



冷金属过渡气体保护电弧焊(Cold Metal Transfer)简称CMT焊法,是奥地利FRONIUS公司推出的一种新的焊接方法。该法的热输入小,可实现超薄件(0.3mm)的焊接。
1.CMT焊法的基本原理
CMT焊法是在短路过渡的基础上开发的。传统的短路过渡过程是:焊丝连续等速送进,当焊丝熔化形成熔滴→熔滴同熔池短路→小桥爆断,短路时伴有大电流(即大的热输入)和飞溅。而CMT法采用推拉丝的送丝方式,当熔滴与熔池一发生短路,焊机的DSP处理器监测到一个短路信号,该信号一方面反馈给送丝机,送丝机立刻响应而回抽焊丝,另一方面数字化电源输出电流几乎为0,而使得焊丝与熔滴分离,并在极小电流状态下熔滴过渡。CMT技术中电弧自身输入热量的过程很短,短路发生时,电弧即熄灭,热输入迅速地减少。CMT焊法的热源主要来自电弧,既熔化焊丝也熔化母材,该法对母材的热输入很小。使得整个焊接过程始终在冷热交替中循环往复。该法适合于超薄板焊接、堆焊和精密焊接等,焊接过程如图6-130所示。
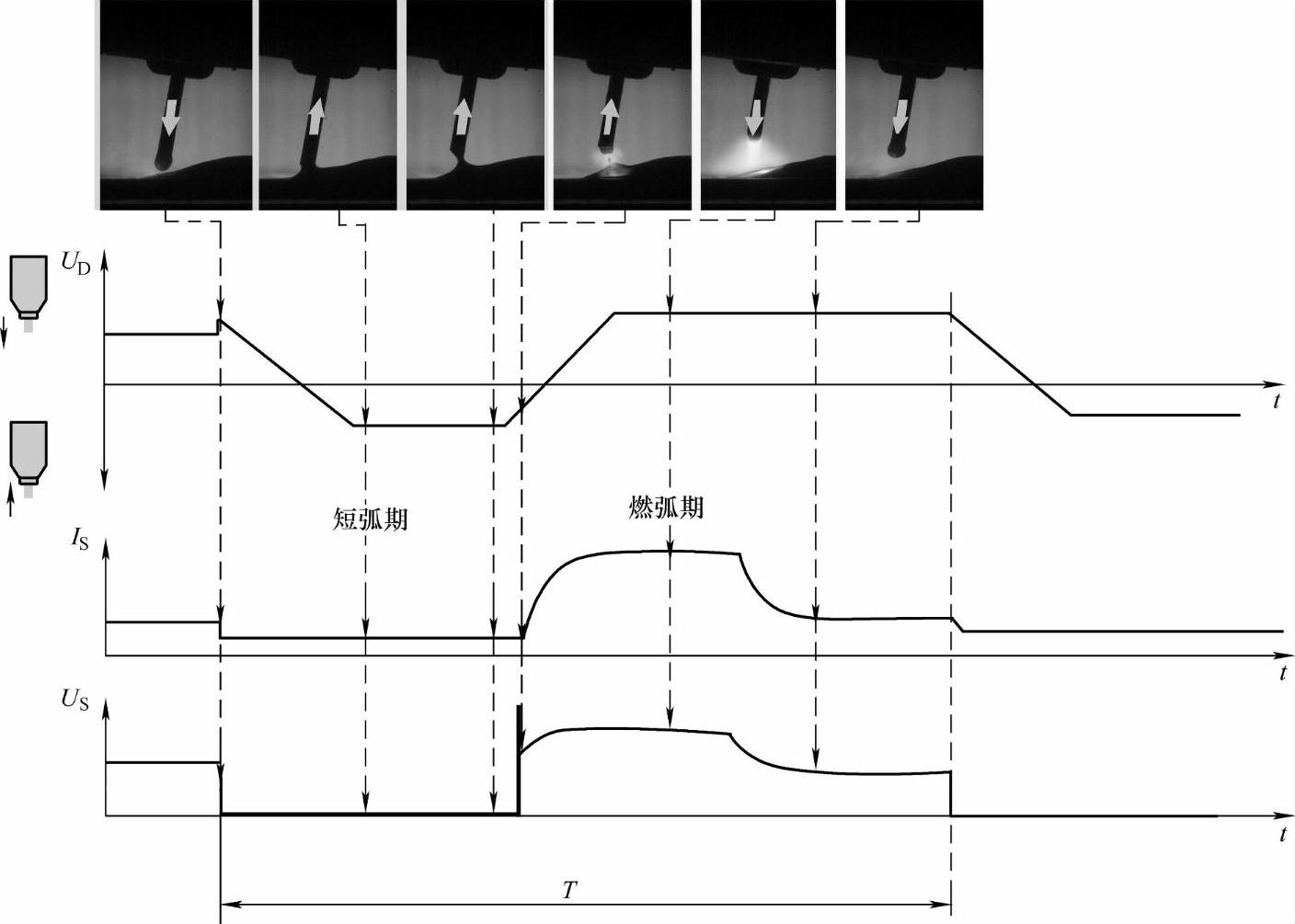
图6-130 CMT焊法的焊接基本原理
(低碳钢φ1.2,Ar+CO218%(体积分数),T=14.31ms,vf=7m/min)
2.CMT焊法的特点
(1)送丝过程与熔滴过渡过程相结合 传统的熔化极气体保护焊送丝系统和焊接过程是相对独立的,而CMT焊法的熔滴过渡过程是由送丝运动变化来控制的。当发生短路时,焊机的微处理器接收到短路信号,迅速向送丝机发出信号使其反转回抽焊丝,拉断熔滴完成过渡,然后送丝机再正转向前送丝同时迅速提高电流燃弧和熔化焊丝与母材直至熔滴长大发生短路。整个焊接系统均为闭环控制,每个周期重复同样的过程。CMT系统控制原理如图6-131所示。
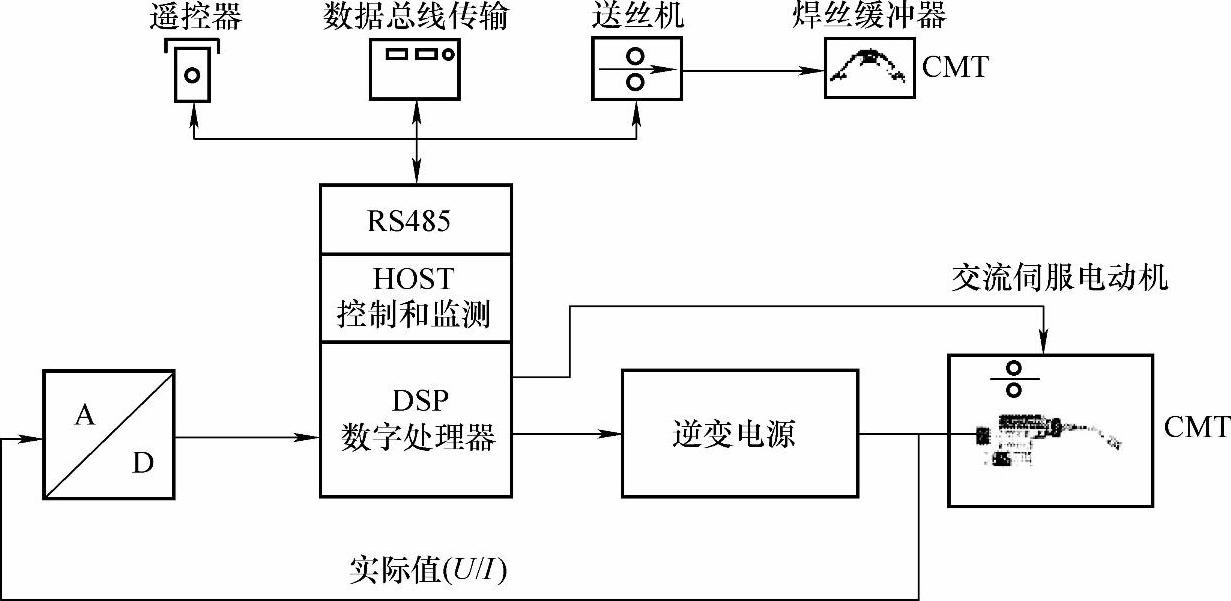
