



随着工业的快速发展,对焊接生产率提出了越来越高的要求。传统的单丝MIG/MAG焊已经不能满足要求。从20世纪70年代德国就提出了双丝焊工艺(英文名称为TWINARC),后来德国克鲁斯公司(Cloos)在90年代又开发了TANDEM焊接工艺。这两种工艺方法不仅提高了焊接速度,而且也提高了熔敷效率,深受用户欢迎。
1.基本原理
双丝MIG/MAG焊有两种工艺方案,如图6-74和图6-75所示,其中图6-74为双丝并联MIG/MAG焊(又称为TWINARC);图6-75为双丝串列MIG/MAG焊(又称TANDEM)。
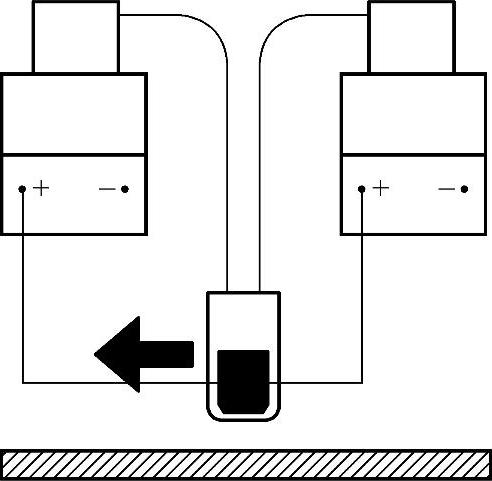
图6-74 双丝焊(共用一个导电嘴)(TwinARC)
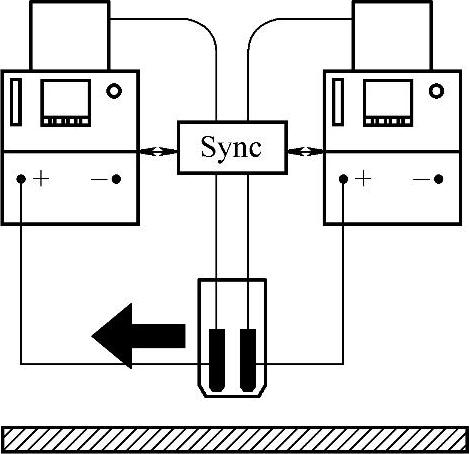
图6-75 TANDEM焊(两个导电嘴相互绝缘)
(1)双丝并联MIG/MAG焊 由图6-76a所示,两根焊丝由同一电源(或两台并联电源)和共用一个导电嘴送出焊丝,所以其电弧电压是相同的。两根焊丝分别与工件之间产生各自的电弧。两根焊丝分别由两台送丝机送进,送丝速度可以不同,允许分别进行调整。
双丝并联MIG/MAG焊时,双丝的位置有不同的布置方式,最常见的是沿焊接方向排列,还可以垂直焊接方向和与焊接方向偏离一定角度。其中按焊接方向排列时,在前面的焊丝称为前导焊丝,而在后面的焊丝称为跟随焊丝。前导焊丝的电弧要能控制熔深,跟随焊丝的作用是改善焊缝成形。所以前导焊丝的送丝速度均大于跟随焊丝。
