



铜的导热性很高,其热导率是钢的7~11倍。所以用一般的焊接方法时热量显得不足,而容易产生未焊透和焊瘤。为此焊接纯铜时一般都需要预热,预热温度如图6-69所示。可见随着板厚增加预热温度也增加。MIG焊与TIG焊相比,热量比较集中,所以预热温度可以略低些。为了提高热源集中程度,MIG焊铜常常使用Ar+He混合气体保护。
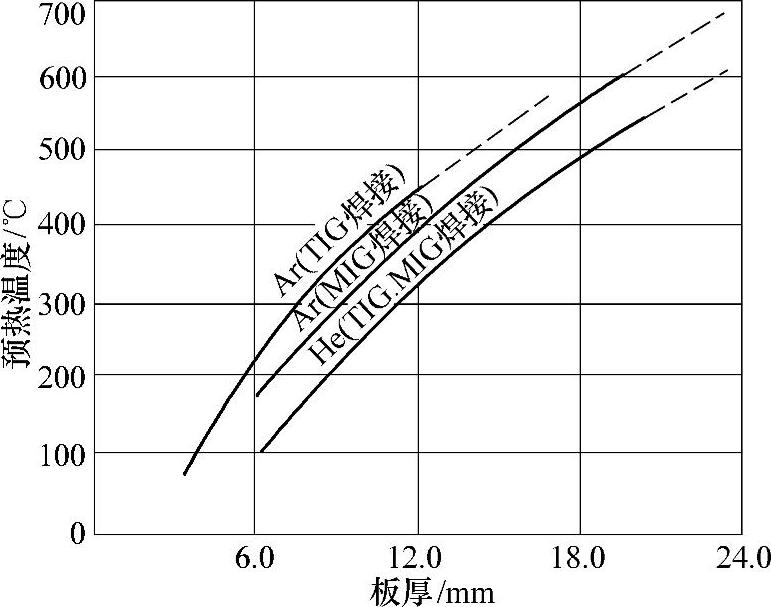
图6-69 铜MIG焊预热温度与板厚的关系
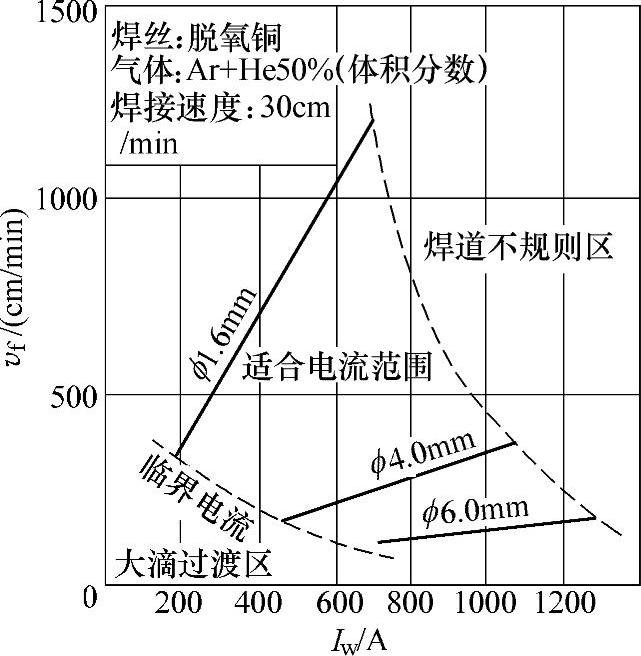
图6-70 大电流MIG焊各种直径焊丝的合适电流范围
Ar+He50%(体积分数)混合气体MIG焊时焊接电流范围如图6-70所示。合适气流的下限决定于临界电流,而上限由焊缝成形决定;当电流过大时,焊缝表面不均匀且边缘不整齐。
