



一般力求避免应力集中现象,但是由于各种设计要求,应力集中又是避免不了的,所以主要想办法降低应力集中本身大小,或是降低应力集中的危害。达到这个目的有两方面的措施,即改善设计和强化材料。
(1)从设计方面降低应力集中
1)在变截面部位尽可能加大过渡部分的圆角,使过渡区接近于流线型,同时也要考虑制造工艺性,实际上采用椭圆形过渡比圆弧过渡更好。
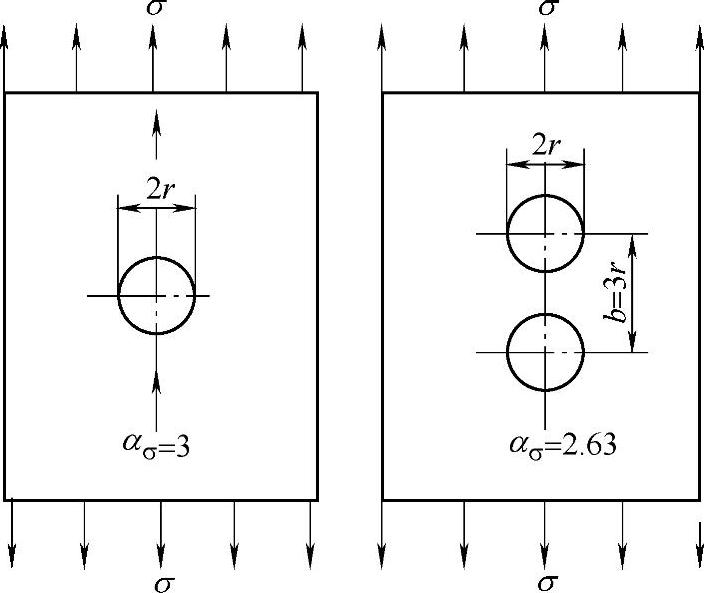
图2-40 增开缺口(或圆孔)对应力集中的影响
2)根据零件的受力方向和位置选择适当的开孔部位。孔一般应开在低应力区,如非开在高应力区不可,则应采取补强措施,椭圆孔的长轴应与主应力方向平行,以降低应力集中系数。
3)在应力集中区附近的低应力部位增开缺口和圆孔,这样可使应力的流线比较平滑和缓,从而降低最大应力峰值。图2-40中左图的应力集中系数ασ=3,而图2-40中右图的应力集中系数则为ασ=2.63。同样,在应力集中区附近的低应力部位,加开卸载槽(图2-41),亦可改善应力集中情况。
 (https://www.xing528.com)
(https://www.xing528.com)
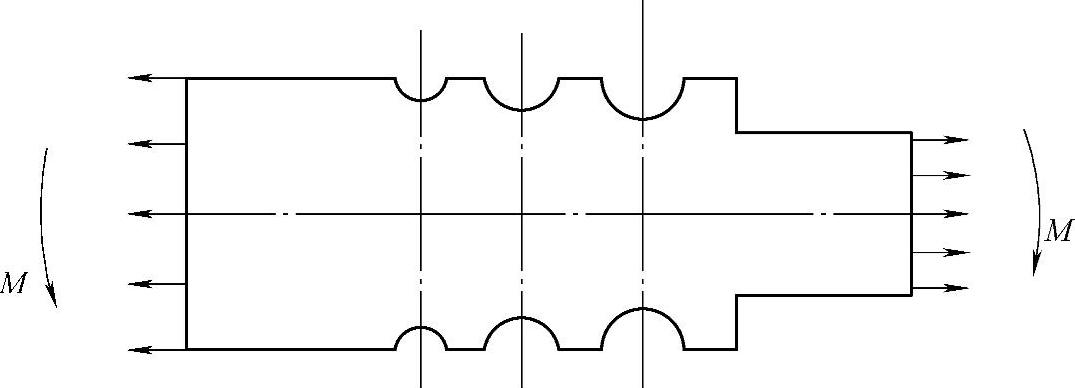
图2-41 加开卸载槽对应力集中的影响
(2)采取局部强化 可以提高应力集中处的材料疲劳强度,从而减少应力集中的危害。
1)表面热处理强化。包括表面感应加热淬火、渗碳、氮化和氰化等,可得软的心部,硬的表层。在表层中还存在着残留压应力,这样降低了应力集中的不良影响。
2)薄壳淬火。粗而短的且有截面变化的零件选用低淬透性钢,经强烈淬火后,工件表面获得一薄层淬硬层,其内存在残留压应力,可降低应力集中的作用,这种方法叫薄壳淬火。它与表面感应淬火相比较有其优点,即对这样的零件感应加热淬火容易使截面变化的过渡区淬不上火而存在残余拉应力,反而促进了应力集中的有害作用。
3)喷丸强化。喷丸处理能使金属表层强化且产生大的残余压应力,从而降低应力集中的有害作用。高强材料表面粗糙或有缺陷时,喷丸处理对降低应力集中的作用更明显,应力喷丸处理比一般喷丸处理效果更好。
4)滚压强化。用滚轮对零件表面进行滚轧的强化方法叫滚压强化。它使零件表面形变强化并产生残留压应力,从而降低应力集中的有害作用,其效果与滚压参数及材料本身的组织性能有关。同样的道理,对工件上的内孔可采用涨孔的办法使孔边加工硬化,并残留压应力,改善抗疲劳性能。
因零件中应力集中现象几乎是不可能避免的,而应力集中又往往是零件破坏的发源地,故在作失效分析时,对应力集中问题不可忽视。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。