图6-131 CMT系统控制原理
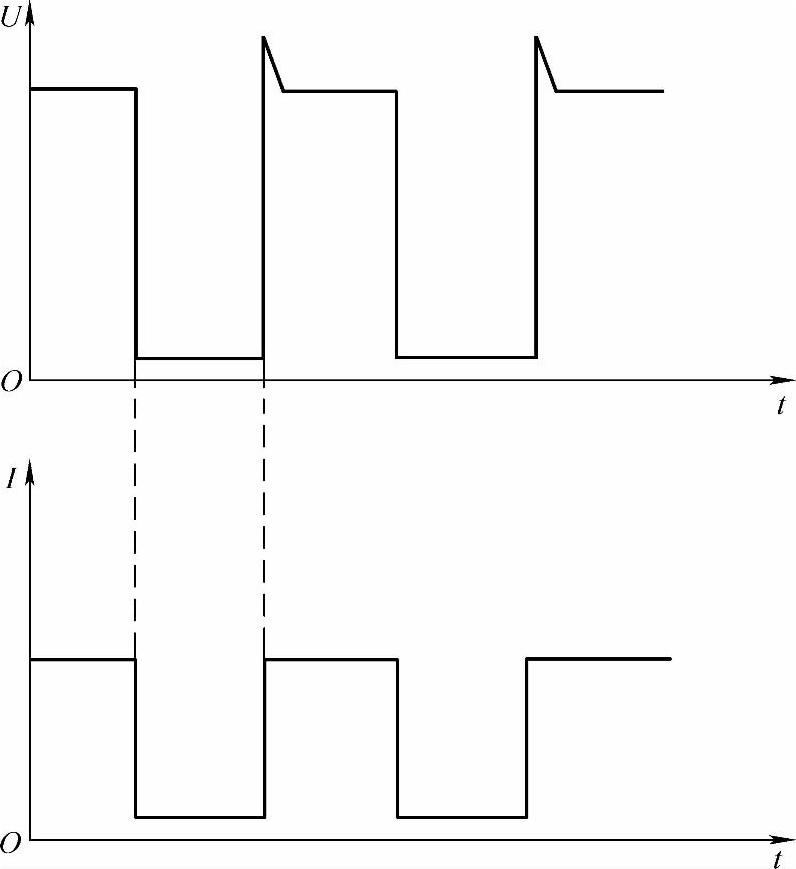
图6-132 CMT焊接波形
(2)焊接热输入低 CMT焊法电弧输入热量的过程很短,短路发生时,电弧熄灭,电源输出电流几乎为0,热输入迅速减少,图6-132为CMT焊接电流和电压波形示意图。整个焊接过程在冷热交替中循环往复,是一个特殊的短路过渡过程,是热输入最低的一种焊接方法。图6-133为各种焊接方法焊接参数区间示意图。可以实现0.3mm以下超薄板的焊接,焊件变形极小。
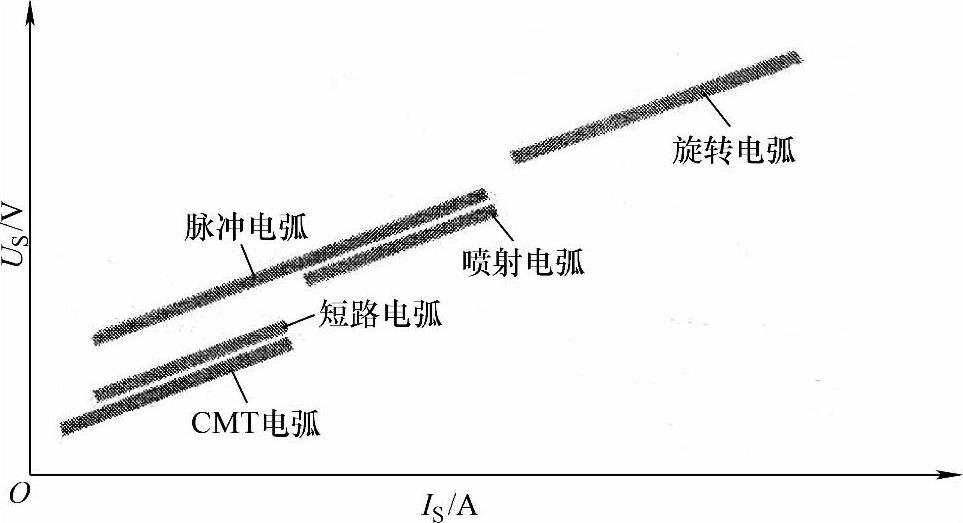
图6-133 各种焊接方法电弧热量示意图
图6-134为采用传统短路过渡和CMT焊法得到的焊缝成形,由图6-134可以看出由于CMT焊法的热输入较低,所以形成更窄、更高的焊缝截面。