



选择毛坯尺寸时,不仅要使从毛坯到挤压件的工序尽可能少,而且还必须考虑毛坯是否要经过冷镦、校形、减径等预成形工序。具体设计时需要注意两个问题:首先,为了便于冷剪下料,毛坯的长径比应控制在1以上,即毛坯的长度要等于或大于其直径,过短的毛坯不适合于冷剪。其次,当剪切毛坯的直径与挤压工艺要求的尺寸相差较大时,通常要采取冷镦的办法将截面加大。为了防止冷镦时的开裂,必须对材料的冷镦变形程序加以控制。也就是说,在确定毛坯尺寸时,既要考虑到冷剪下料的工艺要求,也要考虑到将冷镦变形程度控制在材料加工的许用范围之内。
1.毛坯体积
毛坯的体积是根据挤压件图按照毛坯体积等于挤压件体积的原则计算的。如果冷挤压还要进行切削加工,则计算毛坯体积时还应加上修边余量,即
V0=Vp+Vs (3-1)
式中 V0——毛坯体积(mm3);
Vp——挤压件体积(mm3);
Vs——修边余量的体积(mm3)。
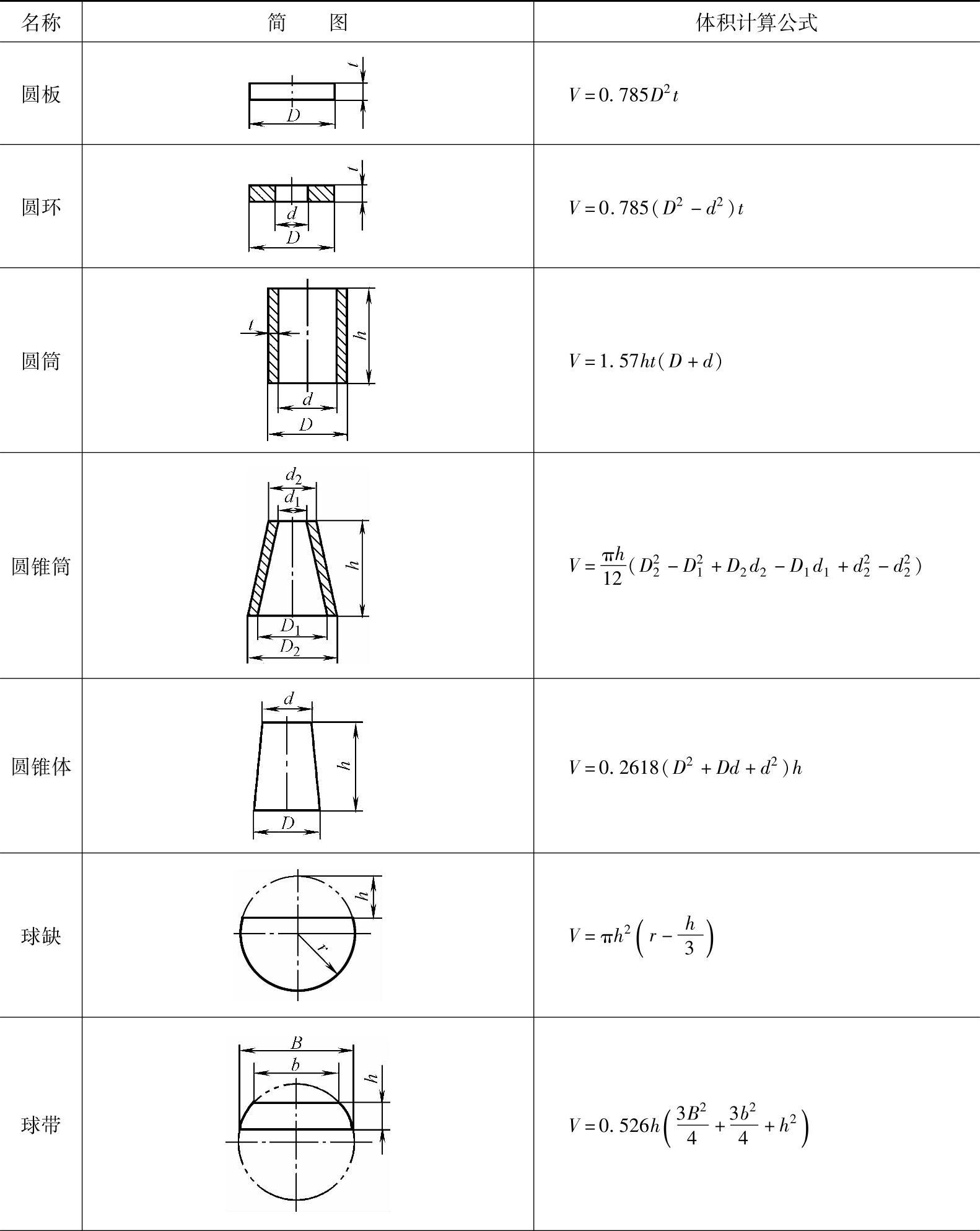
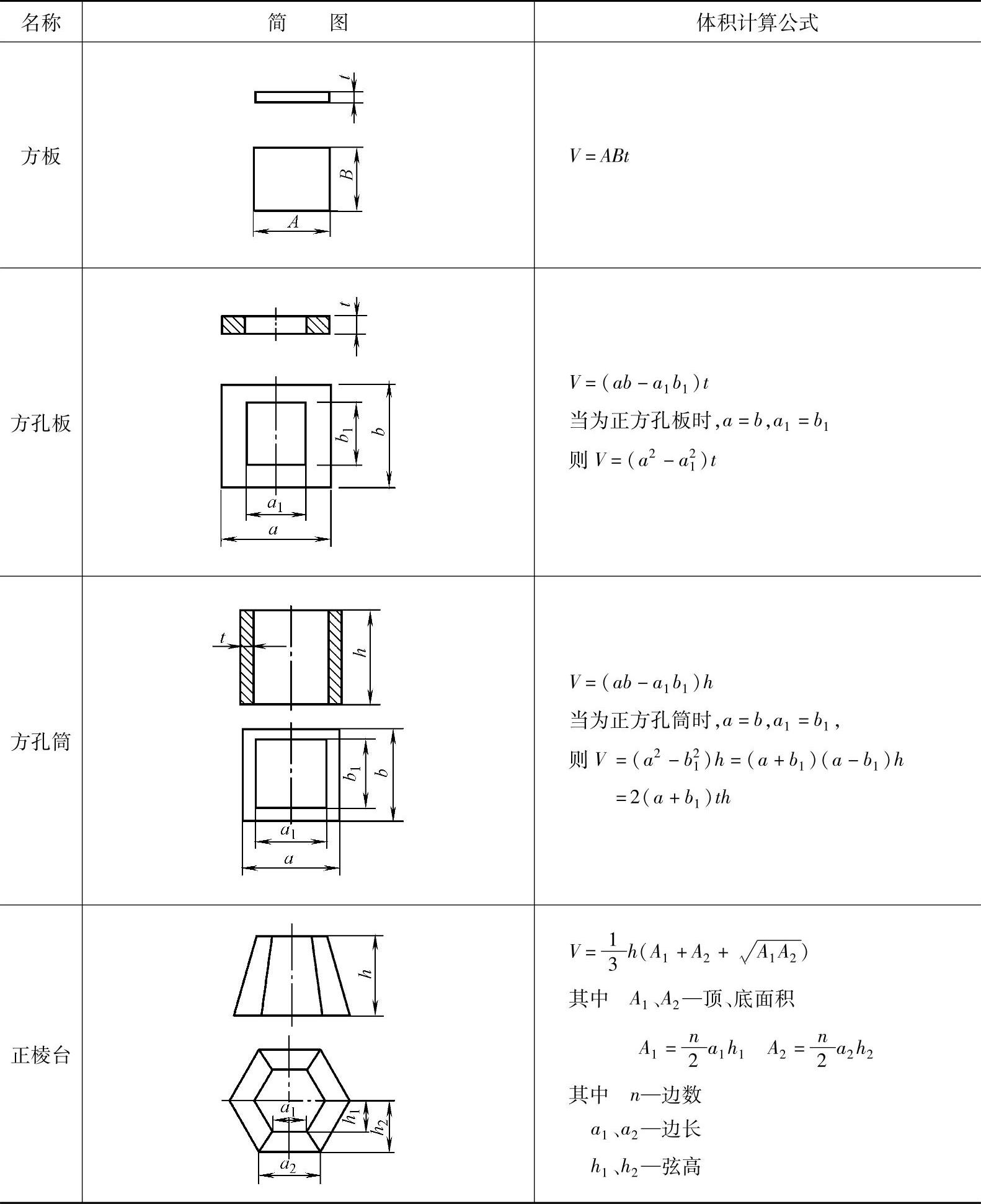
不同挤压件的修边余量Δh可参照表3-2、表3-3选取。挤压件体积的计算可先将挤压件分成若干个简单的几何形状,分别算出这些简单几何形状的体积(见表3-4),然后相加,其和即为挤压件的体积。