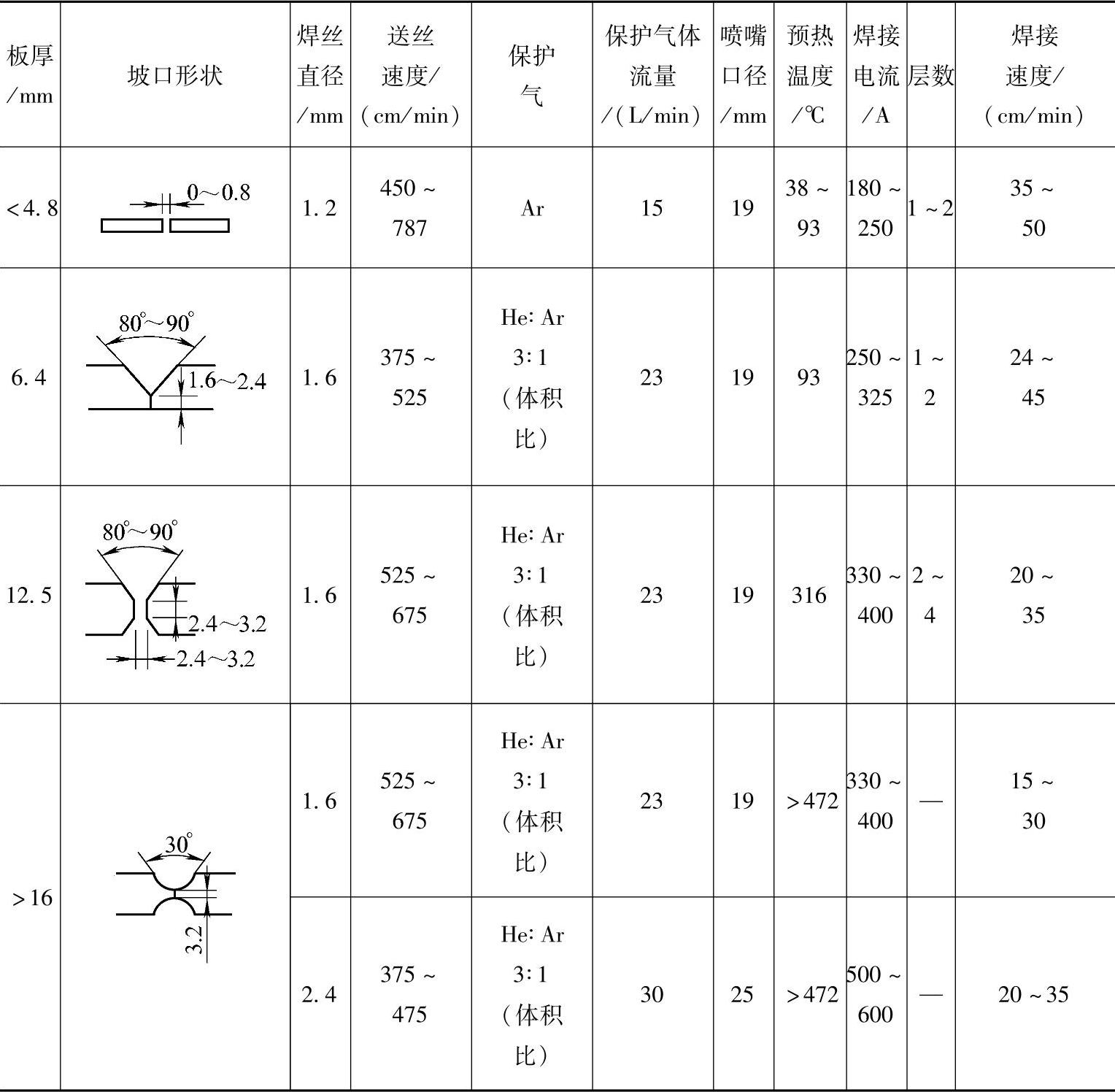
MIG焊铜的常用焊接参数见表6-41。可见厚度在4.8mm以下的薄板预热温度较低,并可以采用纯氩作为保护气体。随着板厚的增加,预热温度也提高,这时采用Ar+He(50%~75%)(体积分数)混合气体作为保护气体。
表6-41 铜MIG焊喷射过渡焊接条件
近几年来,国外学者又开发并利用了一种焊接厚铜板的大电流MIG焊法。该方法采用粗丝(φ4mm以上)和大电流,其最大特点是热量集中,电弧基本上潜入厚板中,于是焊接时一般不需要预热。另一方面由于熔深大,为加强保护,常常采用双层气体喷嘴。大电流MIG焊的典型焊接参数见表6-42。焊接电流都很大,接近1000A。不同直径焊丝的焊接电流范围如图6-70所示。(https://www.xing528.com)
