



冷挤压加工是从有色金属开始的,这是由于有色金属冷挤压不像钢材冷挤压那样复杂,单位挤压力也较小。但随着含合金元素的增加,冷挤压性能变差,因此,应根据合金元素的不同含量来确定材料的冷挤压工艺性。
1.纯铝
工业用纯铝1070A、1060、1050A、1035、1200、8A06等,w(Al)高达99%以上,属面心立方晶格的纯金属,共有4×3个=12个滑移系,是一种很理想的冷挤压材料。它不仅变形抗力小,塑性好,且变形时几乎不产生加工硬化,因此模具的使用寿命较长,是一种冷挤压性能良好的材料。常用于冷挤压的工业纯铝的主要化学成分及力学性能见表2-4。
2.变形铝合金
冷挤压用变形铝合金主要有防锈铝、硬铝、锻铝等。
表2-4 常用于冷挤压的工业纯铝的主要化学成分及力学性能

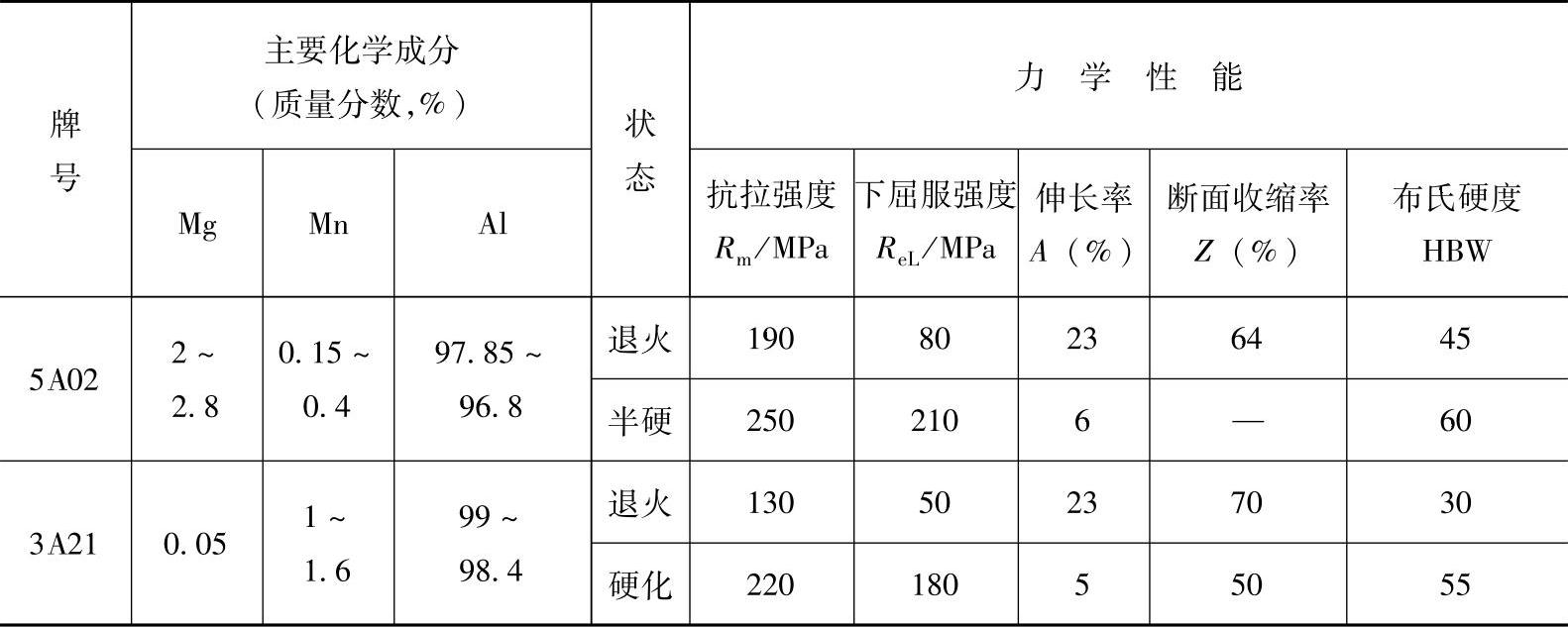
(1)防锈铝5A02、5A05、3A21是属于Al-Mn和Al-Mg系防锈铝合金,也是一种较为理想的冷挤压材料,其强度低,塑性高,冷挤压性能良好。但是具有较高的硬化倾向,不能进行热处理,主要靠冷作硬化来提高强度。常用于冷挤压的防锈铝合金有5A02和3A21,其化学成分及力学性能见表2-5。
表2-5 5A02和3A21的化学成分及力学性能
(2)硬铝2A01~2A11、2A12等是属于Al-Cu-Mg系硬铝合金,其中2A11为标准硬铝,2A12为高强度硬铝。目前应用较多的就是这两种硬铝。与纯铝、低碳钢比较,硬铝塑性较差,挤压强化效果不甚显著,且极易产生裂纹。因此,必须加强软化和润滑处理,制订不产生拉应力的最合理的变形条件和工艺方案。硬铝2A12既含有Cu,又含有Mg,形成数量较多的Al2CuMg(s相)及CuAl2(θ相)脆性化合物。因此,2A12比3A21难以冷挤压加工。2A11和2A12的化学成分及力学性能见表2-6。