两根焊丝的电流方向是相同的。这就决定了两个电弧必然互相吸引,而导致电弧不稳和产生飞溅。可以采用如下措施,一是选用脉冲电流,同时应优化脉冲电流波形。二是选择Ar+CO2+O2三元气体代替二元气体。
双丝并联MIG/MAG焊的工艺特性如下:
1)应根据不同的焊接情况合理排列焊丝。沿轴向排列适合于高速焊;垂直焊接方向排列适合于堆焊;焊丝偏移排列适合于坡口间隙不均匀的情况。
2)焊接速度较高。通常双丝焊比单丝焊的焊接速度提高2~3倍。
3)熔敷效率高,最高可达16kg/h。
4)焊接质量高,焊缝致密,热输入低。
(2)双丝串列MIG/MAG焊 双丝串列MIG/MAG焊是在双丝并联MIG/MAG焊基础上发展起来的高效MIG/MAG焊法。如图6-75所示,双丝串列MIG/MAG焊设备由两台电源和两台送丝机及一把焊枪等组成。两根焊丝分别由各自的送丝机构和两个相互绝缘的导电嘴送丝,并分别由两台电源供电,在焊丝与工件间形成两个独立的电弧,并在该电弧加热下形成一个共同的熔池。
由于两个电弧都是由直流脉冲电源供电,为了避免同极性电弧相互吸引,而破坏电弧的稳定性,所以应使两者的相位差180°。为此在两个电源之间附加一个协同装置,得到如图6-76a所示的脉冲电流波形。这样一来,两个电弧的电参数可以分别独立调节,互不影响。脉冲焊过程可保持一个脉冲过渡一个熔滴。两根焊丝距离为5~7mm,距离如此近能够保证形成一个共同的熔池,为减小互相干扰,则应使两电弧交替导通,如图6-76b所示。