表6-42 铜的大电流MIG焊的典型参数
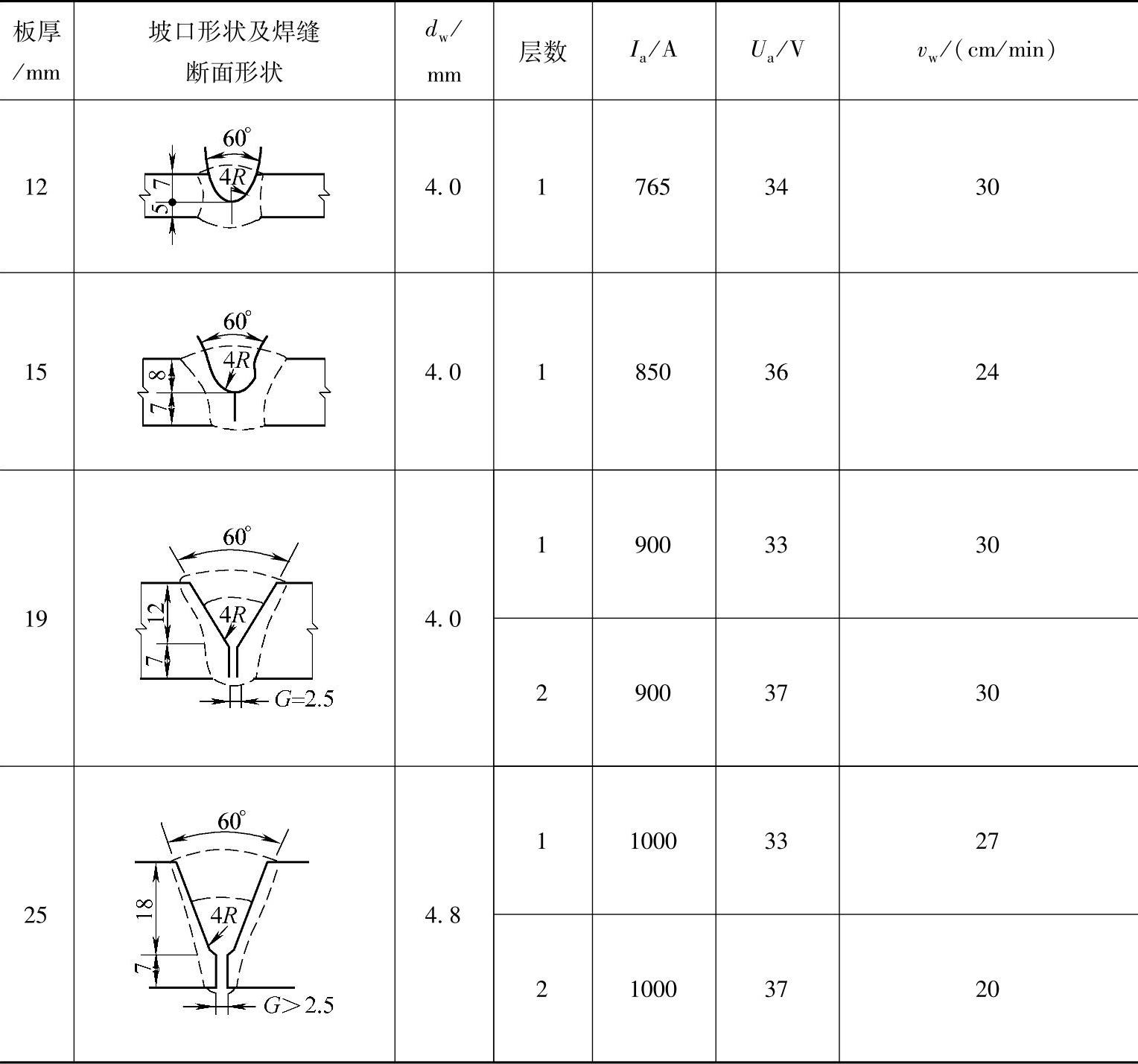
注:保护气体 内侧:Ar+He75%(体积分数);外侧:100%Ar;垫板材料:玻璃丝布带;预热温度:室温。
大电流MIG焊的焊丝熔化特点如图6-71所示。当弧长减小时,焊丝熔化系数增加,这表明铜焊丝具有电弧固有的自调节作用。所以这时送丝方式采用等速送丝,同时配合直流恒流电源,焊缝成形均匀,并为盆底状熔深。
铜合金与钢一样,大都具有良好的导热性,如纯铜的热导率为362.6W/(m·K);H60黄铜的热导率为110W/(m·K);QSn4-0.4锡青铜的热导率为89W/(m·K);QAl4铝青铜的热导率为94W/(m·K);QSi3-1硅青铜的热导率为46.1W/(m·K);ω(Ni)=30%的白铜的热导率为28W/(m·K)。