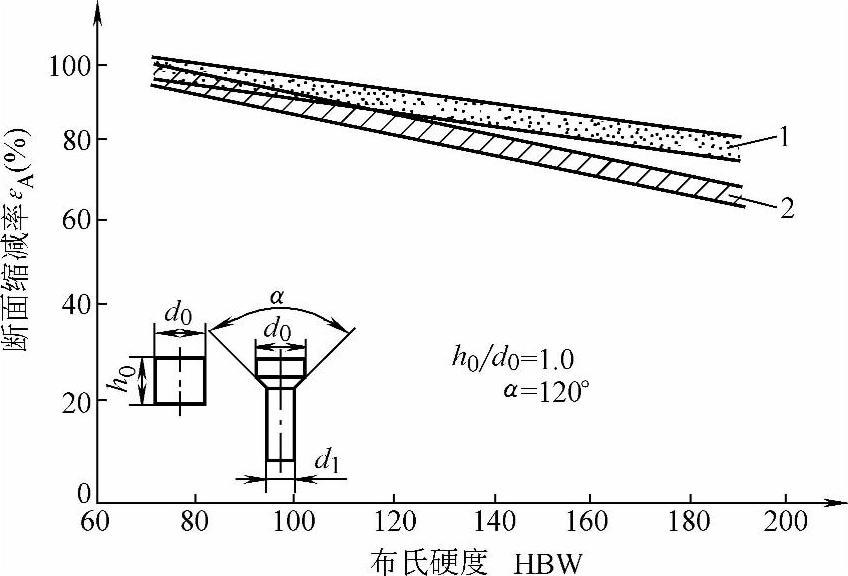
图3-1 钢正挤压时毛坯硬度与许用变形程度的关系
1—许用单位压力为2500MPa2—许用单位压力为2000MPa
(2)钢的许用变形程度 按变形方式有以下两种情况。
1)正挤压的许用变形程度。钢正挤压时毛坯硬度与许用变形程度的关系如图3-1所示。该关系曲线的试验条件是:毛坯相对高度h0/d0=1.0,经退火、磷化、皂化处理,凹模锥角α=120°,模具的许用单位压力分别为2000MPa和2500MPa。
图3-1中线1和线2可分别用下述直线方程式表示:
 (https://www.xing528.com)
(https://www.xing528.com)
式中,εA(250)max、εA(200)max是相应于许用单位压力为2500MPa、2000MPa时的最大许用变形程度;HBW是钢材退火后的布氏硬度。
2)反挤压的许用变形程度。钢反挤压时毛坯硬度与许用变形程度的关系如图3-2所示。该关系曲线的试验条件为:毛坯的相对高度h0/d0=1.0,经退火、磷化、皂化处理,模具的许用单位压力分别为2000MPa和2500MPa。
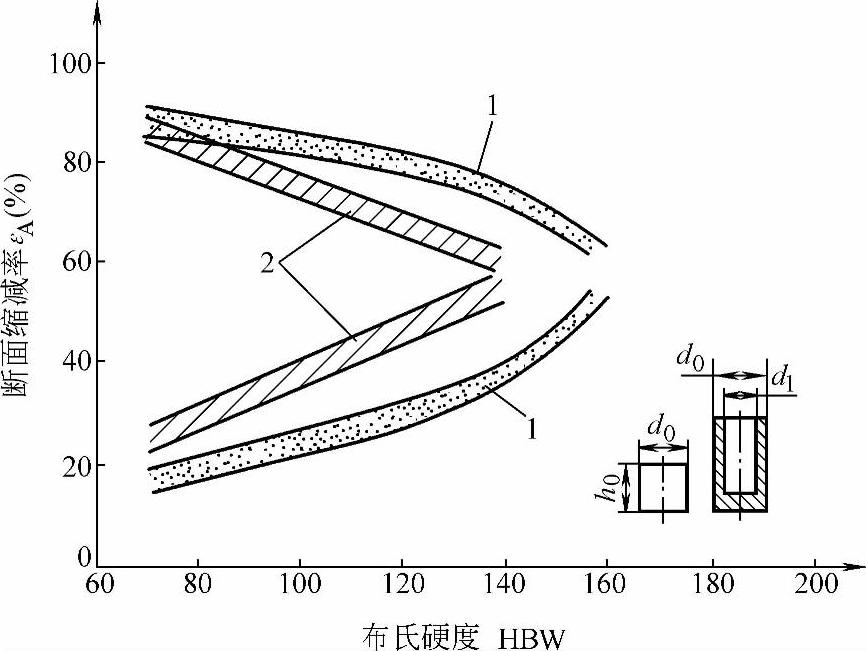