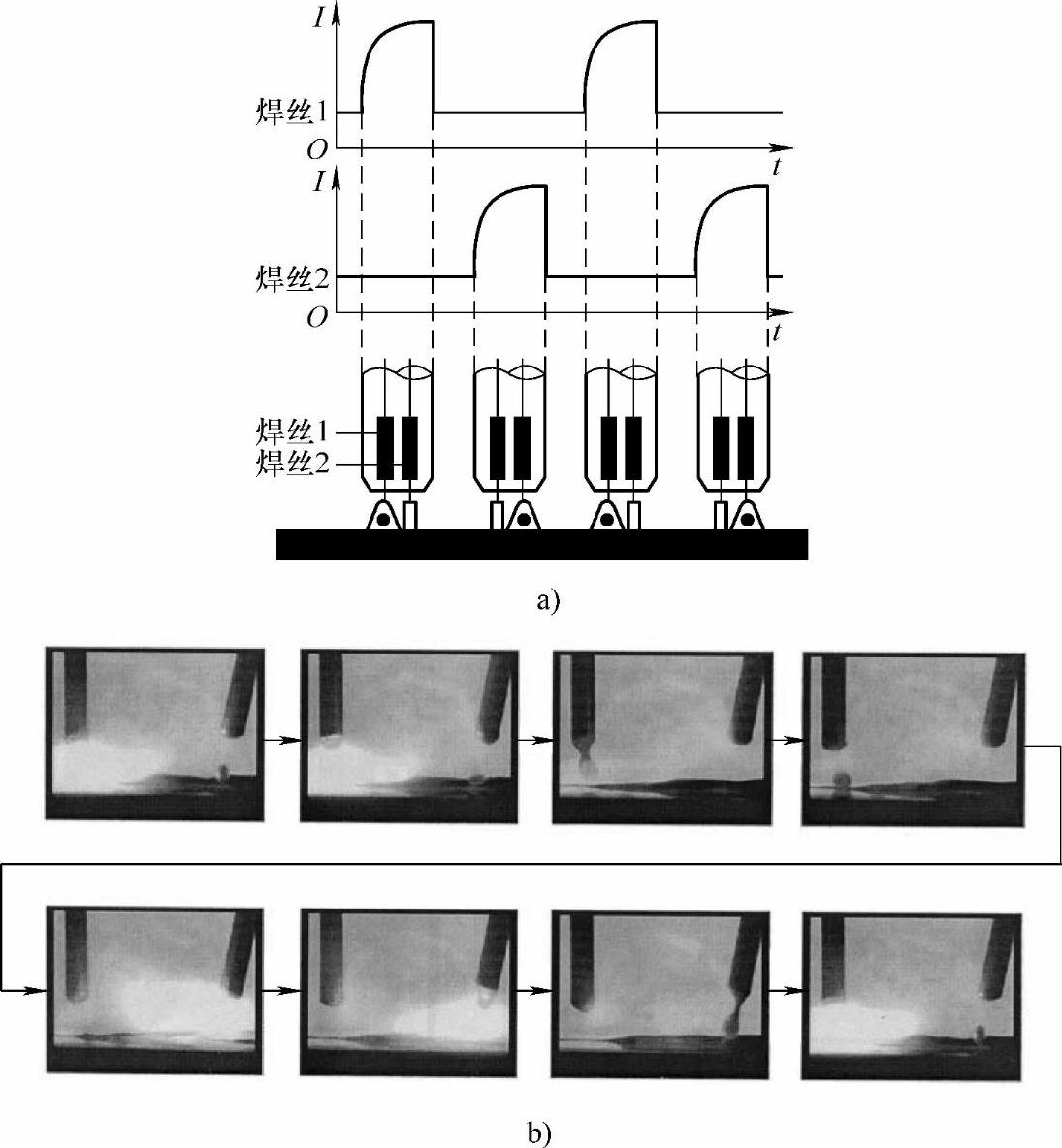
图6-76 双丝串列MAG焊的熔滴过渡
a)电流波形和电弧及熔滴过渡示意图 b)熔滴过渡高速摄影图
这里采用双丝双弧加热形成同一个熔池的方法不同于传统的单丝焊的特点。双丝焊改变了电弧的加热特点,前后串列形成两个电弧加热,获得了椭圆状的熔池。所以又改变了熔池热分布状态和降低了熔池周围的温度梯度,于是该双丝焊不仅能降低咬边倾向,而实现高速焊。同时还由于两个电弧交替燃烧,对熔池进行搅拌,改善了熔池的结晶特点和有利于熔池中的气体逸出,从而提高了焊接质量。
双丝串列MAG焊的工作模式按前导焊丝和跟随焊丝的电流大小的不同,可以分为下列三种模式,如图6-77所示。
1)同频率,同相位。
2)同频率,相位差180°。这种模式可以取得最佳效果,特别适合于不锈钢和铝合金的焊接。
3)不同频率,任意相位。
后两者适合于焊接各种钢材等磁性材料。
2.焊接设备
国外已有多家公司生产双丝焊设备,如德国的克鲁斯(Cloos)公司、奥地利的福尼斯(Fronius)公司和美国的林肯(Lincoln)公司等。尽管设备的生产厂家不同,但其组成却大致相同。下面以奥地利的福尼斯公司的产品为例加以说明。
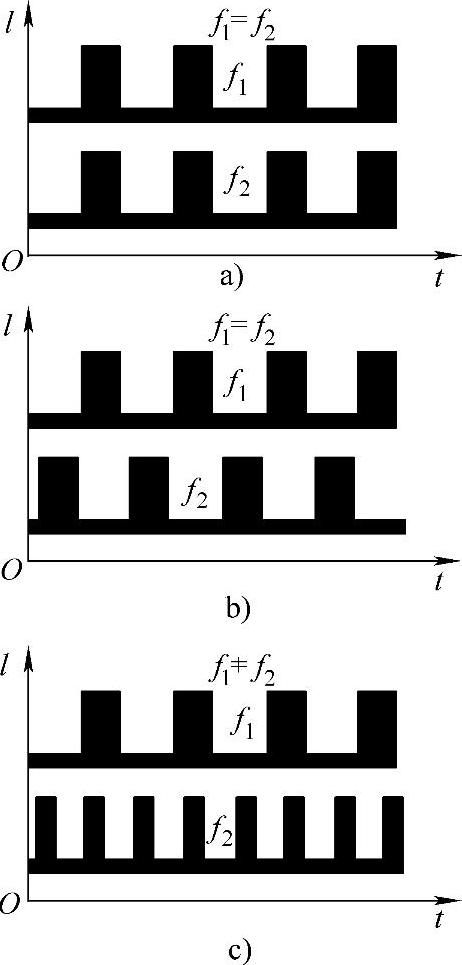
图6-77 双丝串列MIG/MAG焊的几种模式
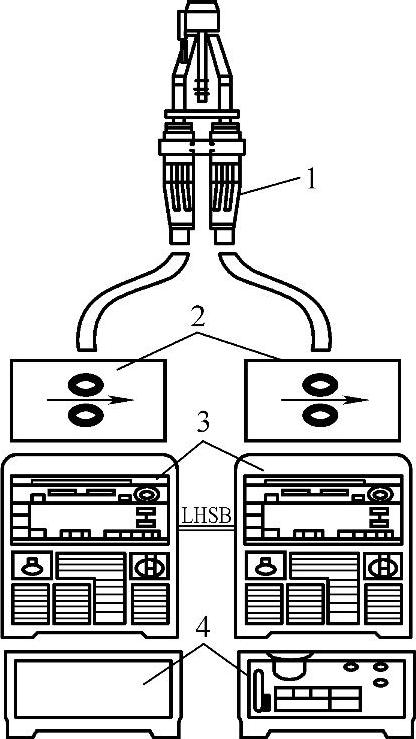
