



TIME焊是Transferred Ionized Molten Energy的缩写,是由Canada Weld Process公司于1980年研究完成的一种高性能MAG焊接方法。它采用大的焊丝伸出长度和特殊的四元保护气体——TIME气体(O20.5%、CO28%、He26.5%、Ar65%,体积分数),通过增大送丝速度来增加焊丝熔敷速度,不仅提高了焊接质量,也提高了效率,并在加拿大和日本得到了应用。1990年6月在维也纳焊接商贸会上,TIME焊工艺被首次介绍到欧洲。
TIME焊工艺是由经过新的电源技术、强有力的送丝系统、遵循相关的气体物理性质而设计的焊接设备和完善的工艺参数相结合而共同作用所得的结果。它对焊接电源、送丝机构、焊枪、焊丝和保护气体提出了更高的要求。工艺上采用大的焊丝伸出长度,并以四元混合气体作为保护气体,在保证焊接质量的前提下,将送丝速度提高到传统MAG焊工艺的两倍以上,大幅度提高了焊丝熔敷效率。由于TIME焊工艺所使用的送丝速度远远超过传统工艺的适用范围,人们通常以送丝速度这一参数表征TIME焊工艺。
TIME焊工艺自身的特点不但决定了它在继承传统MAG焊接工艺优点的基础上又有了新的突破,而且具有传统MAG焊无可比拟的优点,这两种焊接方法在工艺上的不同见表6-44,焊接性能的比较见表6-45。
表6-44 传统MAG焊与TIME不同

