



利用产气材料实现气吹灭弧的机理,放置在灭弧室内的产气材料在电弧作用下产气,产生的气体提高了灭弧室压力,促进气体流动而冷却电弧,并且有助于驱动电弧进入栅片,因而采用产气材料产气可提高电弧电压,增大断路器限流性能,另一方面产气材料同样对提高电弧电流过零后的介质恢复强度有显著作用,考虑到电流过零瞬间弧隙的温度在3000~5000℃之间,因而选择的产气材料,应该使产生的气体在这一温度段中有良好的导热性能,并要求它的介质强度能超过开断回路的恢复电压。电流过零以后,让灭弧室内高温的游离态气体尽可能排出灭弧室可以提高过零后的介质恢复强度。美国CutlerHammer公司的J.J.Shea用一个模型灭弧室,研究了不同产气材料和灭弧室出气口面积的介质恢复强度。
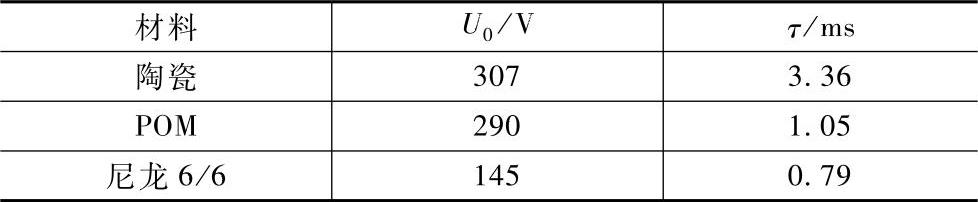
模型灭弧室的结构如图4-97所示,设计的尺寸近似小功率塑壳断路器的灭弧室,云母玻璃陶瓷制作外壳,前后二侧可放置各种绝缘材料,外壳左侧开出气口,出气口大小可以改变,触头系统的导入和导出板设计成能消除触头系统的自励磁场,使电弧稳定在触头上燃烧,动静触头材料用银钨AgW,触头间隙为1.6mm,用一快速螺管电磁铁操作动触头,其打开速度为4.1m/s,灭弧室体积为80cm3,出气口面积为0.5cm2。实验电流由振荡回路提供,开断电流峰值为12kA。在上述条件下,采用陶瓷,POM(聚甲醛)和尼龙6/6(聚酰胺)作为两侧绝缘材料,前者为不产气材料,后两者为产气的热塑性材料,采用双电源法电路测试侧壁设置三种不同绝缘材料的介质恢复强度,测试结果如图4-98所示。