表3-2 轴对称冷挤压件高度修边余量Δh值 (单位:mm)

注:1.当挤压件高度大于10mm时,修边余量为高度的5%。
2.复合挤压件的修边余量应适当加大。
3.矩形挤压件的修边余量,按表中所列数据加倍。
表3-3 大量生产铝质外壳所用的修边余量Δh值 (单位:mm)

注:表中所列数值适用于大量生产壁厚为0.3~0.4mm的薄壁铝制反挤压杯形件。
表3-4 各种简单几何形状体积的计算公式
(续)
2.毛坯内外径
毛坯的内外径尺寸可根据凸模与凹模的相应尺寸决定。通常情况下,毛坯的外径尺寸要接近成品零件的直径。为了便于将毛坯自由地放入模具型腔内,毛坯外径应比凹模型腔尺寸小0.1~0.2mm。为了便于将凸模伸入毛坯内孔,毛坯内孔一般比凸模相应尺寸大0.05~0.1mm,若制件孔的尺寸精度要求不高,则可大0.1~0.2mm;若制件孔的尺寸精度要求较高,则只能大0.01~0.05mm。对于反挤压壁厚精度要求较高的杯形件,在保证毛坯自由地放入模具型腔的情况下,间隙越小越有利。在使用硬质合金模具时,间隙一般为0.02mm左右。因此,毛坯的外径尺寸D0可以用下式表示:
D0=D件-Z (3-2)
式中 D件——挤压件的外径(mm);