其送丝速度都为5.0m/min,传统短路过渡的焊接电流为96A,电压为17.0V;而CMT焊法的焊接电流为84A,电压为13.5V。CMT焊法产生的热量为传统短路过渡的70%。
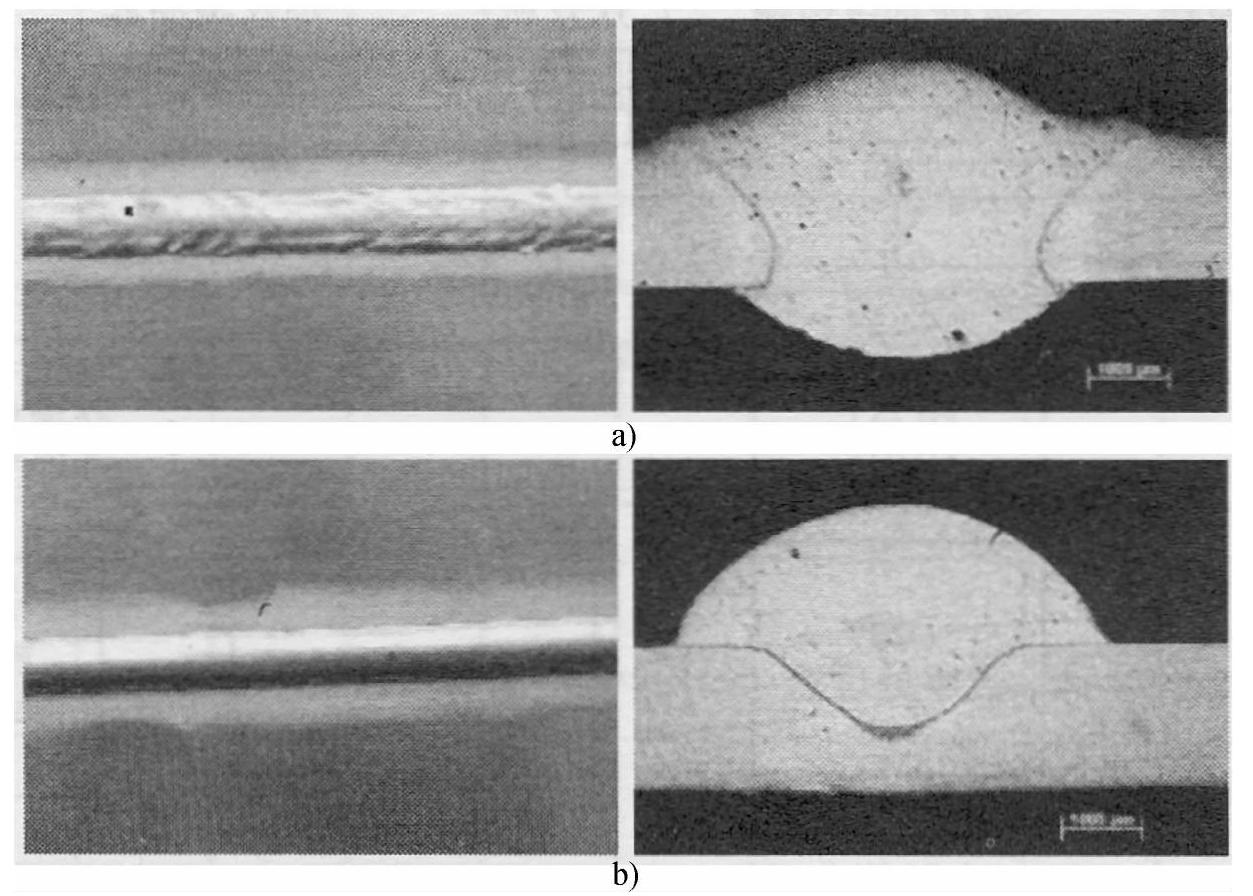
图6-134 短路过渡焊和CMT焊法的焊缝
a)短路过渡 b)CMT法
(3)熔滴过渡无飞溅 焊丝的机械式回抽运动促进了熔滴过渡,同时避免了传统短路过渡方式因短路电流很大,极易引起的电爆炸飞溅,如图6-135所示,该方法基本无飞溅。
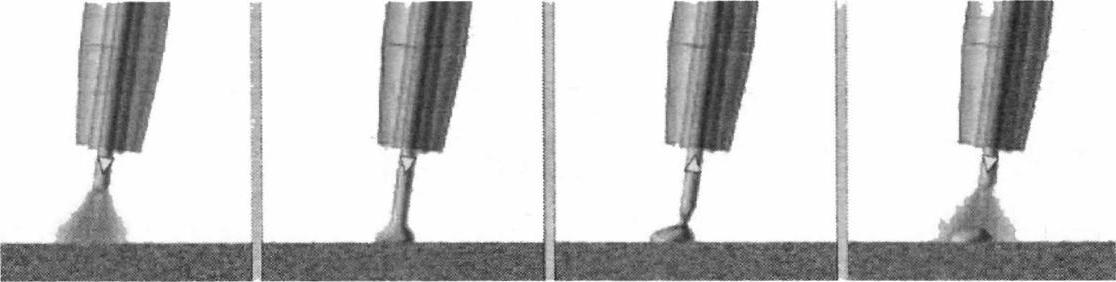
图6-135 CMT焊法中焊丝的运动过程
(4)弧长控制精确 传统的熔化极气体保护焊弧长容易受到焊件表面平整度以及操作者手抖动的影响,造成弧长不稳定导致焊接过程不稳定。而CMT焊法则通过机械方式控制电弧长度,它采用前进—回抽的送丝方式,当发生短路时回抽焊丝,从原理上解决了弧长不稳的问题。