表6-45 传统MAG焊与TIME焊焊接性能比较

可见,TIME焊能提高焊丝的熔化速度和提高熔敷效率,也就是提高焊接效率。这是为什么呢?提高焊接效率的主要途径是提高加热焊丝的电阻热和电弧热,所以常常采用细焊丝和长的焊丝伸出长度、较大的送丝速度。
大家知道,提高送丝速度就意味着增大焊接电流,同时改变熔滴过渡形式。在一般GMAW焊时,过大电流将破坏熔滴过渡的稳定性。为此,TIME焊主要是利用Ar、He、CO2和O2四元混合气体作为保护介质,各种气体的作用如下:
1)氩气(Ar)是惰性气体,高温时不分解,原子体积较大,则密度大(1.78kg/m3),原子的惰性也大,不易扩散,对电弧有保温作用,所以电弧的电场强度较低,电弧较稳定和常常沿焊丝上爬。
2)氦气(He)也是惰性气体,高温时不分解,原子体积小,密度很小(0.178kg/m3),而易扩散,则热导率高,能量易散失,使得电弧电场强度高,因此氦弧具有较大的热功率。
3)CO2气体在高温下易分解成CO和O2,该反应是吸热反应,对电弧强烈冷却,电弧收缩,从而提高了电弧的电场强度,对熔滴产生排斥作用,同时CO2气体还有较强的氧化作用。
4)氧气(O2)具有较强的氧化作用,能降低液体金属的表面张力和改善金属的润湿性,有利于熔滴过渡。
综合上述分析可见,TIME气体与纯Ar相比,提高了电弧的电场强度,使电弧上爬高度降低,而有利于焊丝端头的液流束成为较短的铅笔尖状,在大电流时产生较大电磁力的情况下,使液流束偏离焊丝轴线,并发生旋转。于是形成短的铅笔尖状的液流束与包覆它的电弧一起围绕着焊丝轴线旋转,呈锥形轨迹,过程稳定,实现了旋转射流过渡,如图6-72所示。
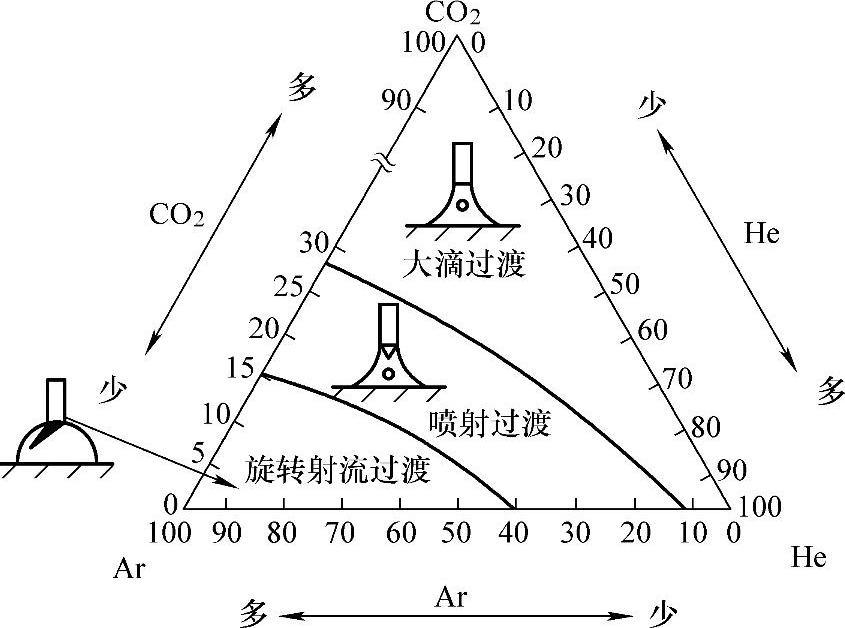
在TIME气体的基础上,日本学者对Ar-He-CO2三元气体对熔滴过渡的影响进行了较深入的研究,如图6-73所示。该图的试验条件是焊丝直径为φ1.2mm,焊接电流为500A,电弧电压为38~44V,焊丝伸出长度为25mm,采用DCEP接法。
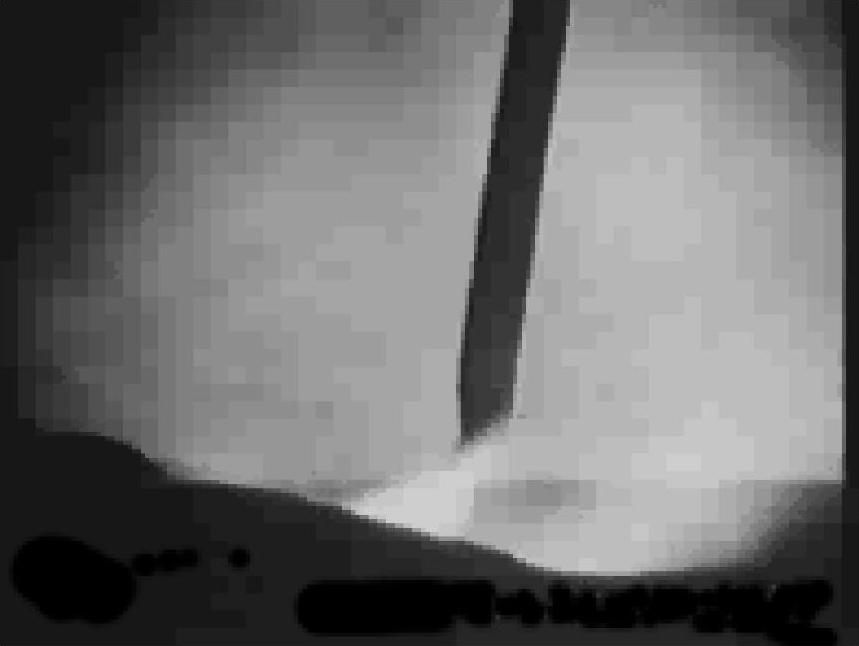
图6-72 TIME焊的熔滴过渡形态
 (https://www.xing528.com)
(https://www.xing528.com)
图6-73 Ar-He-CO2三元气体的配比成分对熔滴过渡的影响
由图6-73可见,不同气体配比时,有三种熔滴过渡形态,其中CO2较多时为大滴过渡;Ar较多时为旋转射流过渡;He在不同配比时可能出现大滴过渡、射流过渡或旋转射流过渡。于是有人提出几种高效MAG焊的混合气体,见表6-46。
与传统MAG焊相比较,TIME焊工艺有如下优点:
1)高熔敷速度。由于在连续大电流区间能够获得稳定的熔滴过渡,突破了使用电流“瓶颈”限制。在平焊位置,焊丝熔敷速度可达到450g/min。即使在非平焊位置施焊,熔敷速度也可达到80g/min。
2)良好的焊接质量。良好的焊接质量是因为TIME焊保护气体的卓越性能。首先,采用TIME气体能够获得稳定的旋转射流过渡,几乎无飞溅,保证侧壁熔合和盆底状熔深。其次,He气提高了电弧输入功率,提高了电弧的电离度和温度,因此改善了焊接金属的流动性,降低了咬边缺陷发生的几率,焊接表面平滑美观。再次,TIME气体具有一定的氧化性,降低了焊接金属的含氢量,提高了焊接接头的低温韧性和抗冷裂纹的能力,降低了气孔生成率;同时还降低了焊缝金属的S、P含量。所以改善了焊缝的力学性能。
表6-46 高效MAG焊的气体组成配比(体积分数)