图6-78 双丝串列MIG/MAG焊设备的基本组成
1—焊枪 2—送丝机 3—焊接电源 4—冷却水箱
双丝串列MIG/MAG焊的基本组成如图6-78所示。它是由两台电源、两台送丝机、一把焊枪和循环水箱等组成的。
(1)焊接电源 为保证双丝焊的焊接过程稳定,焊接电源大多采用数字控制的脉冲逆变焊接电源。两台电源之间可通过协同器控制,本设备是利用局域网高速总线相互通信,使两个电弧处于所要求的控制模式(相位控制),例如使两电弧相位相差180°。该电源的负载持续率为100%,总电流为900A(每台电源均为TPS—500)。
(2)送丝机 为确保送丝速度稳定,福尼斯公司提供了VR1500—30、VR1500—22和VR7000—30型送丝机。采用数字化控制测速反馈系统和高精度的减速器驱动两对送丝轮,保证在高的送丝速度下,送丝稳定可靠,送丝速度可达到30m/min。焊铝时推荐使用双丝推拉丝机构,送丝速度达到22m/min。
双丝串列MIG/MAG焊的焊接电源与送丝机的外形如图6-79所示。
(3)双丝串列焊专用焊枪 双丝串列焊专用焊枪的结构如图6-80所示。在双丝串列电弧MIG/MAG焊中,焊枪应满足同时给送两根焊丝和两个导电嘴相互绝缘的要求,同时还应满足焊丝间距为5~7mm的距离。此外,双丝焊时电流较大和产生较大的热量,所以焊枪的喷嘴必须水冷,图6-81给出了焊枪剖面图可供参考。
(4)数字化双丝串列MIG/MAG焊的机器人控制系统 该机器人控制系统如图6-82所示。