3.CMT焊法的焊接设备
CMT焊法的焊接设备由电源、两台送丝机、缓冲器和焊枪组成,如图6-136所示。这里对送丝机要求较高,除完成送丝任务外,每当短路时还要完成焊丝的回抽任务。焊丝的送进和回抽频率为70次/s左右。对送丝机的动态性能的要求更高。主送丝机为CMTVR7000,如图6-137所示。它将焊丝从焊丝盘中抽出,并向焊枪方向推送。辅助送丝机安装在CMT焊枪上,是一种带有推拉功能的送丝机构,如图6-138所示。在两个送丝机之间配备了一个焊丝缓冲器,如图6-139所示。主送丝机连续送丝而辅助送丝机不断变换送丝与回抽功能,这时依靠缓冲器不断完成焊丝的存储和释放,提高了送丝机的动态响应能力。
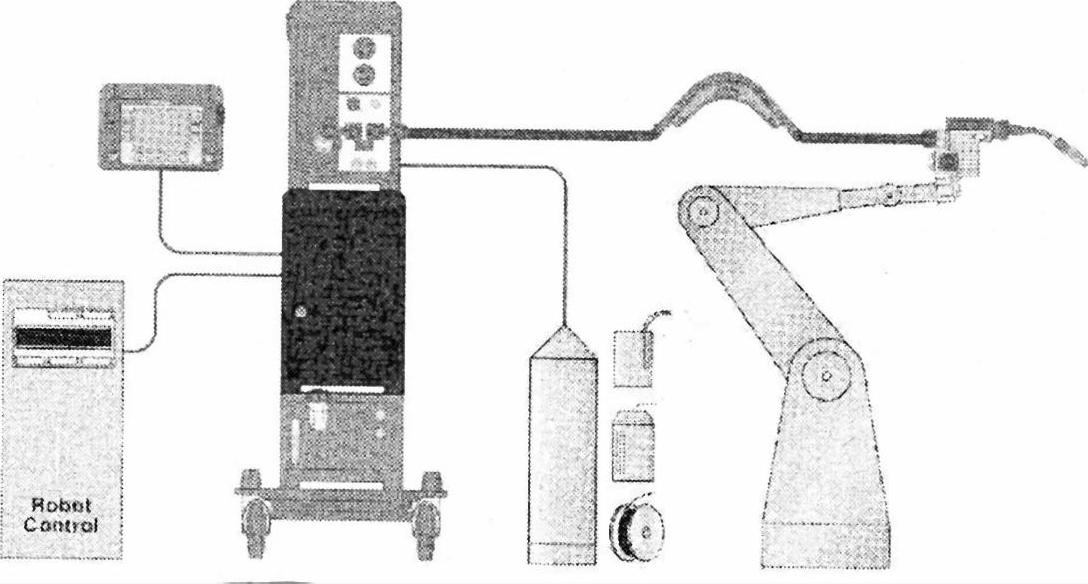
图6-136 CMT焊接设备
 (https://www.xing528.com)
(https://www.xing528.com)
