



对开关电器领域广泛应用的可分离电接触,研究触头间电弧放电与触头材料之间的相互作用机理有着重要的理论价值和实际意义。电弧造成的最重要的影响之一就是造成触头材料的磨损。触头磨损是因为无论阳极还是阴极都在电弧弧根的加热下达到了触头材料的沸点,即使电弧在触头表面快速移动,电弧弧根也会使其下面的触头表面熔化。引起触头发热的各个因素已经在4.4.2节和4.4.3节中讨论过,图4-128对此进行了一个小结。
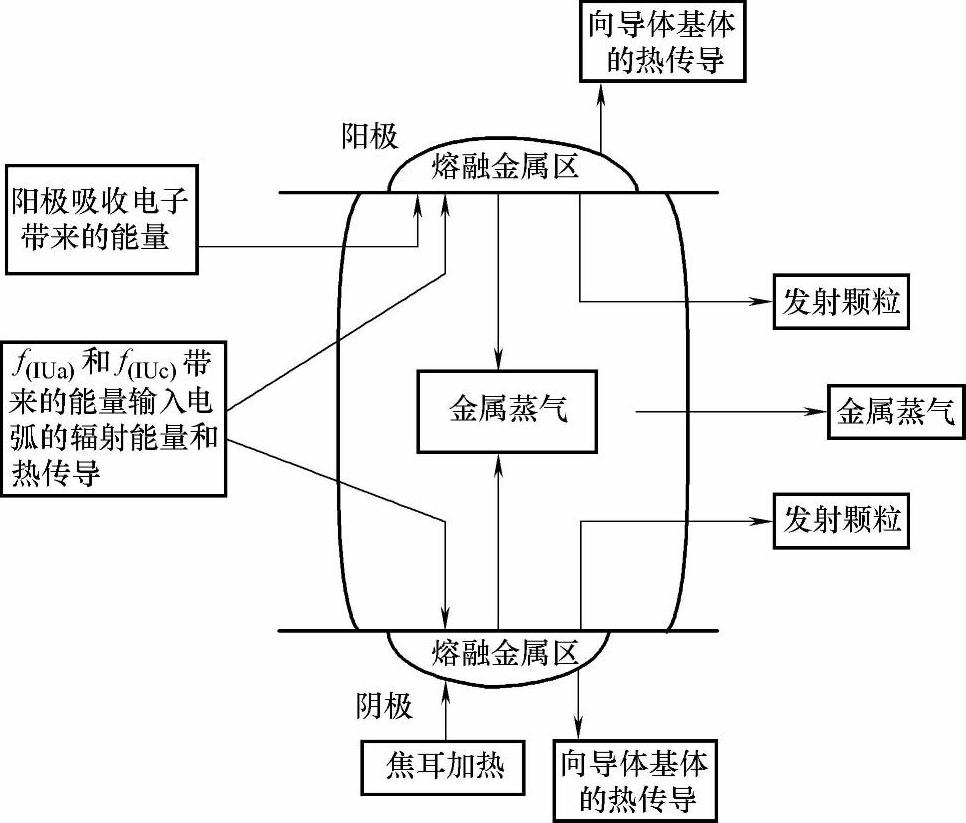
图4-128 燃弧中触头上的能量平衡及其对触头磨损的影响
每次操作引起的触头磨损量与许多参数有关:
1)电路中电流的大小;
2)燃弧时间;
3)触头材料;
4)触头尺寸和形状;
5)触头打开速度;
6)触头合闸弹跳;
7)触头开距;
8)电弧在触头上的运动;
9)灭弧室的设计。
在触头接触中机械力的作用下触头磨损现象变得更为复杂,如触头合闸产生碰撞的情况。这些由开关机构所引起的应力会对触头材料产生多种不同方式的影响,具体的影响取决于触头材料及其制造工艺。
因此我们只能定性地讨论电弧造成的触头磨损的一般原理,给出的与设计相关的信息也只能作为一个指导,只有对开关进行相关实验才能给出针对于某一样机的准确触头磨损信息。
下面我们对此进行说明,原则上每次操作引起的触头质量损失可由下式给出:
质量损失=f(输入触头的总功率) (4-123)
这个看起来简单的方程实际上其两端项都很复杂,让我们来分别进行分析。
