



【摘要】:用镶齿法修复齿轮 对于个别断齿,且该齿轮上其他轮齿完好;同时,对该齿轮精度要求不很高、工作速度较低的情况下,可用镶齿法修复,见图11-2。拼接法修复齿轮的工艺,应特别注意以下几个方面。为了保证拼接部分与原齿轮齿距均匀,应在拼接的全过程中多次反复测量公法线长度W,见图11-5。
(1)用镶齿法修复齿轮 对于个别断齿,且该齿轮上其他轮齿完好(特别应注意断齿的相邻齿的情况);同时,对该齿轮精度要求不很高、工作速度较低的情况下,可用镶齿法修复,见图11-2。
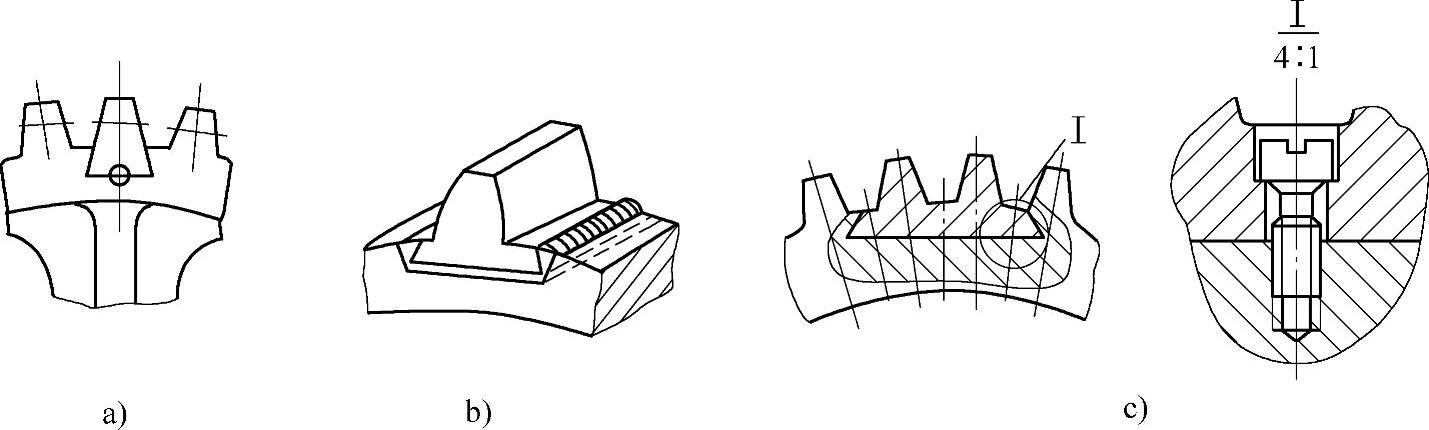
图11-2 用镶齿法修复齿轮
a)用燕尾槽固定(加螺钉) b)焊接固定 c)用燕尾槽和螺钉联合固定
(2)用堆焊法修复断齿齿轮 用堆焊法修复个别断齿时,在焊前必须认真判别断齿模式,对于断口面上的裂纹,特别是疲劳裂纹必须清根至裂纹前沿,再予施焊。再者,为避免焊接过程的热影响,可将齿轮浸入水中,仅将施焊部分露出水面,并对其邻近堆焊处的表面用石棉布2遮盖,见图11-3。堆焊的其他工艺要求,参见11.2.1节。
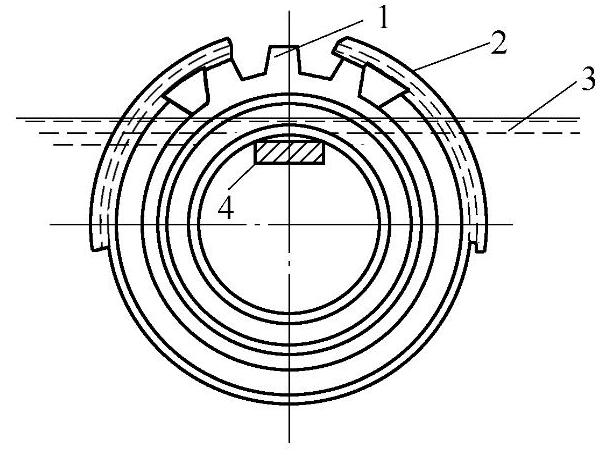
图11-3 个别轮齿的局部堆焊(https://www.xing528.com)
1—焊齿 2—遮板(石棉布) 3—水槽 4—托梁
(3)用拼接法修复齿轮 大型齿环断裂时,或较大的齿轮有部分齿损坏时,可用拼接法修复。拼接法修复齿轮的工艺,应特别注意以下几个方面。
宜用气焊或锯(或无齿锯)割去齿轮的损坏部位,然后必须用专用工具使变形的齿轮恢复原形,见图11-4。再在另一个不能修复的同样齿轮上取下需要的部分,或按缺口尺寸形状用与原齿轮相同或相近材质的材料制成一部分齿环,焊到缺口上。
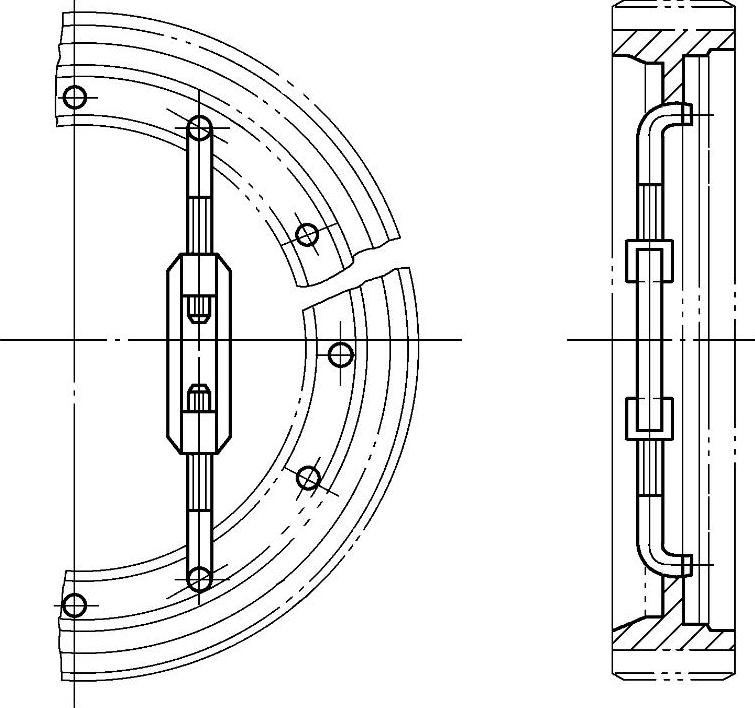
图11-4 恢复齿轮原形位的专用工具
焊前应在焊接处磨出45°坡口,成为8~10mm宽的焊缝,焊后进行机械加工。为了保证拼接部分与原齿轮齿距均匀,应在拼接的全过程中多次反复测量公法线长度W,见图11-5。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。