3)扩大了使用范围。由于TIME焊工艺覆盖了短路过渡、射流过渡和旋转射流过渡三种熔滴过渡形式,则可以焊接薄件和厚件等不同厚度的焊件,还可以完成各种空间位置的焊接和全位置焊,以及各种材料的焊接。
4)低成本。TIME焊可以在很大的焊丝伸出长度的情况下使用较大的电流,这就保证了较大的焊接熔敷效率。而且对于相同板厚的焊件,可以减小坡口角度,因而减小了熔敷金属量并在相同的送丝速度下,可以焊接更长的焊缝。不但降低了生产成本,提高了焊接生产率,而且缩短了焊接工人的工作时间,从而降低了劳动力成本。总之,TIME焊大大降低了生产成本。
TIME焊的应用十分广泛,TIME焊可用于焊接多种材料,如低碳钢、低合金钢、细晶粒结构钢、高温耐热钢、低温钢(Niq钢)、特高温耐热材料(13CrMo44)、特种钢(装甲板)和高屈服强度钢(HY80)等。
TIME焊在许多领域得到成功的应用,如造船业,钢结构工程,汽车制造业,机械工程,罐结构及坦克装甲板和潜艇壳体等。特别适用于大厚度板窄间隙及薄板的高速焊接。
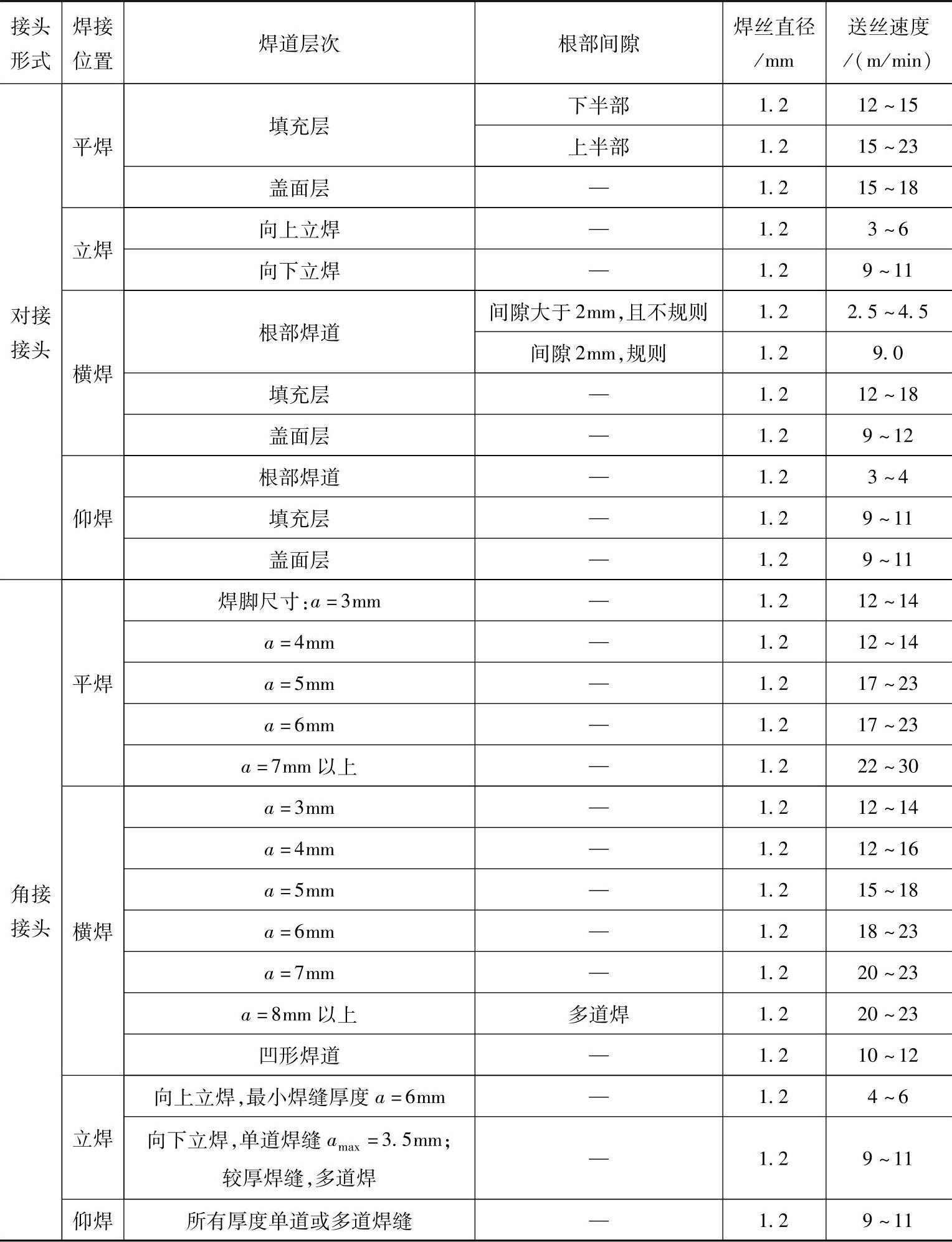
根据系统的焊接工艺试验和多年的焊接生产经验,已制定出一整套标准的焊接参数。表6-47列出了对接接头和角接接头的焊接参数。
表6-47 高效TIME焊接法标准焊接参数

(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。