这里除了硅青铜和白铜的导热性较差而不需要预热外,其余合金都需要预热。预热作用有以下几方面,首先是防止产生未焊透;其次因为铜及铜合金收缩率大,预热可以减小内应力和裂纹倾向;再就是预热能减小熔池的加热时间,于是减小了锌等元素的蒸发与烧损。
如果采用纯氩大电流MIG焊法,与焊铜一样,由于热量集中,预热温度可以低些。但是如果采用Ar50%+He50%作为保护气体和大于800A的焊接电流焊接时,母材可以不预热。
最后还应注意焊接铜及铜合金时,在电弧空间常常含有锌、锰和氧化亚铜等的蒸气和粉尘,对人体的健康有害,所以必须加强通风。
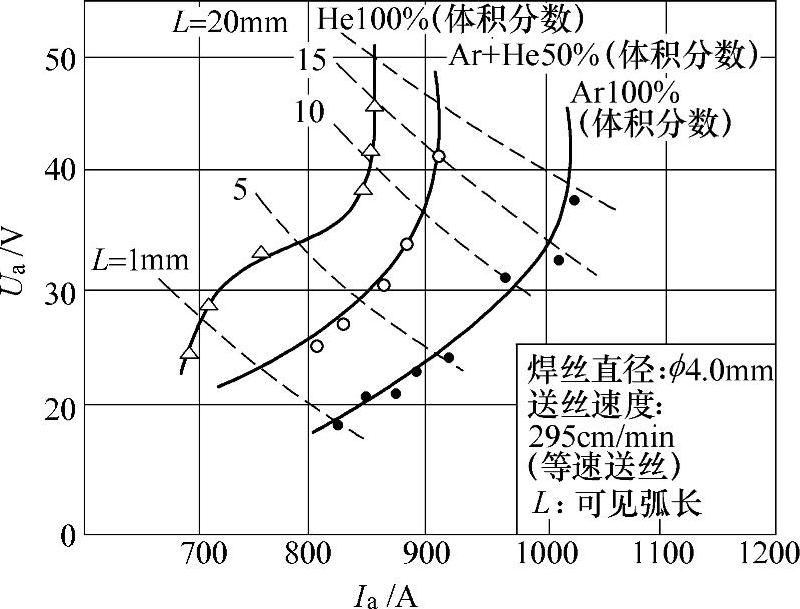
图6-71 大电流MIG焊焊铜时焊丝熔化特性
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。