



1)本检测方法适用现场在用、或已用出现损伤的重载齿轮,以采取无损宏观检测方法为主。在必要时和有条件时,采取金相、显微分析检测方法。
2)检测的轮齿应是损伤最严重的轮齿,而且有一个轮齿的损伤检测结果达到失效指标,即可作为判定失效的充分判据。
3)轮齿磨损的测量。
①采用齿厚游标卡尺,以齿顶定位,测量齿根磨损前的厚度s、磨损后的厚度s′及高度h′,采用样板测量ρf′,见图10-11。也可以采用普通游标卡尺,从齿轮端部测量s、s′、h′,见图10-12。
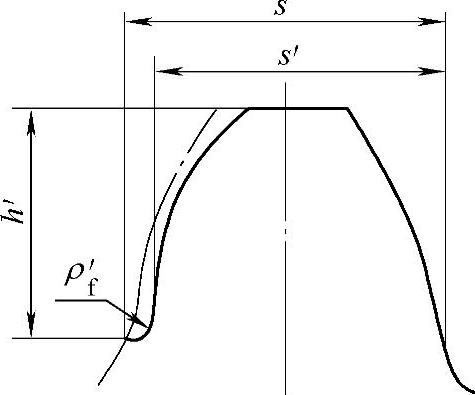
图10-11 样板测量
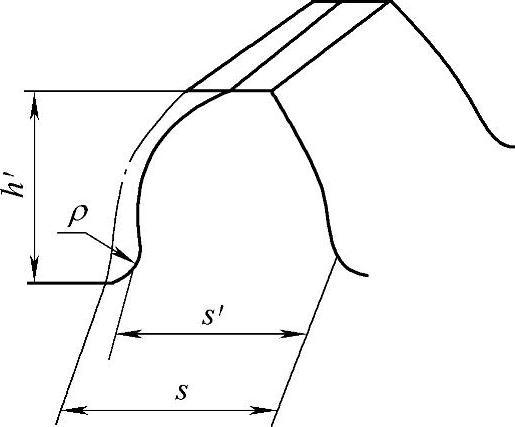
图10-12 齿轮端部
②根据测量不同齿高的厚度,描绘磨损后的齿形。
4)轮齿点蚀、剥落、胶合擦伤、烧伤面积和深度的检测。(https://www.xing528.com)
①面积的测量:
a.用覆膜或拍照法记录齿面的损伤状况,借助轮廓投影仪或其他显示放大工具计量损伤面积。
b.直接在齿面上用游标卡尺或直尺等测量损伤区域尺寸,描绘损伤情况草图,计算损伤面积。
②深度的测量:可用测量误差不大于齿轮法向模数5/1000左右的各种方法测量。当点蚀或剥落坑底有微裂或溃碎不能直接测量到坑底实际深度时,应设法清除微裂、溃碎层后,再进行深度测量。当点蚀、磨损同时存在时,点蚀坑深度值中应计入磨损量。
③齿面产生剥落的轮齿硬化层检验:对齿面已产生严重剥落的齿轮,可在轮齿端面用手砂轮磨去硬化层,抛光后用4%的硝酸酒精腐蚀,检验显微组织并测量硬化层深度。
5)齿轮塑变的测量。
测量离齿顶不同高度的齿厚,描绘出塑变后的齿形,并与理论齿形对比,以确定塑变的大小。测量的方法、工具与测量轮齿磨损相同。
6)噪声声功率的测定按GB/T 6404.1进行。
7)振动速度值的测定按GB/T 6404.2进行。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。