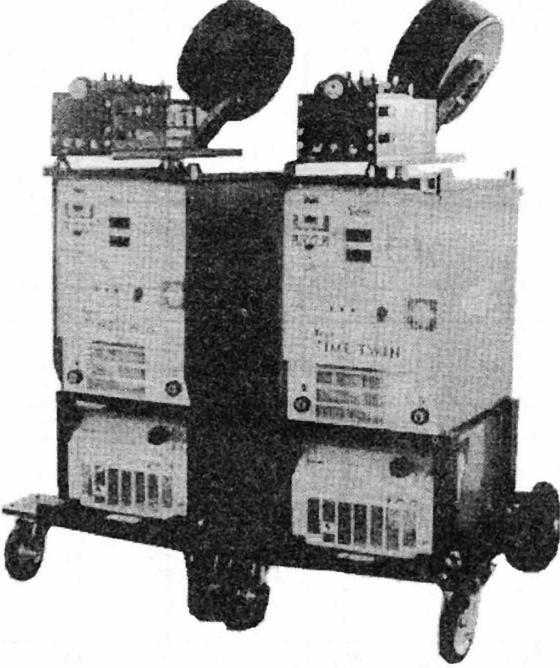
图6-79 双丝焊电源和送丝机
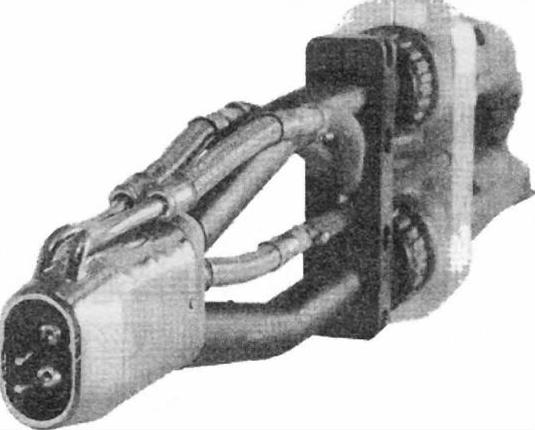
图6-80 双丝串列焊专用焊枪
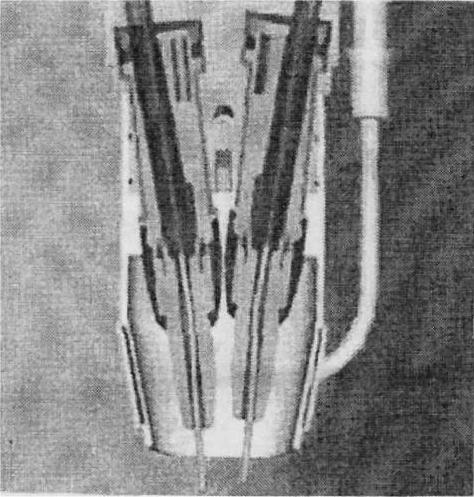
图6-81 双丝串列焊专用焊枪的剖面图
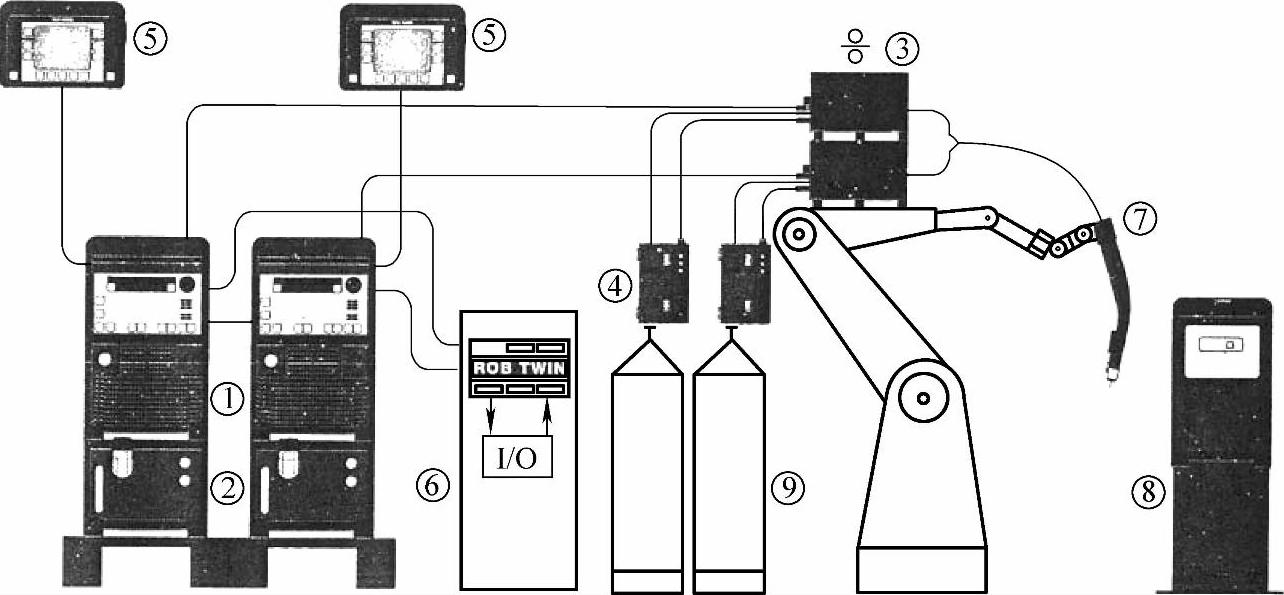
图6-82 数字化双丝串列MIG/MAG焊的机器人控制系统
①数字化双丝Time Twin Digital电源:由通过数字化接口相连的全数字化的标准电源两台TPS4000或两台TPS5000组成。
②FK9000水冷系统:确保最佳的冷却效果;过热保护装置、水流量检测报警装置和水过滤装置在本系统中成为标准配置。
③VR1500送丝机:轻便小巧,数字化控制,4轮送丝,适于安装在机器人第三轴上。
④VR1500PD中继送丝机:行星轮驱动的中继送丝机,确保长距离的稳定送丝。
⑤RCU5000i遥控器:遥控器操作界面为全文本菜单,Q-Master焊接参数监控,直观的用户操作向导,用户菜单结构系统化,并可设定用户管理权限。
⑥适用于所有常规机器人,通信方式可以是数字量、模拟量或各类总线协议。
⑦Robacta Twin Compact焊枪:提高了焊枪的可达性,焊枪喷嘴和枪头分别冷却,适合任一焊接方向,Fronius强制接触设计确保焊接电源稳定传导。(https://www.xing528.com)