质量损失有多少?在一个触头上的总质量损失由如下部分组成:从电弧弧根处蒸发的金属蒸气;从电弧弧根处发射的金属液滴;重新沉积到触头表面的金属;从对面触头上转移过来的金属。
对于一次开关操作来说即使是很仔细地对参数进行了控制,实际的烧蚀量仍很难预测。
输入触头的总功率也很难定量。我们一般可以测量电流I(t),也能测量到触头上的电弧电压UA(t),但是让我们以阴极为例看一看其能量输入的分量(见4.4.2节):离子输入功率=f1(I×阴极压降);辐射输入功率=f2(I×UA);中性原子输入功率=f3(I×UA);对触头的焦耳加热=f4(I2)。同样这也很难用数学模型描述。
因此绝大多数研究者都在一种装置上对不同触头材料进行比较研究,而大多数开关设备的设计工程师都通过电流开断实验及其开断次数的方法来检验该设备是否能应用于某一场合。然而我们一定要注意许多关于触头烧蚀的文献给出的数据是针对某一设备和具体场合的,不具有普遍性,只能用作参考值。下面几节给出了几个需要考虑的参数。
1.触头合分时的烧蚀(https://www.xing528.com)
在合闸过程中触头逐渐靠近,在触头接触前的某一开距下就会发生击穿产生电弧,其燃弧时间取决于电路电压和触头合闸速度,但是这个时间通常都很短。当触头接触后,它们可能碰撞后弹开,再次在触头间形成电弧。在某些开关装置中,触头弹跳时间可能达到几个ms。触头弹跳的特性也会对触头烧蚀产生影响。因此合闸造成的触头烧蚀有可能比分闸造成的触头烧蚀大得多。