图6-137 CMTVR7000送丝系统
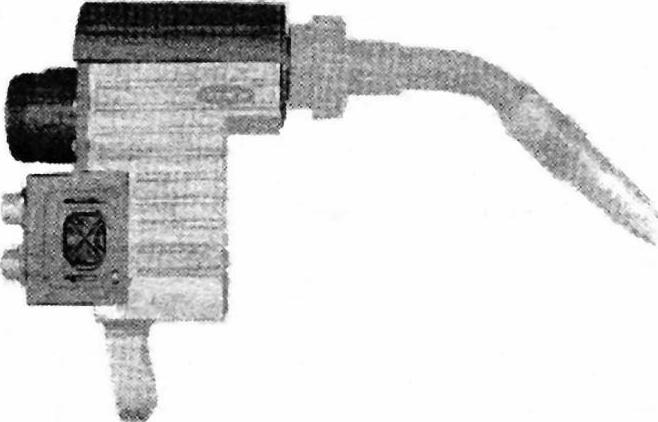
图6-138 带拉丝机构的CMT焊枪
4.CMT焊法的应用
CMT焊接技术将送丝与熔滴过渡过程进行数字化协调,实现了焊接过程中“冷”和“热”的交替,大大降低了热输入。这些特点在以下几方面得到了应用。
(1)适合于薄板焊接 CMT焊法可用于焊接铝薄板、钢薄板和不锈钢薄板。如图6-140所示,厚度为0.8mm的铝合金薄板对接焊,焊接速度可达1.5m/min。还可使用φ1.2mm焊丝焊接厚度为0.3mm的超薄板。
图6-139 CMT焊丝缓冲器
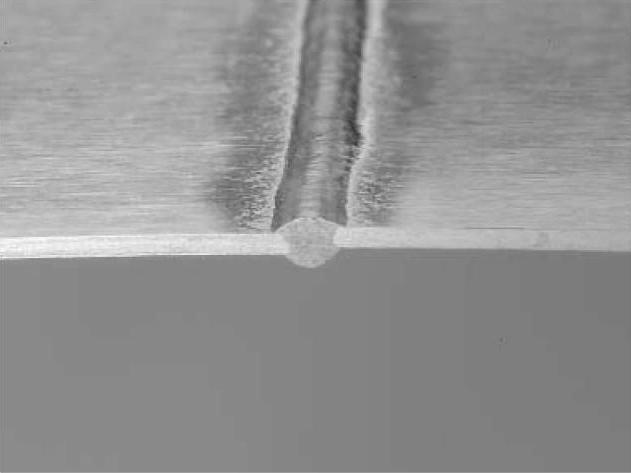
图6-140 铝合金薄板对接焊
(2)能进行无飞溅的CMT钎焊 对于厚度为1mm的镀锌钢板或阳极化铝板可实现角接接头和搭接接头的全位置CMT钎焊。焊接速度可达到1.1m/min,如图6-141所示。