表2-6 2A11和2A12的化学成分及力学性能

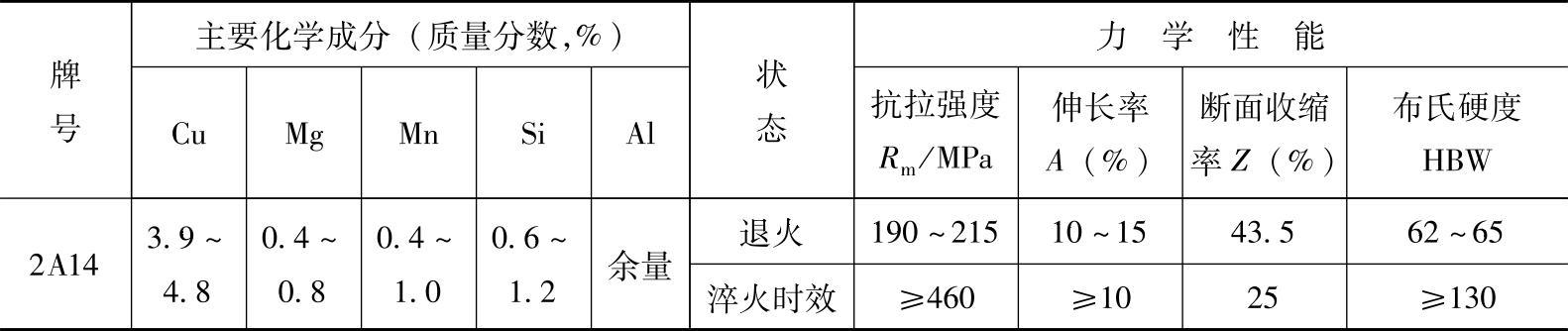
(3)锻铝2A14是属于Al-Cu-Mg-Si系锻铝合金,是一种高强度铝合金,与硬铝比较,硅含量较高,质量分数为0.6%~1.2%。硅可使2A14合金在热处理状态下的强度增加,淬火和人工时效后强度可达470MPa,比2A11高50MPa以上。但是塑性却不及2A11,尤其是冷态下的塑性较差,容易形成裂纹。因此,在加工锻铝合金时,要特别注意软化效果及工艺变形条件。2A14的化学成分及力学性能见表2-7。
表2-7 2A14的化学成分及力学性能
3.纯铜和无氧铜(https://www.xing528.com)
纯铜和无氧铜属于具有面心立方晶格的纯金属,和纯铝一样是一种冷挤压加工性能极好的材料。其软化状态的强度只有210MPa左右。
4.铜合金
由于工业纯铜的强度不高,限制了它作为结构材料使用。为了使铜具有一定的强度、韧性、耐磨性、导电、导热和耐蚀性等性能,在铜中加入了各种合金元素,如锌、锡、锰、铝、硅等。以锌为主要合金元素的铜合金称为黄铜;以锡为主要合金元素的铜合金称为青铜。
(1)黄铜 黄铜分为普通黄铜和特殊黄铜两类。
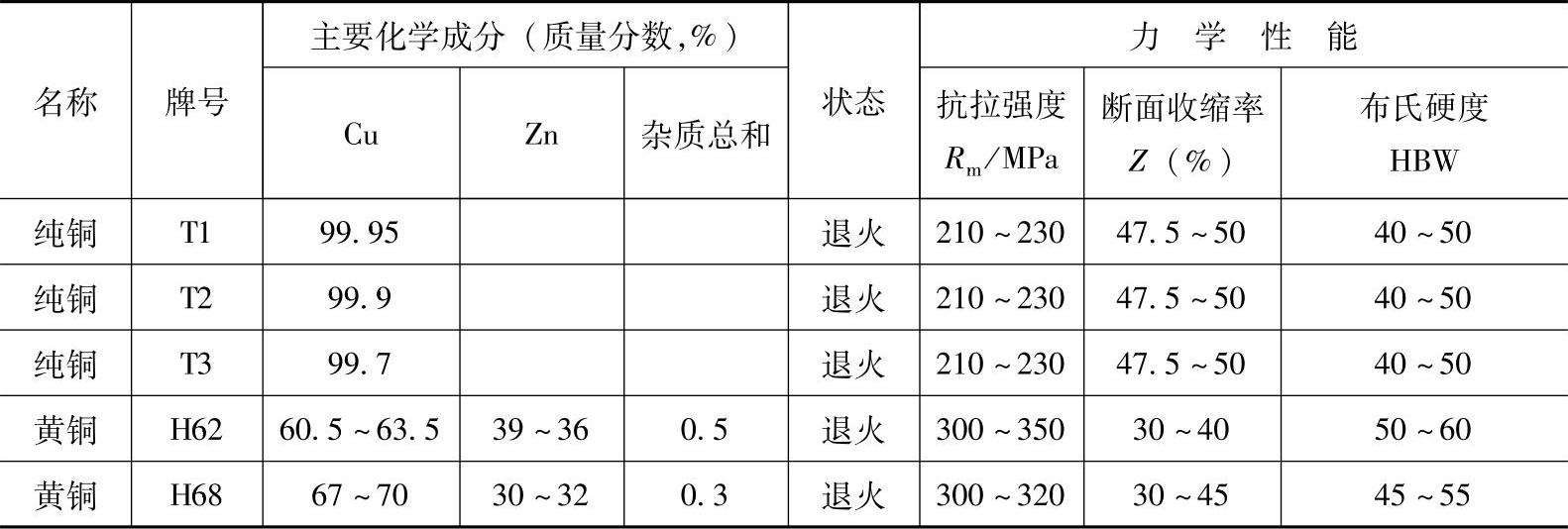
普通黄铜是铜锌二元合金。Zn加入Cu中,对Cu的力学性能有很大影响,如图2-4所示。由图可知,当黄铜中锌含量w(Zn)少于39%时,Zn溶解于Cu中形成面心立方晶格的置换固溶体α,α固溶体很软,塑性很高。当黄铜中加入的锌量w(Zn)超过39%时,便出现了硬脆的具有体心立方晶格的β相,它是以化合物CuZn为基具有体心立方晶格的固溶体,使伸长率A急剧下降,但抗拉强度Rm仍然增高。当锌含量w(Zn)大约为45%时,Rm达到极大值。