



1.概述
不锈钢中的铬的质量分数大于12%,在其表面生成一层薄而坚韧的氧化膜,可以防止基体发生进一步的氧化与腐蚀。根据使用环境的不同,还可向不锈钢中加入镍和钼等元素。另外还应限制其碳的质量分数(要低于0.1%)。
不锈钢根据其合金元素的不同,可以有许多种金相组织,如奥氏体组织、铁素体组织、马氏体组织以及双相组织。各种组织的不锈钢均可采用MAG焊接法。因其焊接特点相似,本文以应用最广泛的奥氏体不锈钢为代表,介绍其MAG焊工艺。
2.焊接材料的选择
焊接材料的选择主要是保护气体和焊丝的选择。
(1)保护气体的选择 MAG焊不锈钢一般采用直流电源和DCEP接法。不用纯Ar进行保护,因为这将引起电弧不稳和焊缝成形不良。通常主要选用弱氧化性保护气体,如Ar+O2(1%~3%)(体积分数)、Ar+O2(4%~8%)(体积分数)和Ar+O2(9%~12%)(体积分数),有时还可以选择Ar+CO2(5%~10%)(体积分数)。焊接厚板时还可以采用Ar+He(30%~50%)(体积分数)的惰性混合气体。
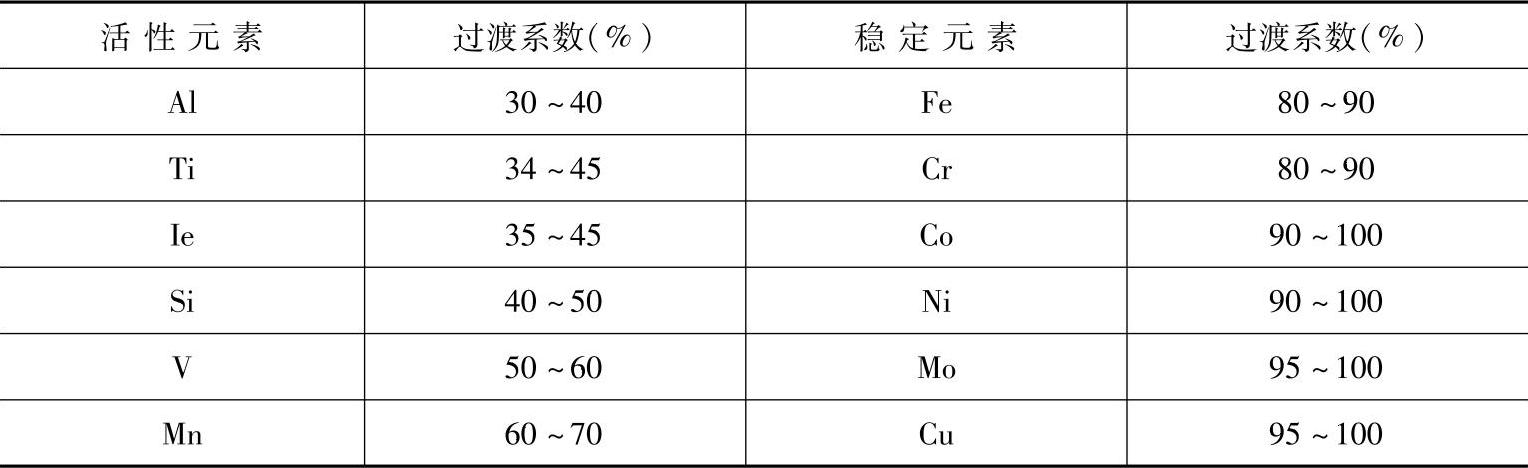
含氧较多时将使焊缝表面失去金属光泽,并有灰色或黑色的细小灰尘落在焊缝表面。在GMAW中,金属元素的过渡系数见表6-25。可以看到不锈钢中的元素烧损以Si、Mn为主,如果含有Ti时,那么Ti的烧损最多。而其中主要合金元素Cr和Ni烧损很少。混合气体中含有CO2能使不锈钢增碳,所以对耐蚀性要求较高时,不得使用含CO2比例较多的混合气体。