Z——毛坯与模具之间的间隙(mm)。(https://www.xing528.com)
毛坯径向尺寸确定以后,就可算出横截面积。
3.毛坯高度
毛坯的体积及横截面积确定以后,它的高度可由下式求得

式中 h0——毛坯高度(mm);
V0——毛坯体积(mm);
A0——毛坯的横截面积(mm2)。
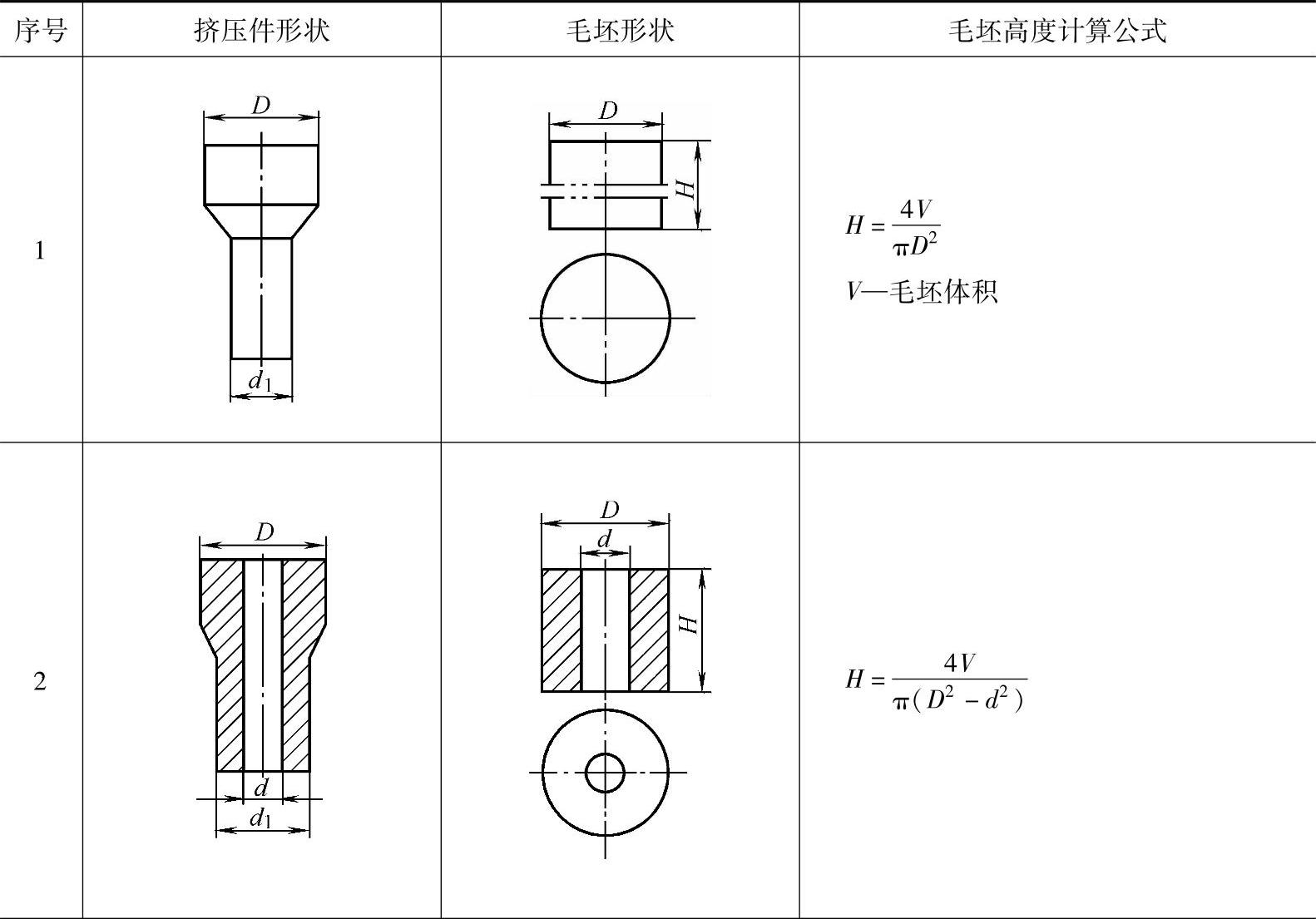
表3-5列出常见挤压件的毛坯高度的计算公式。
表3-5 各种形状毛坯高度的计算公式
(续)
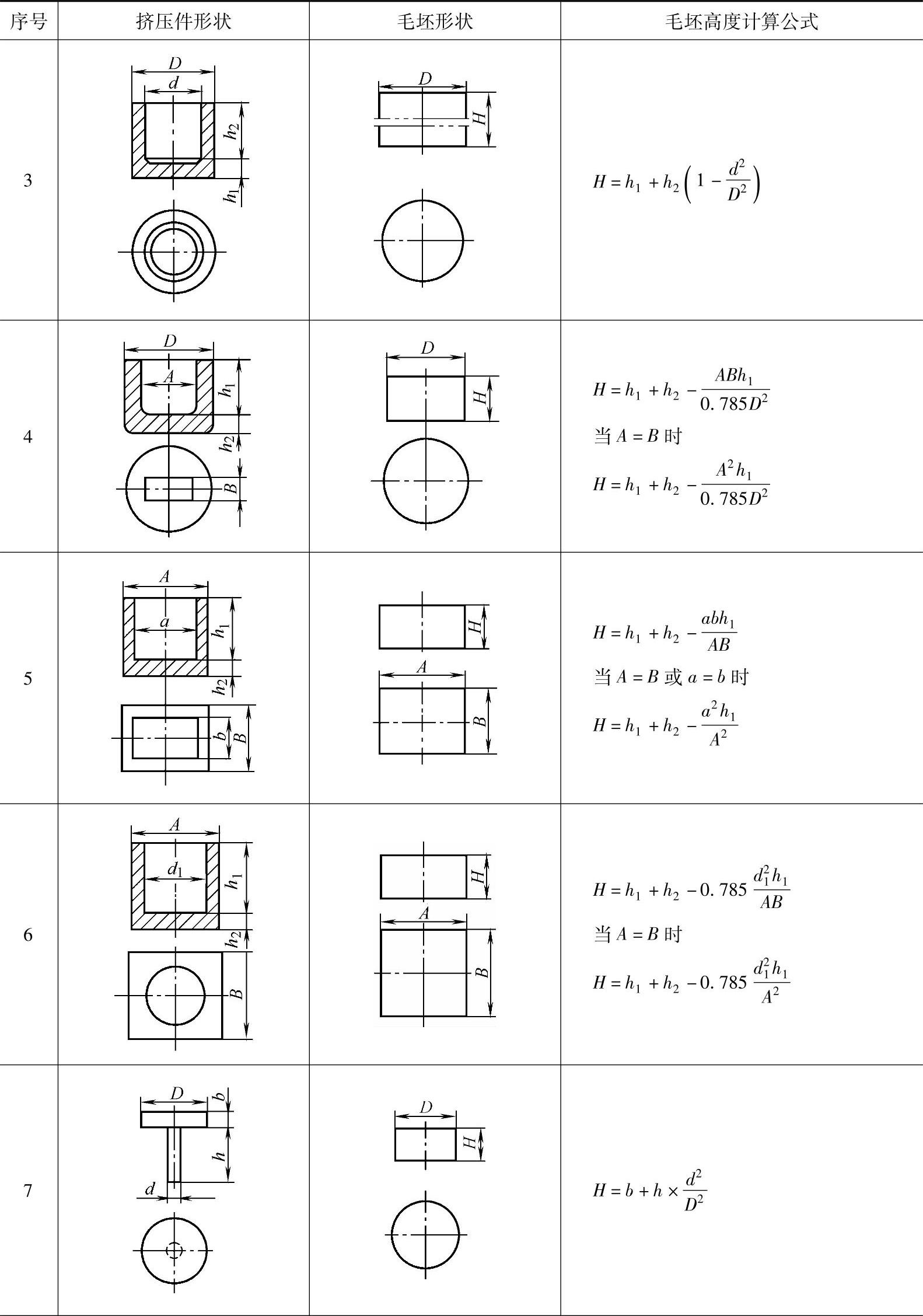
(续)