⑧Robacta TC Twin清枪系统:无接触式电磁力清理,降低成本,在焊接钢材时轻松清除粘在喷嘴附近的飞溅。
⑨桶装焊丝。
3.焊接材料
焊接材料应根据母材来选择。
双丝焊可以焊接碳钢、低合金钢、不锈钢和铝以及铝合金。
保护气体应根据母材来选择。当焊接碳钢和低合金钢时可选用如下保护气体:
1)Ar90%+CO210%(体积分数)。
2)Ar82%+CO218%(体积分数)。
3)Ar96%+CO24%(体积分数)。
焊接不锈钢可选用的保护气体为Ar97.5%+CO22.5%(体积分数)。
焊接铝及铝合金可选用的保护气体为:
1)Ar99.996%(体积分数)。
2)Ar50%+He50%(体积分数)。
双丝焊的气体流量为25~30L/min。
4.焊接参数
双丝串列电弧MIG/MAG焊的焊接参数比较复杂。首先前导焊丝与跟随焊丝两根焊丝的焊接参数常常不同。其次两根焊丝之间距离与夹角也十分重要,间距常数为5~8mm,焊丝伸出长度为15~20mm,如图6-83所示。此外,焊丝的间距与夹角也可以根据需要进行调节,如图6-84所示。当间距达到20mm时,可
以不必采用同步脉冲电流,仍能保持电弧稳定。
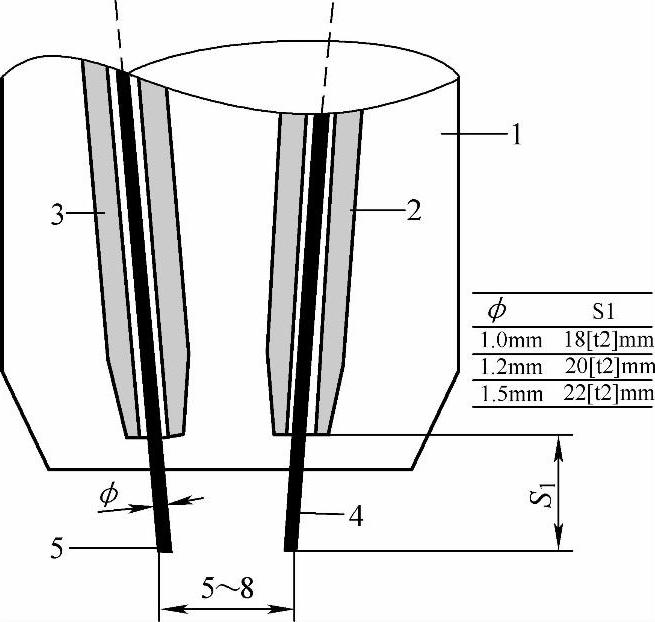
图6-83 双丝串列电弧MIG/MAG焊时常规焊丝间距和焊丝伸出长度
1—保护气体喷嘴 2、3—导电嘴 4、5—焊丝
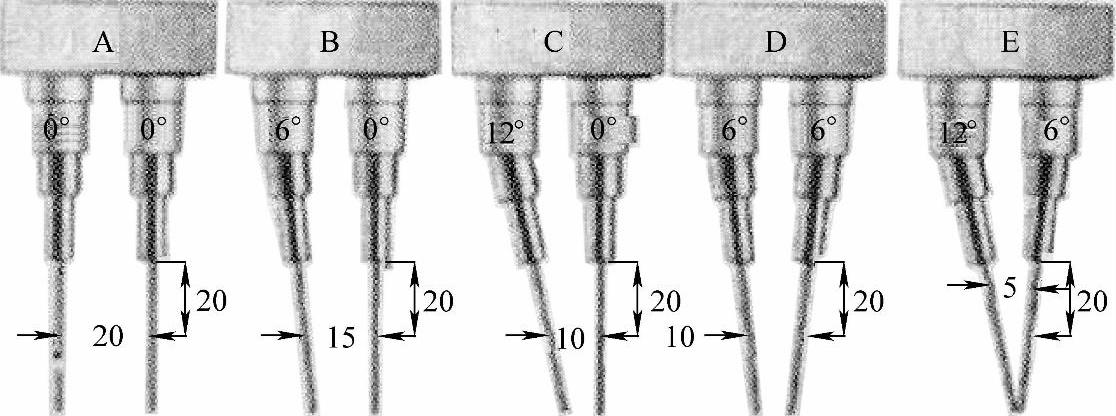