图3-2 钢反挤压时毛坯硬度与许用变形程度的关系
1—许用单位压力为2500MPa 2—许用单位压力为2000MPa
图3-2中线1和线2也可用下列方程式来表示:
式中,εA(250)max、εA(250)min是相应于许用单位压力2500MPa时的最大、最小变形程度;εA(200)max、εA(200)min是相应于许用单位压力2000MPa时的最大、最小变形程度;HBW是毛坯退火后的布氏硬度。
2.碳钢中碳含量对许用变形程度的影响
碳钢的许用变形程度又随碳含量的增加而减小,如图3-3~图3-5所示。
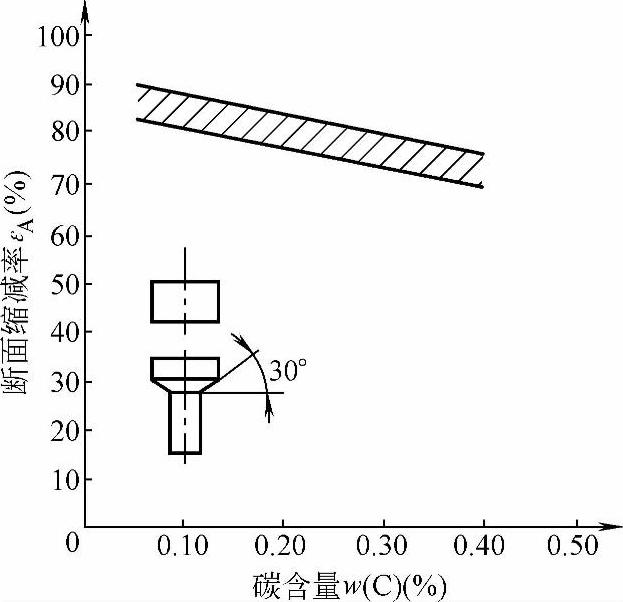
图3-3 碳钢中碳含量对正挤压实心件许用变形程度的影响
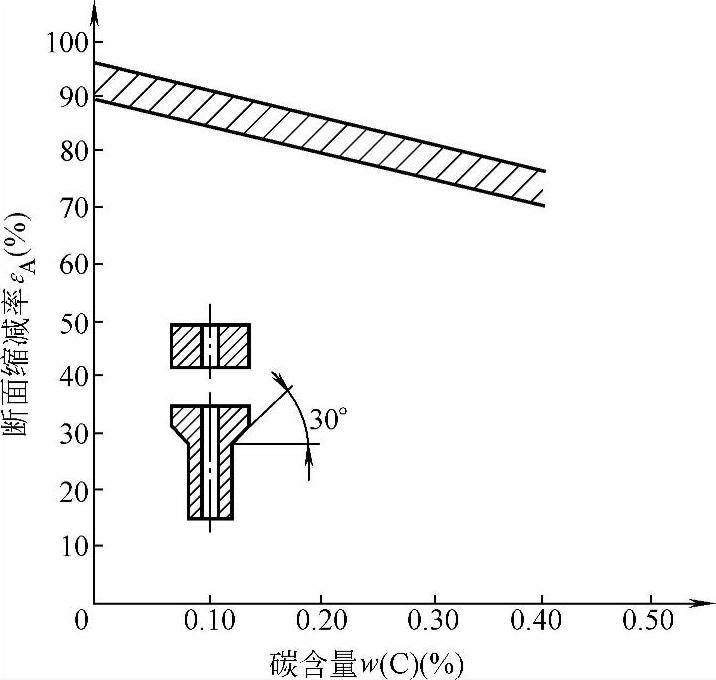
图3-4 碳钢中碳含量对正挤压空心件用变形程度的影响
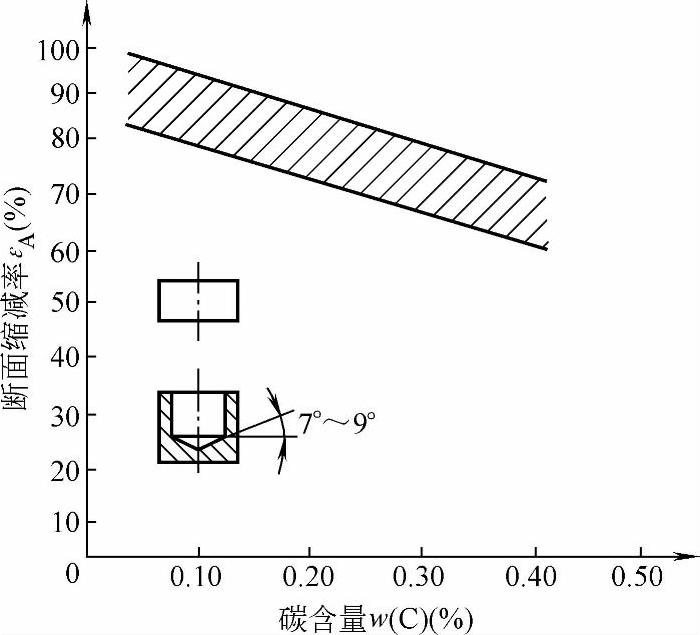
图3-5 碳钢中碳含量对反挤压空心件用变形程度的影响
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。