4.毛坯尺寸
毛坯尺寸的确定方法见表3-6,确定毛坯尺寸的计算步骤如下:
表3-6 毛坯尺寸的确定方法
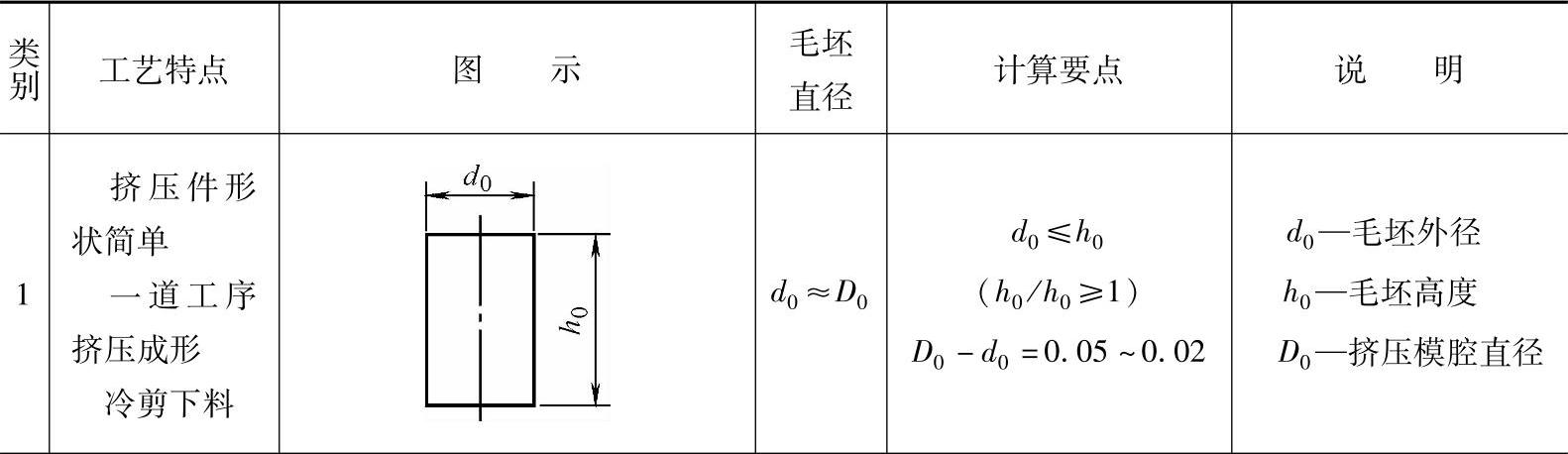
(续)
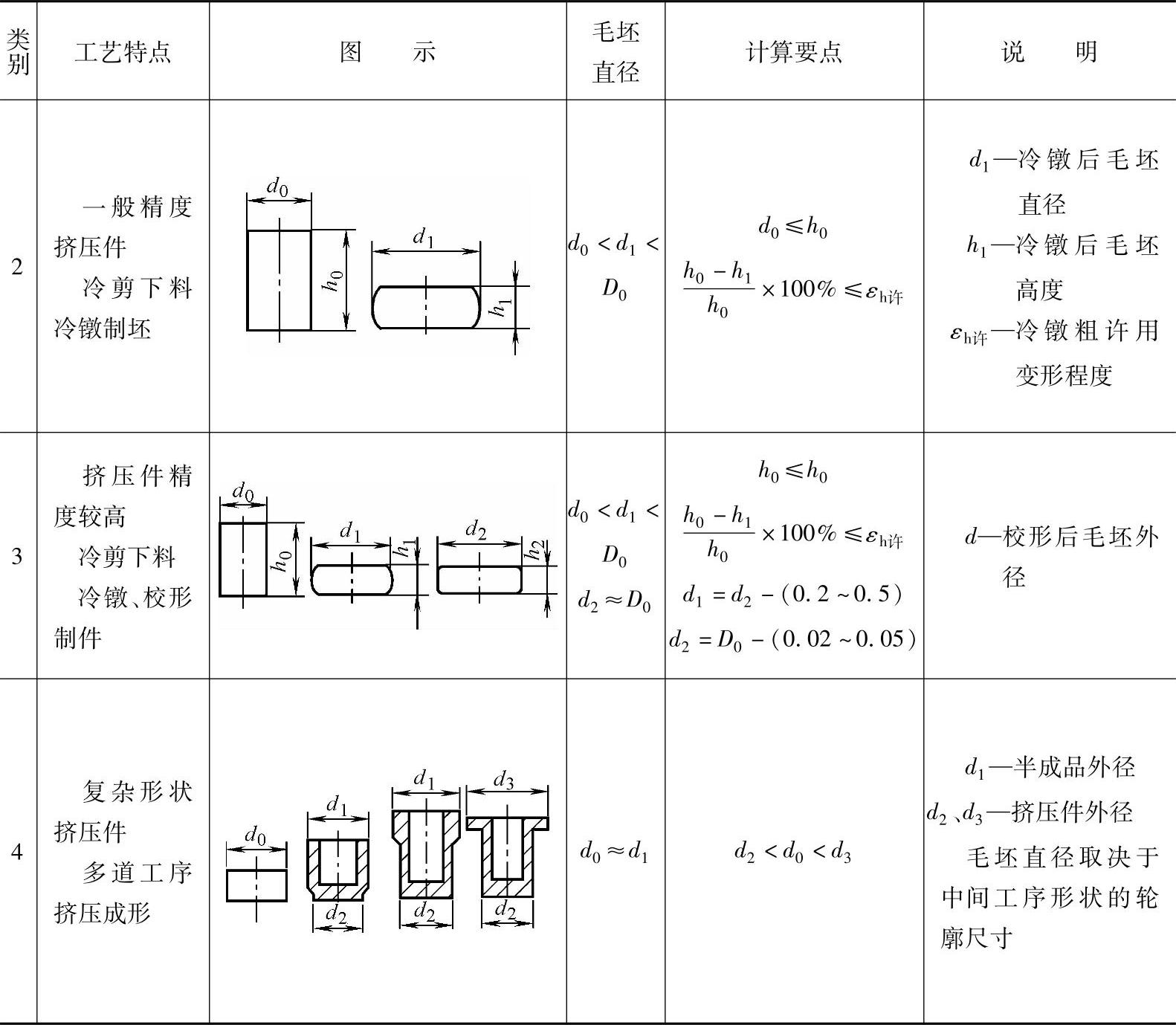
1)首先假定一种棒料直径d0。
2)计算毛坯高度h0。
3)计算毛坯的高度与直径之比h0/d0,h0/d0≥1。
4)校核冷镦变形率,设冷镦后毛坯高度为h1,则 。
。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。