(3)钢和铝的异种金属CMT连接 钢和铝异种金属可以采用CMT连接,如图6-142所示。其中图6-142a为搭接接头,板厚为1mm,焊接速度为0.7m/min,上方为铝合金,是焊接连接;下方为钢,是钎接连接。
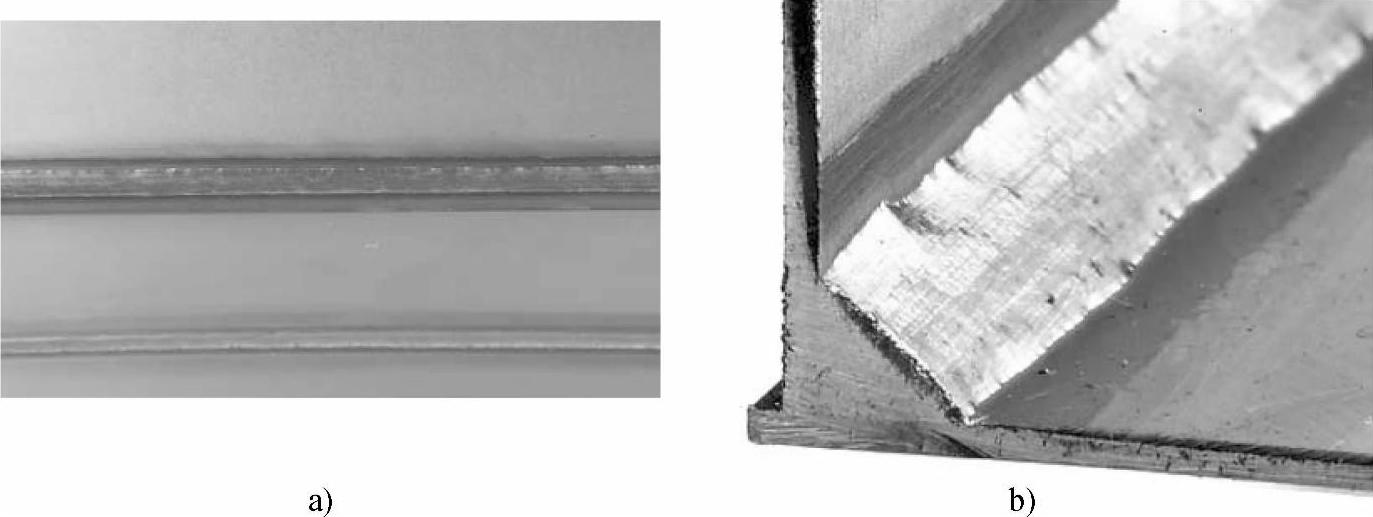
图6-141 CMT钎焊
a)搭接焊缝 b)角接焊缝
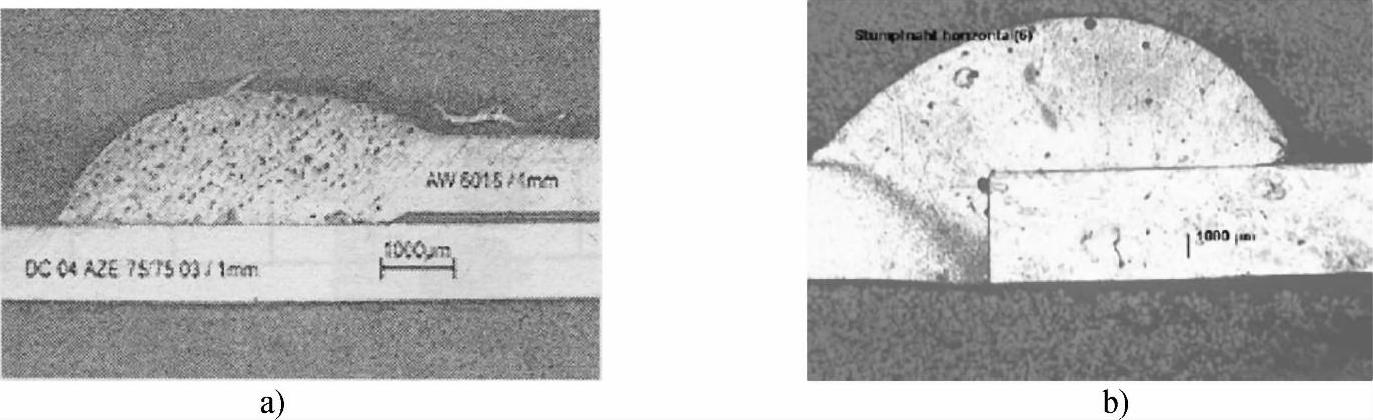
图6-142 钢与铝异种金属CMT钎焊
图6-142b为异种金属对接接头,左侧为铝,是焊接连接;右侧为镀锌钢板,是钎接连接。
(4)不同厚度的板材CMT焊接 图6-143为不同厚度板材的CMT法焊接示例。图6-143a为不同位置焊接的角接接头。其中PB为平角焊缝,如图6-143b所示;PD为仰角焊缝,如图6-143c所示。图6-143d为铝板搭接焊缝,板厚为(0.8+4.5)mm,焊接速度为0.5m/min,焊丝为CuSi3。