对于接触器来说,当它用于控制电动机时,其关合电流通常是分断电流的6倍,因此其合闸时的触头烧蚀更有可能比分闸时的触头烧蚀大得多。图4-129示出触头对在只进行分断电流操作和只进行关合电流操作下的触头材料损失与燃弧时间之比。
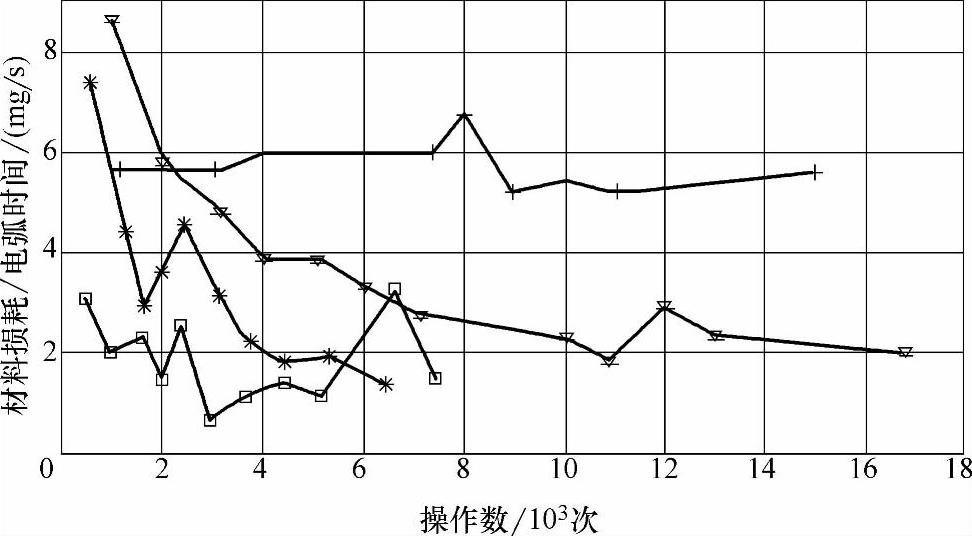
图4-129 银金属氧化物触头只进行分断电流操作和只进行关合电流操作下的触头磨损
 —Ag CdO关合 +—Ag SnO2关合 *—Ag CdO分断 □—Ag SnO2分断
—Ag CdO关合 +—Ag SnO2关合 *—Ag CdO分断 □—Ag SnO2分断
2.电弧电流的影响
图4-130示出在电流达到1000A左右时触头烧蚀出现跳跃性增长,在这个电流下磨损率增加了30倍,图中跳跃性磨损电流DEC指图上垂直线部分电流,对AgCdO为1000A。
触头磨损率(μg/s)可用下式表示:

对AgCdO触头,I<1000A时k1=0.4,I>1000A时k1=6。
这种效应很有可能是大电流电弧在自生磁场的箍缩下造成电弧的收缩效应而引起的,此时不仅电弧直径变小,而且阴极和阳极上电弧弧根斑点直径也减小,电弧斑点中的功率密度增大,导致电弧斑点过度加热,从而斑点区域会喷射出金属蒸气或金属液滴造成触头的严重磨损。式(4-124)中的指数与实验条件关系非常密切,从相关的文献看其范围在1.0~3.7之间。
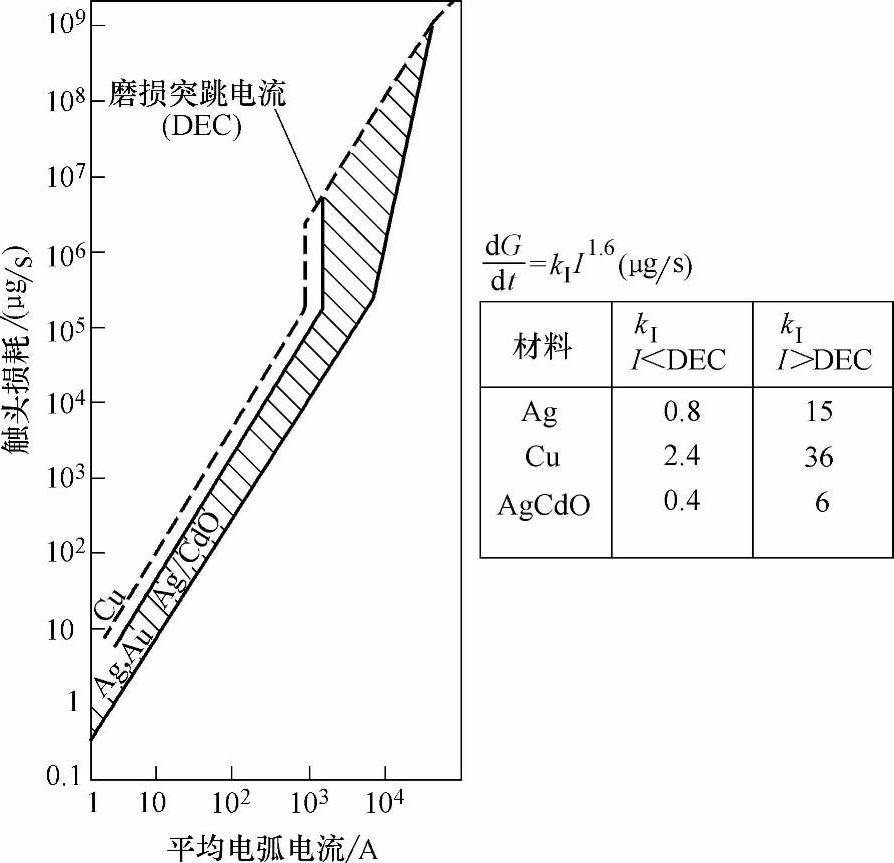
