



1.摩擦特点
冷挤压变形过程中,模具表面与毛坯直接接触,它们之间存在着滑动摩擦。由于冷挤压变形时的压力可高达2000~2500MPa以上,因此,冷挤压变形过程中的滑动摩擦与机器零件中的滑动摩擦有很大的差别。其主要特点如下所述。
(1)模具与毛坯的接触表面产生局部粘结 在冷挤压加工中,接触表面上的压力很高,故表面之间接合很紧密。在变形过程中,还有内部质点不断地迁移到接触表面上来。这些都使接触表面间的原子吸引力增大,从而使接触表面之间产生粘结的趋势增强。如果金属的粘结强度较高,则剪切变形将发生在变形金属表层下较软的区域内。在一般情况下,当沿接触表面产生滑动时,必然切断粘结面,沿该粘结面的切力就是摩擦力的一部分。
在冷挤压变形区内沿接触表面存在分子吸引力,并产生局部粘结,这可由冷挤压变形时产生死区金属得到证明。
(2)接触表面的机械咬合 由于模具和毛坯表面实际上都具有一定的平面度误差,存在着微观的凸起和凹谷,彼此接触时互相嵌入,形成如图1-53所示的机械咬合。当接触表面产生滑动时,模具表面的凸起必须碾平陷进凹谷内的变形金属。很显然,凸起越高,压入变形金属内的深度大,表面沿切向位移所需的力就越大,也就是摩擦阻力越大。
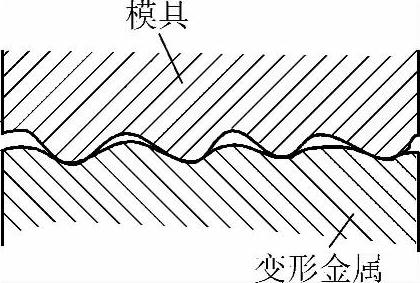
图1-53 接触表面的机械咬合
(3)中间物质的剪切 在冷挤压加工中,在模具与变形金属的接触表面之间,常有中间物质存在,形成一定厚度的隔离层,部分地或全部地屏蔽着金属的表面。这些中间物质主要为金属表面上的工艺润滑剂、水和灰尘等,对摩擦过程有很大的影响。通常是中间物质的强度大大地低于变形金属。当沿接触表面产生滑动时,将在中间物质的隔离层内发生剪切变形。该剪切力为摩擦阻力的一部分。
2.滑动摩擦种类
冷挤压加工中,为了减少摩擦阻力,应加润滑剂。生产实践证明,润滑剂性能的优劣对于摩擦过程有着很大的影响。现根据润滑剂隔离层的厚度和存在情况,将冷挤压中的滑动摩擦分为如下三种基本类型。(https://www.xing528.com)
(1)液体润滑摩擦 在模具与变形金属的接触表面之间存在较厚的润滑层,当其厚度大于分子距离的1000倍时,可形成液体润滑摩擦。由于冷挤压加工压力很大,润滑剂将部分地被挤出,因此,在冷挤压过程中,只可能在部分接触表面上形成液体润滑摩擦。
(2)吸附润滑摩擦(边界摩擦) 在模具与变形金属的接触表面之间,仅存在润滑剂吸附层的润滑摩擦,称为吸附润滑摩擦或边界摩擦。由于在吸附层内分子成为定向排列,润滑剂的吸附层不具有液体的基本物理性质——流动性,而相当于固体物质,因此能承受较大的压力,具有较低的层间剪切阻力。如果润滑剂能在接触表面形成紧附于金属表面上的高塑性的吸附层,其润滑效果更好。但是,完全的吸附润滑摩擦,在实际中是难以找到的。这是因为接触表面总不是理想的那么平直和光滑。在冷挤压变形过程中,吸附层一旦在部分接触表面间遭到破坏,便形成半干摩擦。
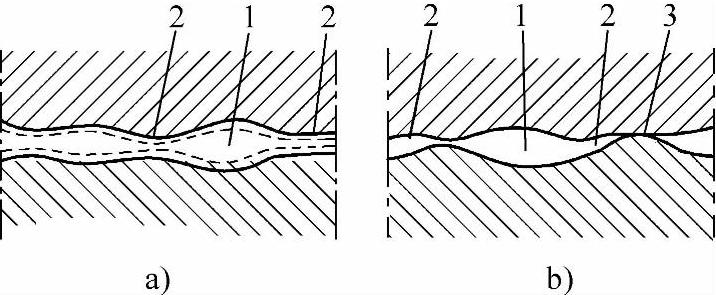
图1-54 接触表面的实际摩擦状态
a)润滑情况良好 b)润滑情况较差
1—液体润滑摩擦 2—边界摩擦 3—半干摩擦
(3)干摩擦 接触表面之间没有润滑剂薄膜和任何杂质存在,摩擦表面处于直接接触状态的摩擦,称为干摩擦。实际上,真正的干摩擦只能在高真空中实现。在冷挤压中,绝对的干摩擦是不存在的,也是不希望的。如果出现真正的干摩擦,接触表面必产生粘结(粘附),从而伴随接触表面间的相对滑动而产生严重的表面擦伤。
冷挤压中的摩擦皆是上述几种滑动摩擦的混合情况,如图1-54所示。当采用良好的润滑剂时,形成液体润滑摩擦和吸附润滑摩擦的混合摩擦情况;当采用一般的润滑剂时,则形成液体润滑摩擦、吸附润滑摩擦和半干摩擦的混合摩擦情况。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。