(5)CMT法的间隙搭桥能力强 图6-144显示了CMT焊的间隙搭桥能力,可以看出CMT法和AC-MIG焊都有较强的间隙搭桥能力,但CMT焊更好些。
总之,由于CMT焊法的工艺特点,现已成功用于汽车及其配件制造上和航空航天等工业领域。
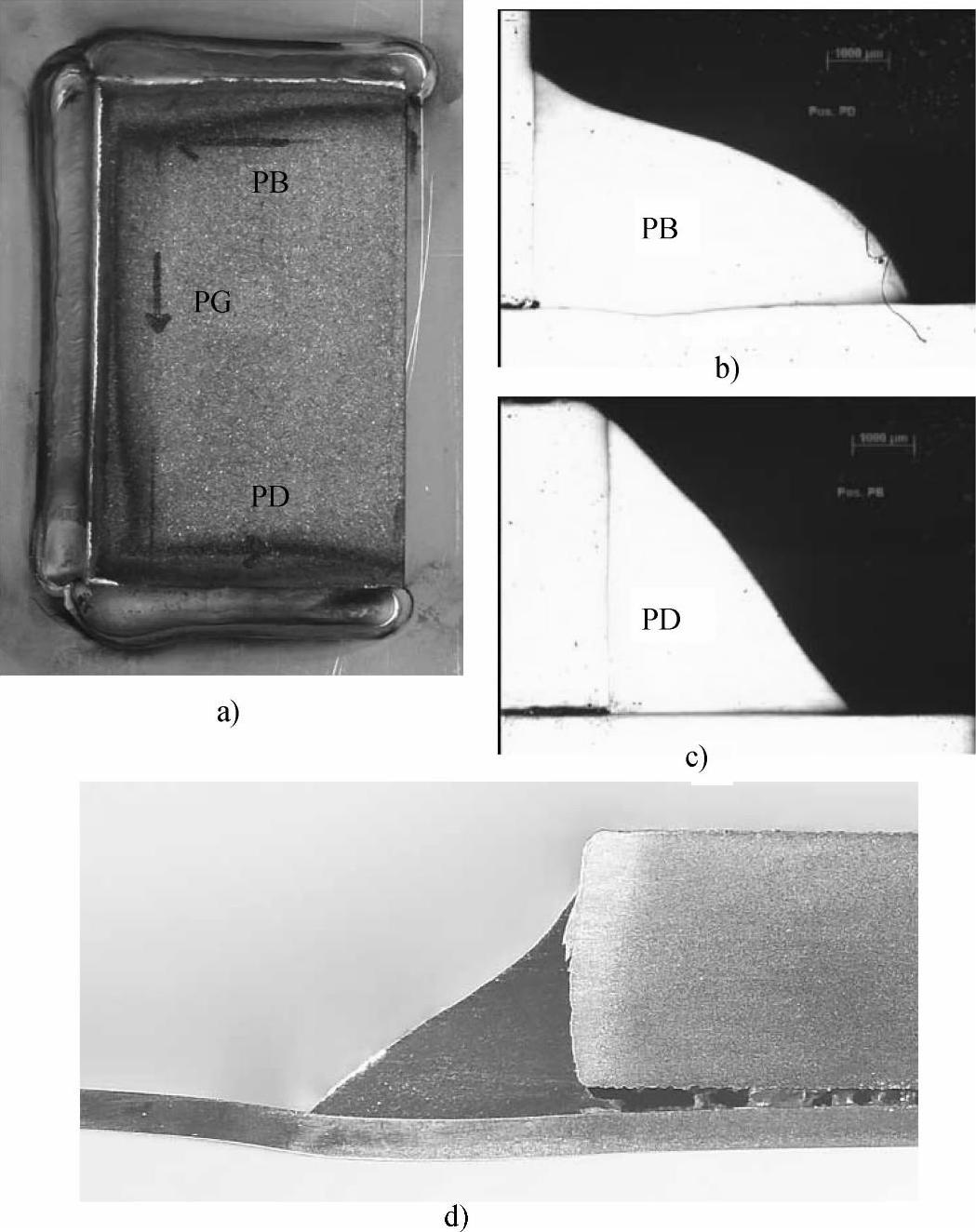
图6-143 不同厚度板材的CMT焊接
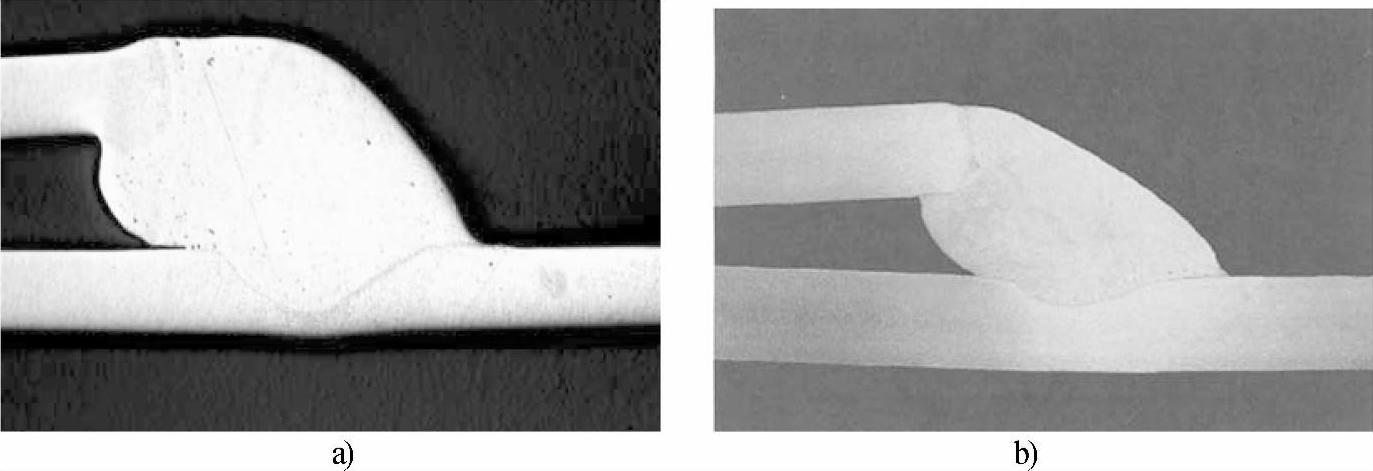
图6-144 CMT焊法与AC-MIG焊的间隙搭桥能力比较
a)CMT(板厚1mm,间隙1.3mm) b)AC-MIG(板厚1.2mm,间隙1.2mm)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。