图4-130 在大电流下触头磨损出现跳跃性增长
3.触头大小的影响
热传导将热从触头表面带走,因此热传导是影响触头烧蚀量的一个重要参数。触头的尺寸,如面积,长度、宽度和厚度等都对触头烧蚀量有重要影响。图4-131~图4-133给出了触头形状和尺寸对AgW触头电弧烧蚀量的影响,图中n为操作次数,对圆形触头,D为触头直径,A为触头面积,对长方形触头,高度a=10mm,ΔmA为阳极磨损量,ΔmC为阴极磨损量,材料取两种,分别为AgW50和AgW65。
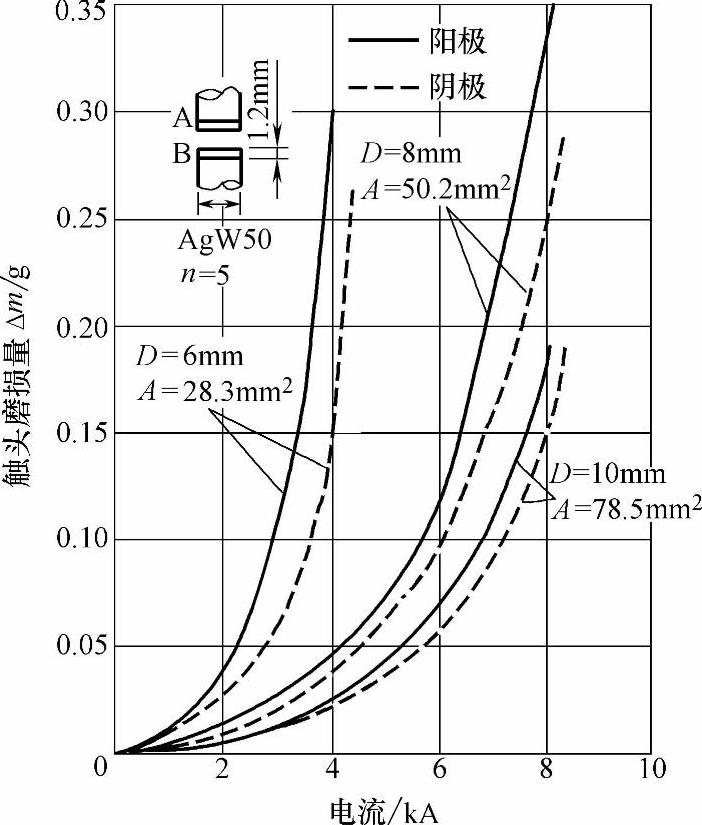
图4-131 触头面积对AgW触头电弧磨损量的影响
对于电流小于50A情况,我们有可能根据应用场合对需要的触头体积作一个评估。图4-134示出一个电弧弧根位于一个触头表面上,对于这种情况根据经验法则可知触头直径Dc至少应为电弧弧根直径Da的三倍,触头厚度应比电弧熔化深度大,其经验值为Tm=Da/4电弧弧根电流密度也示于图4-134中,电流给定时其电弧弧根直径即可算出。
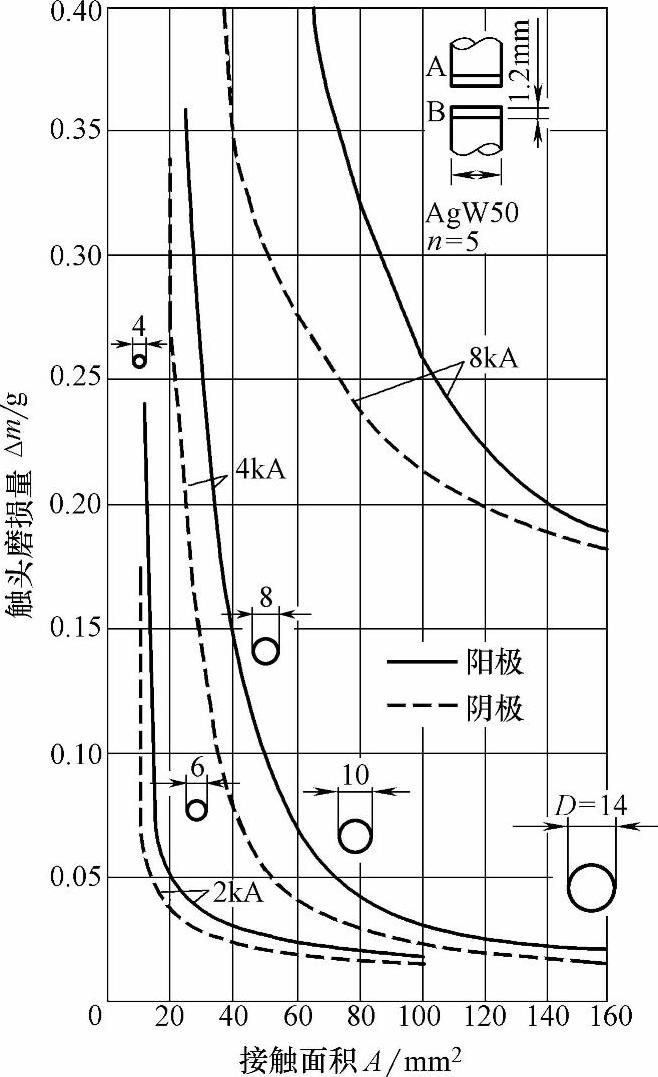
图4-132 触头面积对AgW触头电弧磨损量的影响
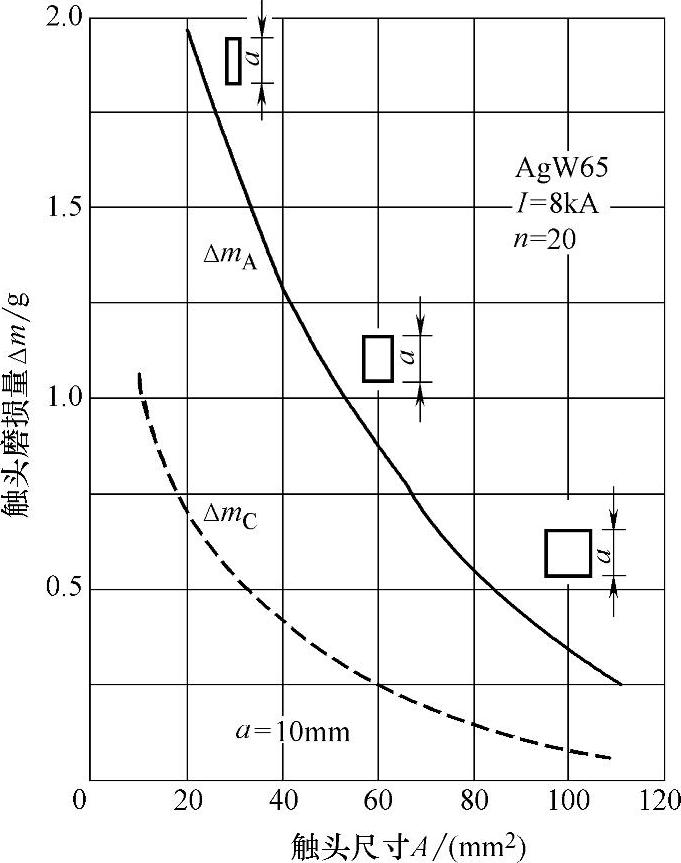
图4-133 触头尺寸对AgW触头电弧磨损量的影响
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。