图6-84 双丝串列电弧MIG/MAG焊焊丝间距和夹角可调节范围
焊接参数的设置还应遵循如下原则:前导焊丝的电流常大于跟随焊丝。前导焊丝主要用于控制熔深,而跟随焊丝除填充金属外,主要控制焊道成形和坡口侧壁熔合。
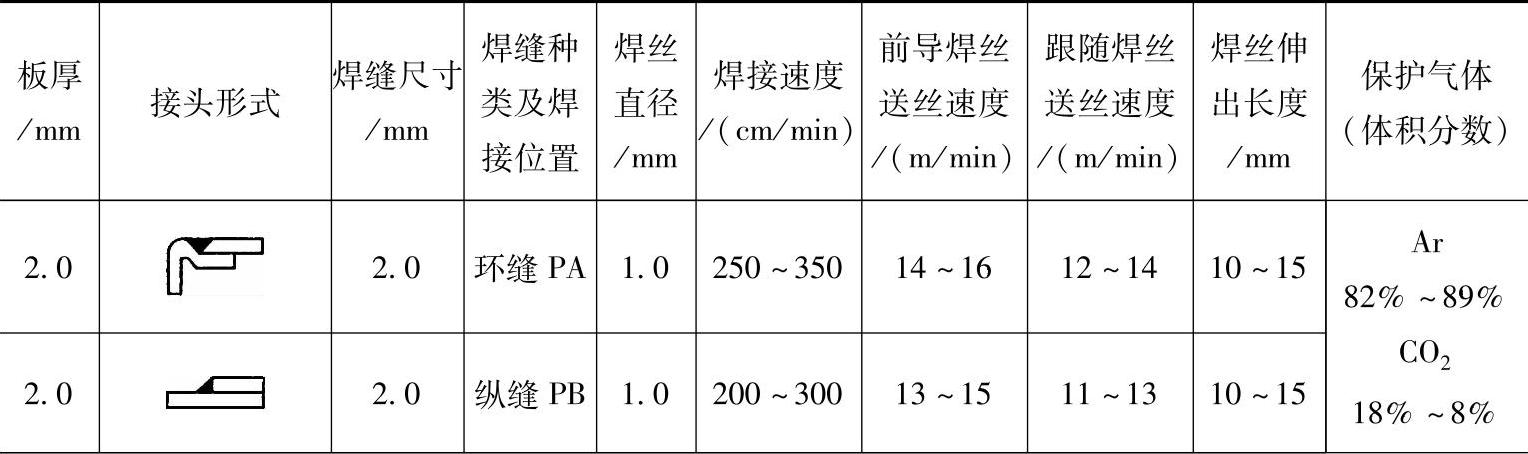
根据被焊材料的不同,这种双丝焊焊接低碳钢、低合金钢、不锈钢和铝合金的焊接参数分别见表6-48、表6-49和表6-50。
表6-48 碳钢、低合金钢双丝串列电弧MIG/MAG焊标准焊接参数
(续)
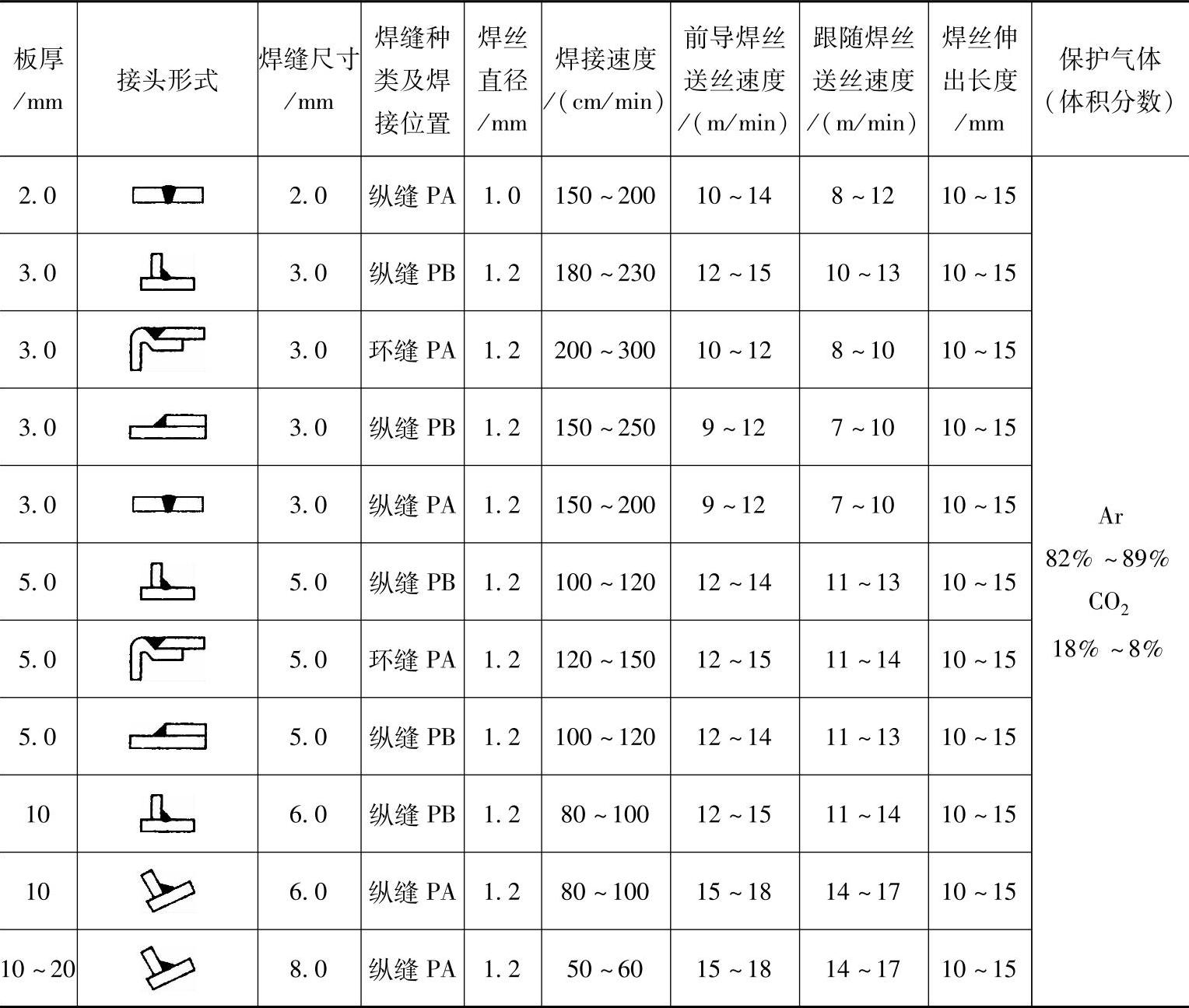
注:1.双丝串列电弧MIG/MAG焊采用脉冲/脉冲工作模式。
2.PA—平焊位置,PB—平角焊位置。
表6-49 铬镍不锈钢双丝串列电弧MIG/MAG焊标准焊接参数
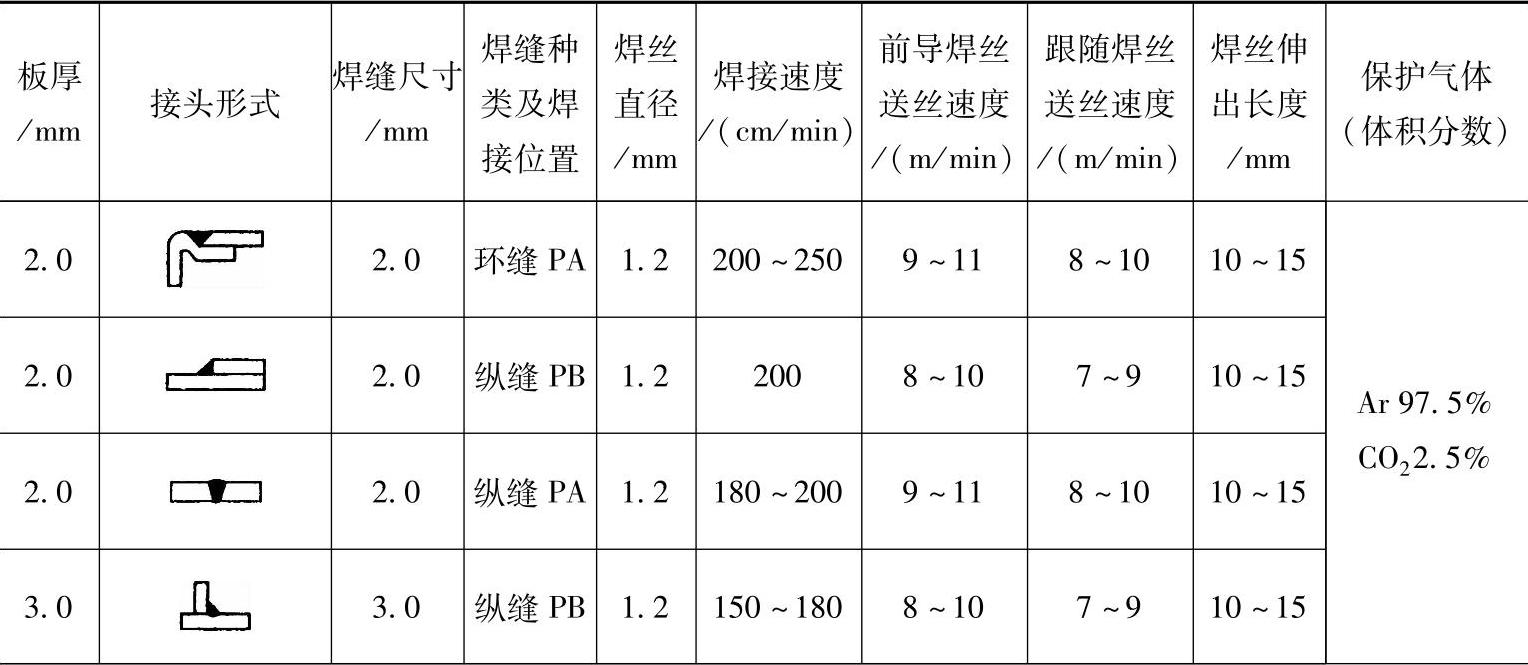
(续)
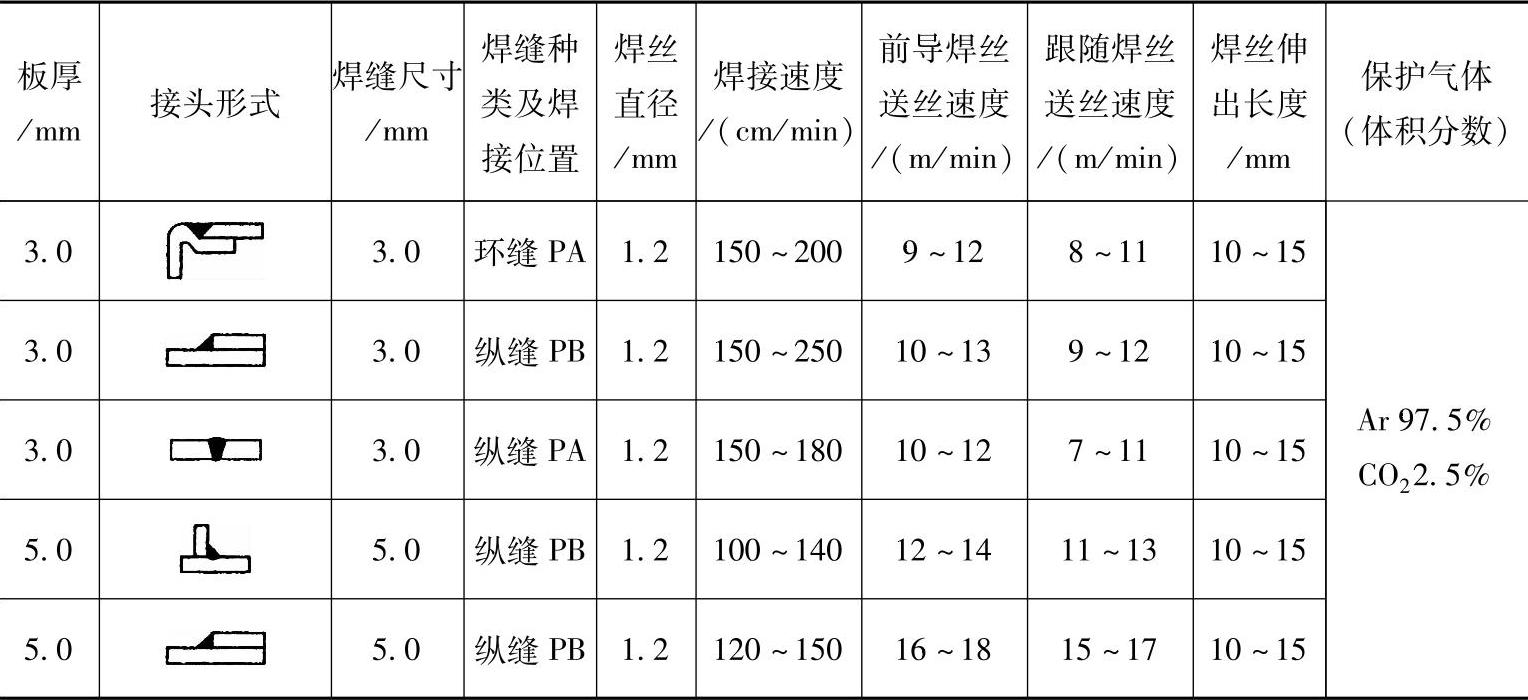
注:1.双丝串列电弧MIG/MAG焊采用脉冲/脉冲工作模式。
2.PA—平焊位置,PB—平角焊位置。
表6-50 铝合金双丝串列电弧MIG/MAG焊标准焊接参数
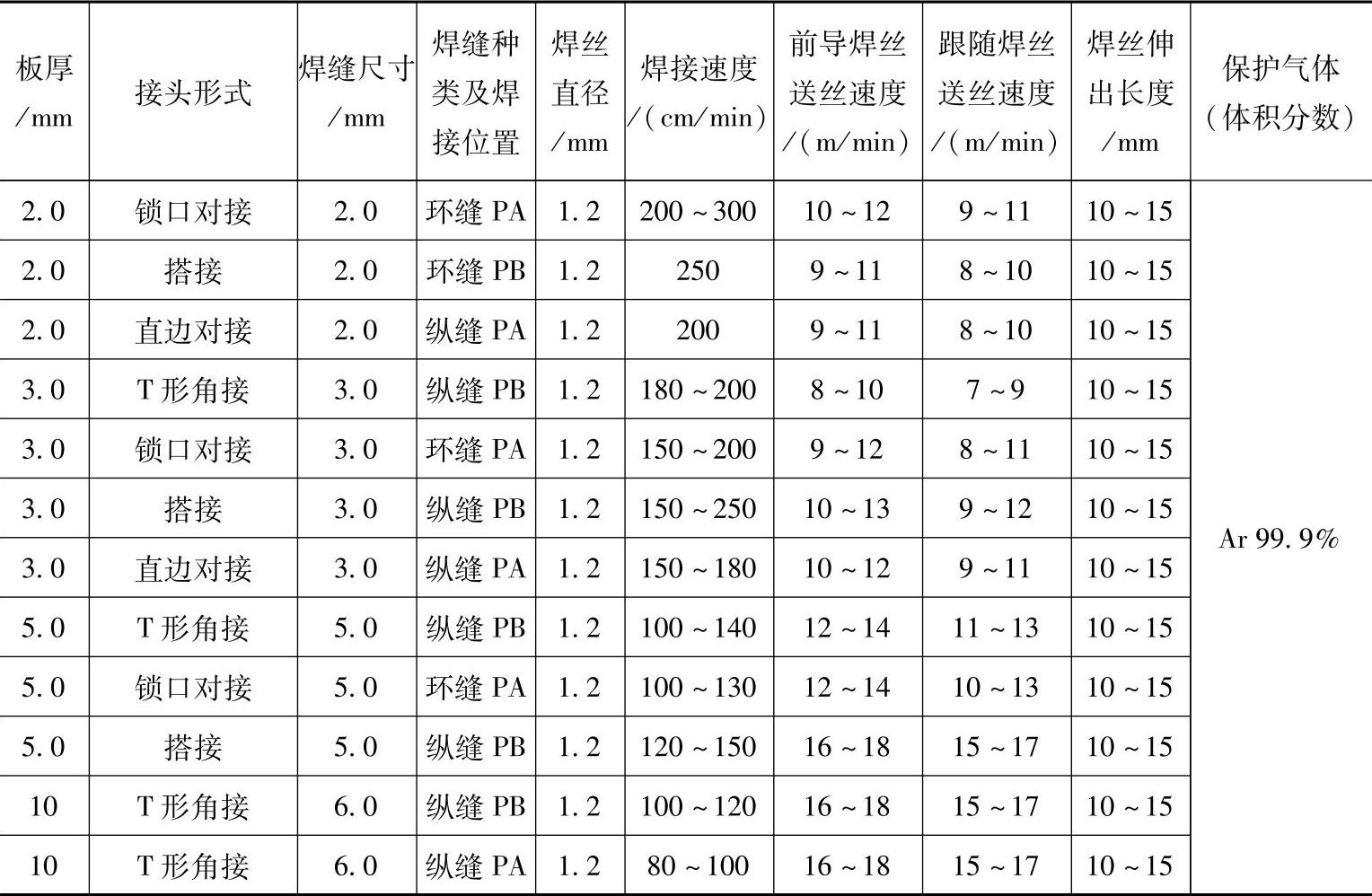
注:1.双丝串列电弧MIG/MAG焊采用脉冲/脉冲工作模式。
2.PA—平焊位置,PB—平角焊位置。
5.双丝串列MIG/MAG焊特点