若再增加锌含量,黄铜中便出现更加硬脆的γ相,它是以化合物Cu5Zn8为基的具有复杂立方晶格的固溶体,此时,黄铜的Rm急剧下降,因此,锌含量w(Zn)超过45%的铜锌合金是没有实用价值的。从上述分析可知,锌含量w(Zn)不超过39%的黄铜H62、H68、H70等均适宜于进行冷挤压加工。用于冷挤压的铜及其合金的化学成分及力学性能见表2-8。
(2)青铜 青铜的种类较多,一般按铜中含合金元素的种类来命名。例如,含Al的青铜叫铝青铜,含Sn的青铜叫锡青铜。在目前的技术条件下,冷挤压青铜是比较困难的。不过,冷挤压加工已获得成功的是锡磷青铜QSn6.5-0.15。这是由于这种锡磷青铜中的磷可以去氧,消除了极端硬而脆的化合物SnO2的有害作用,使这种锡磷青铜的力学性能和工艺性能都较好,因此适宜于进行冷挤压加工。
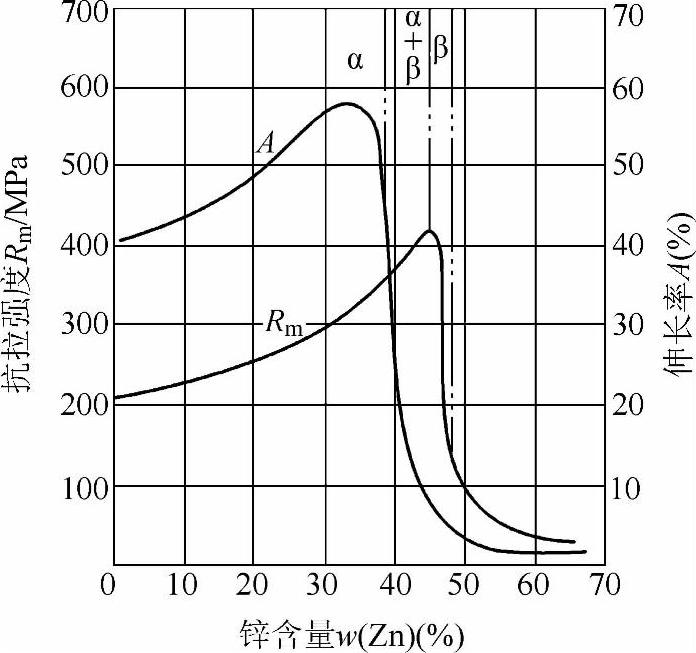
图2-4 锌对黄铜力学性能的影响
表2-8 冷挤压用铜及其合金的化学成分及力学性能
5.其他有色金属
纯镍可以进行冷挤压,但容易与模具粘附。因此,冷挤压前最好在镍的表面镀铜,镀层厚度约为0.02mm,并用氯化石蜡作为润滑剂。多道工序冷挤压时,应在带保护气体的电炉中进行中间退火。每次退火后,必须重新镀铜。
镍铜合金NiCu70-30也可以进行冷挤压加工。
纯钛可以进行冷挤压,但所需的单位挤压力较高。冷挤压前,毛坯要进行氟-磷酸盐表面处理,再用石墨、二硫化钼或合成树脂润滑。
锌合金如锌镉合金的挤压广泛用于干电池制造业。但不宜进行室温中的冷挤压,而应将锌镉合金加热至100°C左右,保温30~60min后再进行挤压较为合适。挤压时多用羊毛脂或硬脂酸锌作润滑剂。
镁及其合金不适宜于在室温中进行挤压,必须将毛坯加热至230~370°C时,才可以进行挤压加工。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。