所获得的曲线在Ubd为1000V以下比较接近直线,因而可用一定斜率的直线来逼近,如图4-98中的虚线,若用式(4-75)来表示介质恢复特征,则此直线斜率即表示介质恢复过程时间常数τ,对图4-98三条曲线的τ,见表4-7,由表4-7和图4-98可以看出,尼龙6/6和POM为产气材料,因而介质恢复较快,而陶瓷介质恢复较慢,表4-7中当电流过零瞬间的击穿电压U0等多次实验统计值,同为产气材料,尼龙6/6尽管它的U0较低,但由于时间常数τ最小,因而介质恢复最快,产气材料所以能获得电弧电流过零后较快增长的介质恢复过程,是由于产气材料使灭弧室压力增加,促进了气流的冷却作用。但采用产气材料作为器壁,在灭弧室经过多次开断操作后,分解的炭粒子会沉积在器壁表面,而影响产气材料的作用,使灭弧室压力降低,产气材料的作用减弱。其次,触头材料也会影响介质恢复,低压断路器普遍采用银钨触头,开始操作时,由于触头表面银的成分较多,开断中银的蒸气较浓,因而会使击穿电压降低,多次操作后,表面银含量减少,而钨是难熔金属,因而银的蒸气减少,这会使介质恢复强度提高。
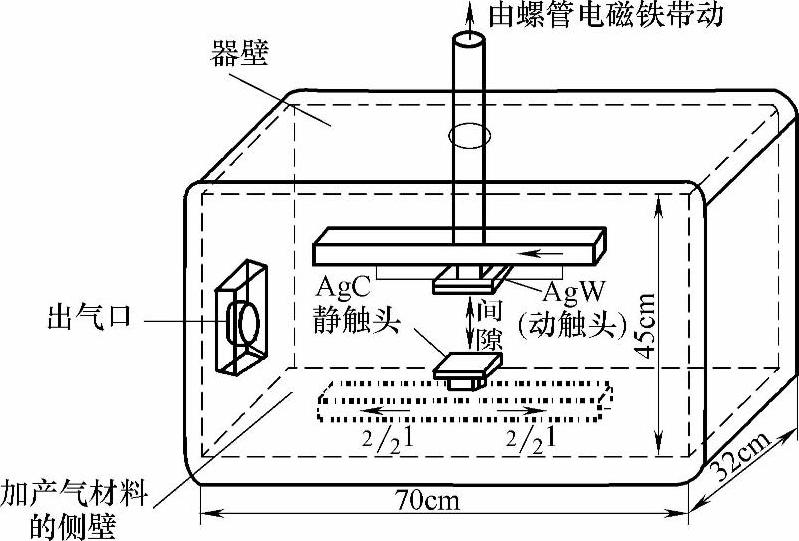
图4-97 用于测量介质强度的模型灭弧室
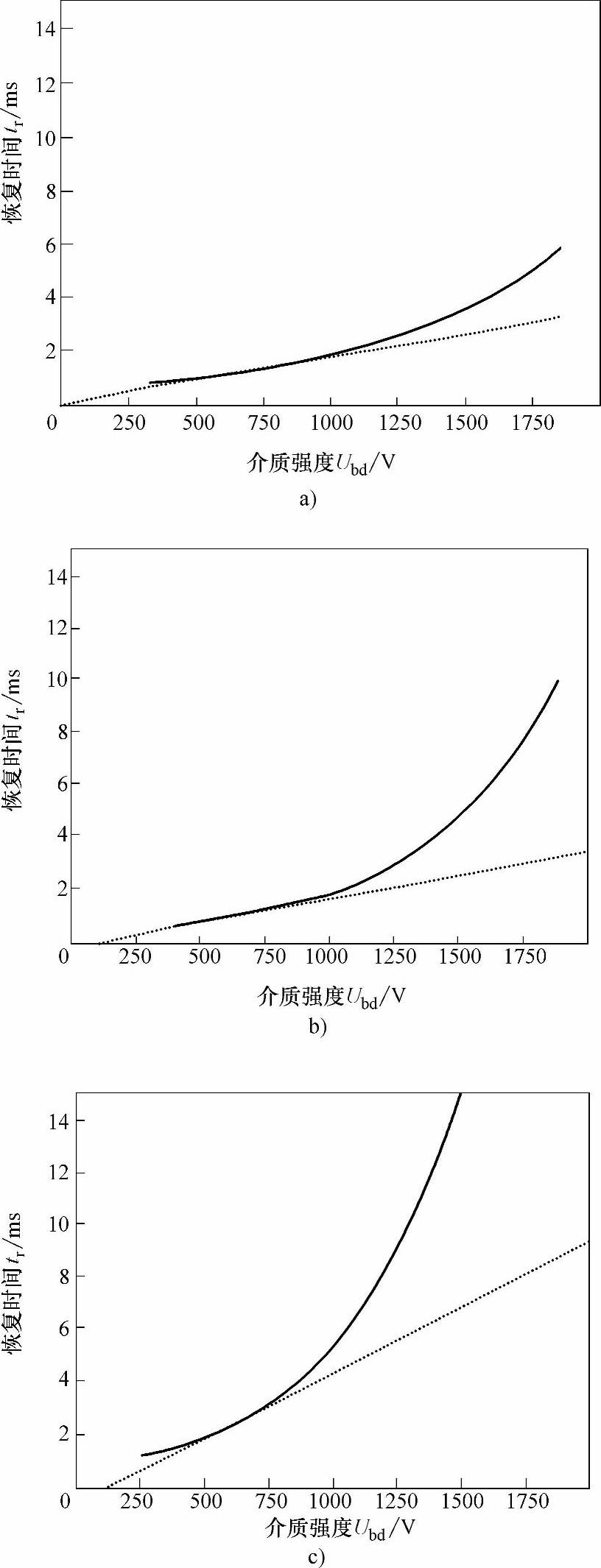
图4-98 三种器壁绝缘材料的介质恢复特性
a)尼龙6/6 b)POM c)陶瓷
表4-7 由实测结果获得的三种侧壁绝缘材料的参数U0和τ
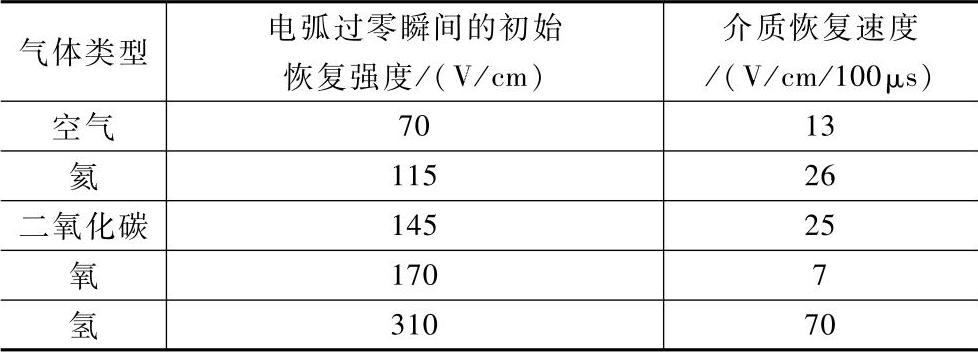
产气绝缘材料的选择应注意产生的气体中的含氢量,因为氢气的导热性最好,因而可获得最高的介质恢复强度。表4-8为600A的电弧在不同气体介质中恢复强度的对比。由表可见,氦、二氧化碳、氧和氢的电流过零后初始介质恢复强度都较空气为高,而氢气的初始介质恢复强度和介质恢复速度都远较其它气体为高。