1)与传统MAG焊相似,双丝MAG焊改变了熔池热量的分布特点,并保持较短的电弧,有利于高速焊。无论是MIG焊铝,还是MAG焊钢,双丝焊均比单丝焊的焊接速度快1~2倍,见表6-51。最高焊接速度可达到5m/min。
表6-51 焊接速度对比 (单位:cm/min)
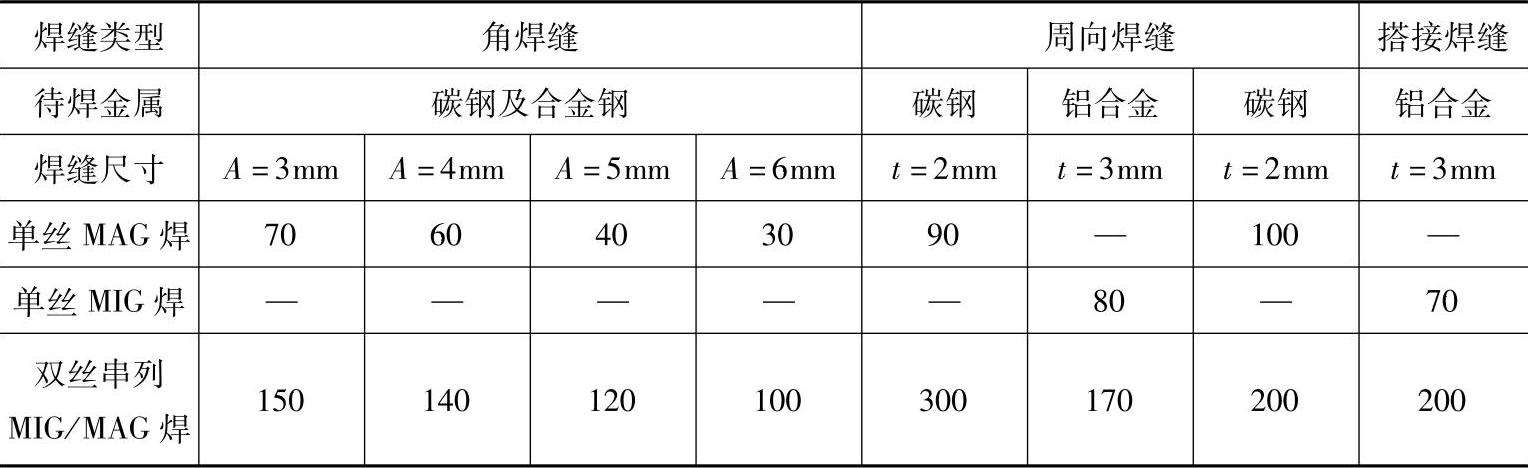
2)双丝串列MAG焊的熔敷率大大高于单丝MAG焊、药芯焊丝单丝电弧焊和单丝埋弧焊,最高熔敷率可达到16kg/h。
3)双丝串列脉冲电弧MIG/MAG焊的磁偏吹现象不十分强烈,对焊接过程影响不大,焊接过程比较稳定,熔滴过渡受控和飞溅较小。
4)熔敷效率增加时,仍能保持较低的热输入。在焊接薄板时,不易烧穿,并能减少焊接变形。
5)串列电弧具有很高的工艺适应性。既可以焊接薄板,又可以焊接厚板。焊接材料也很广泛,既可以焊接碳钢和不锈钢,又可以焊接铝及铝合金。
6.双丝串列MIG/MAG焊的实际应用
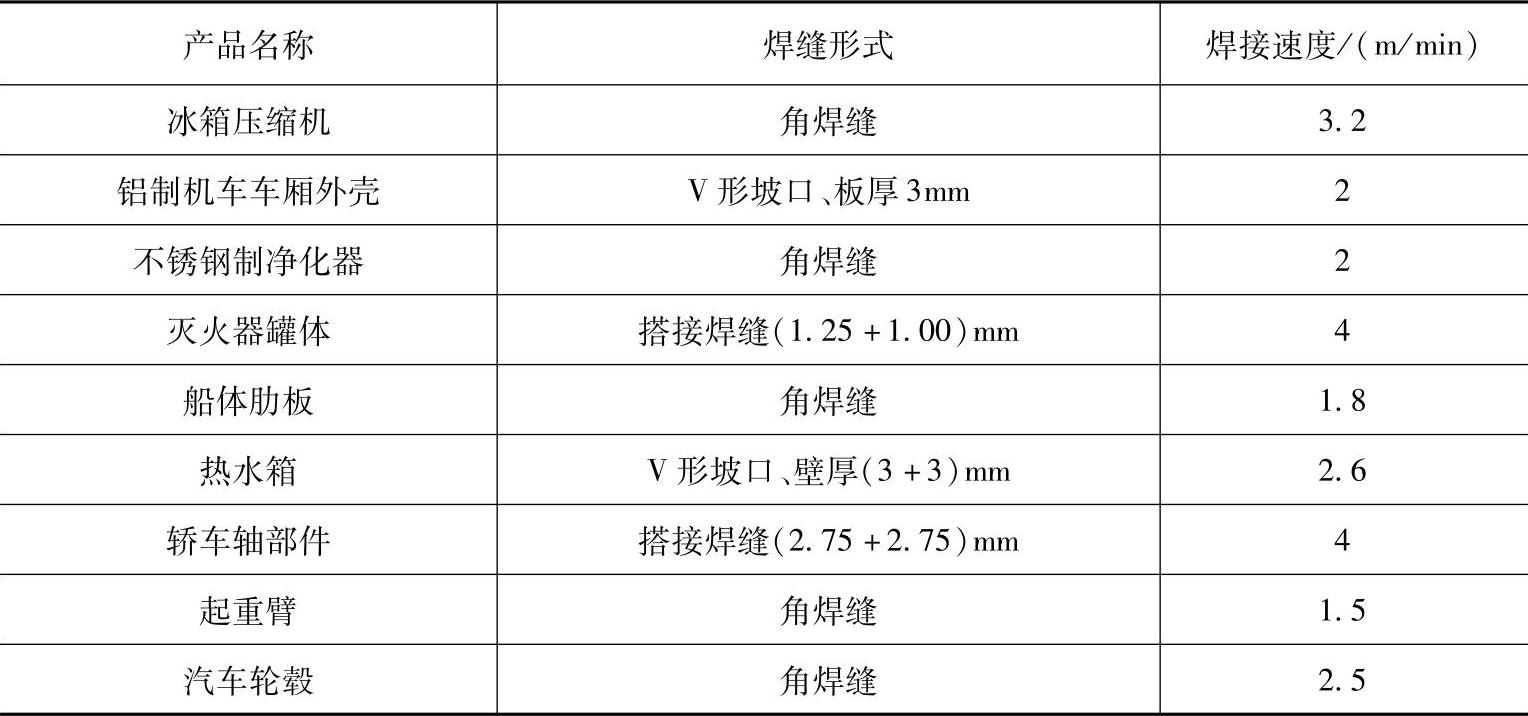
双丝串列MIG/MAG焊可以应用于碳钢、低合金钢、不锈钢和铝合金等多种金属材料的焊接,适用于各种接头形式。其应用实例见表6-52。
表6-52 双丝串列MIG/MAG焊应用实例
总之,双丝串列MIG/MAG焊是一种很受欢迎的高效化焊接方法,值得推广应用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。