表4-8 600A电弧的各种气体介质恢复强度对比
 (https://www.xing528.com)
(https://www.xing528.com)
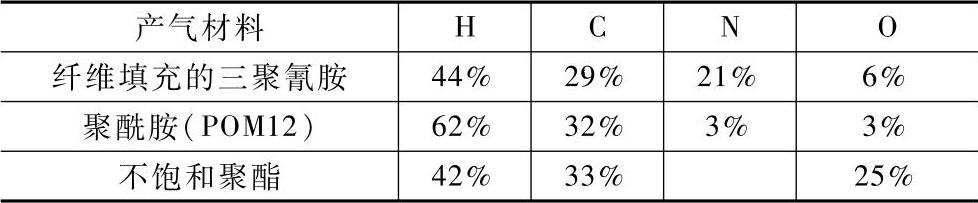
表4-9为几种产气材料的组分和含氢量,其中POM12(聚酰胺)的含氢量最多。
表4-9 几种产气材料的组分
采用同一个实验模型,动触头用银钨AgW,静触头用银石墨AgC,器壁两侧不放置绝缘材料。在开断电流分别为3kA、10kA、15kA条件下,改变出气口直径dh为3.2mm、6.4mm、12.7mm,测量不同出气口尺寸对介质恢复过程的影响。
测量结果见图4-99和图4-100,图4-99表示开断电流为15kA时不同出气口直径dh的介质恢复过程Ebd/Pbd=f(tbd),纵坐标取Ebd/Pbd是按照式(4-76)要求来绘制的,由图中可以看出,在同一开断电流下,出气口的直径越大,电流过零后,游离气体可从出气口逸出,有利于电弧冷却,因而介质恢复过程的曲线越高。
由图4-100的曲线得出,当开断为15kA时,出气口直径dh为12.7mm的恢复强度Ubd,较6.4mm直径的高上近一倍,但出气口尺寸也有一定限度,当出气口尺寸过大时,灭弧室内压力降低,反而不利于气吹作用,另外,还容易造成电弧在出气口喷出后引起相间短路。
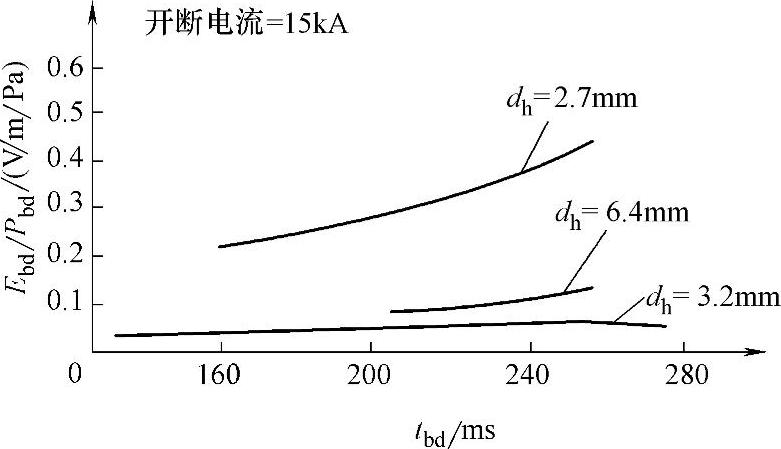
图4-99 开断电流为15kA时,不同出气口直径的介质恢复过程
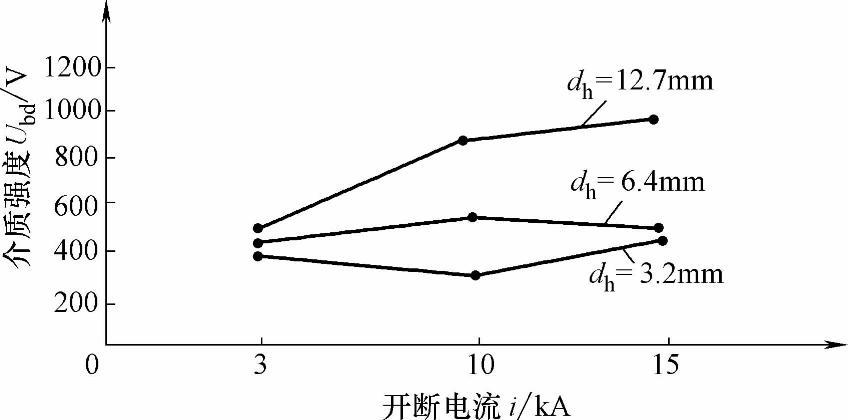
图4-100 不同出气口直径dh和不同开断电流的介质强度
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。