表6-25 金属元素过渡系数
采用氧化性混合气体保护焊时有如下特点:
1)加入少量氧化性气体,能够降低液体金属表面张力,从而能降低射流过渡临界电流和提高熔滴过渡稳定性。
2)稳定阴极斑点。由于氧化性气氛的作用,在熔池上不断产生新的氧化物和阴极斑点,所以电弧不飘摆,提高了电弧的稳定性。
3)由于电弧稳定和提高了熔池金属流动性,从而改善了焊缝成形,焊道表面美观。
(2)焊丝的选择 不锈钢焊丝有两种:一为实心焊丝,二为药芯焊丝。不锈钢实心焊丝按GB/T 4241—2006标准规定,药芯焊丝按GB/T 17853—1999标准规定。直径有0.6mm、0.8mm、1.0mm、1.2mm、1.6mm、2.0mm和2.4mm共7种。通常以盘状供应,每盘焊丝重为2kg、5kg、6kg和8kg。焊丝成分与母材成分的对应关系见表6-26。
表6-26 奥氏体不锈钢焊接用焊丝
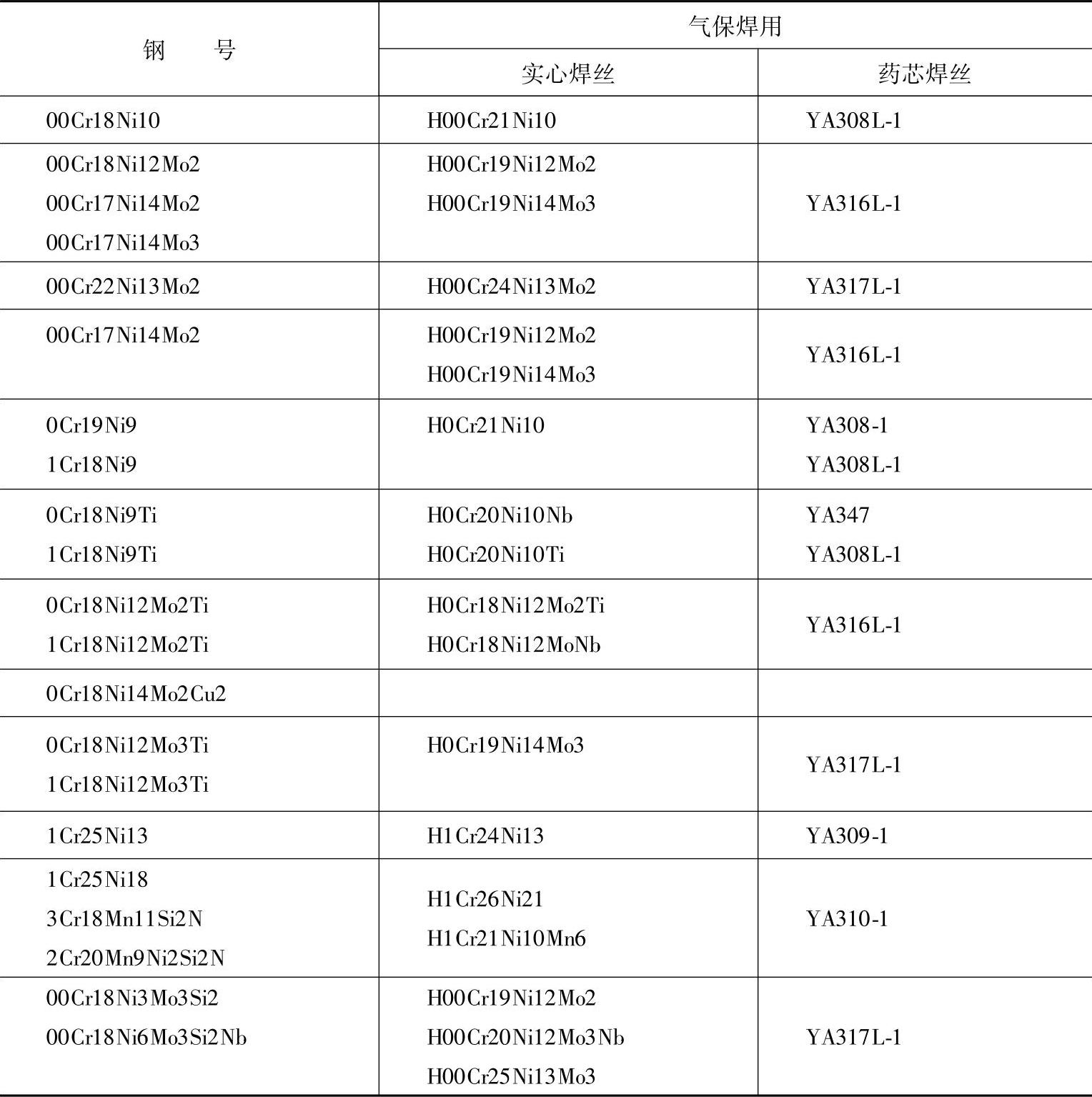
从表6-26中可见,焊丝中的化学成分与母材成分相近但略高一些。这是因为MAG焊气体是弱氧化性气体,它将烧损熔滴与熔池中的一部分合金元素。
奥氏体不锈钢的实心焊丝与药芯焊丝熔敷金属化学成分、力学性能和用途见表6-27和表6-28。
表6-27 不锈钢焊接用实心焊丝
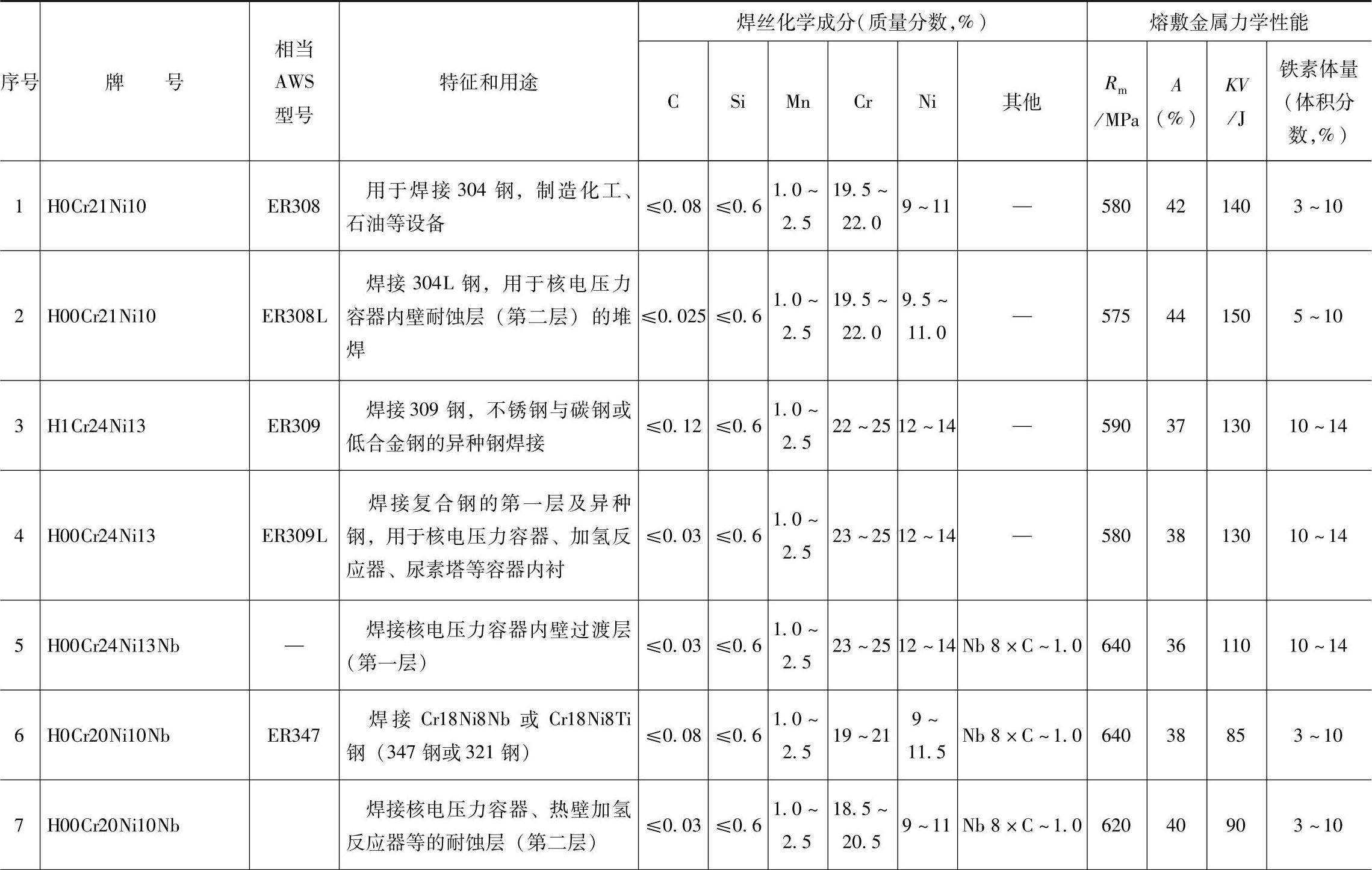
(续)
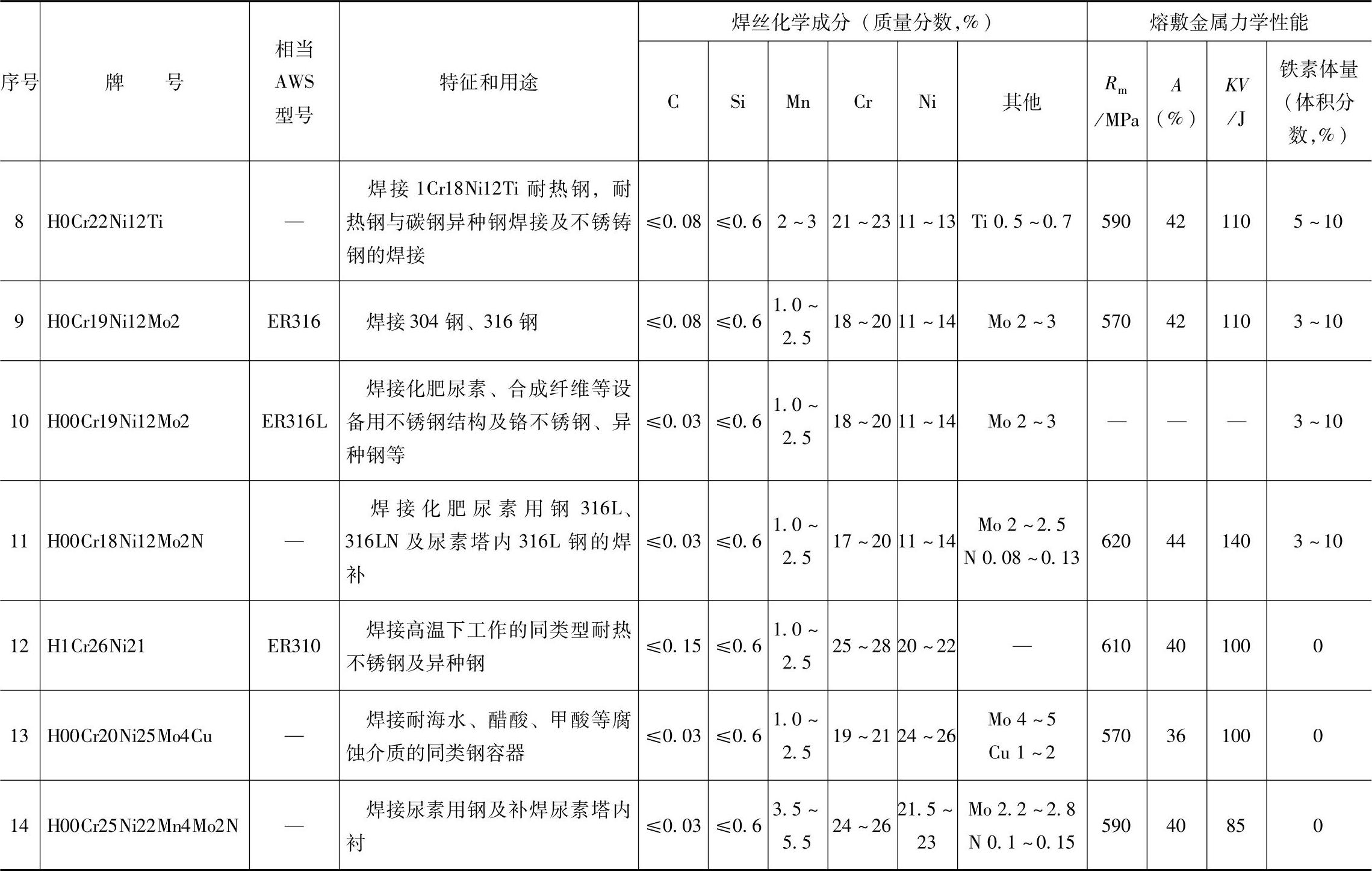
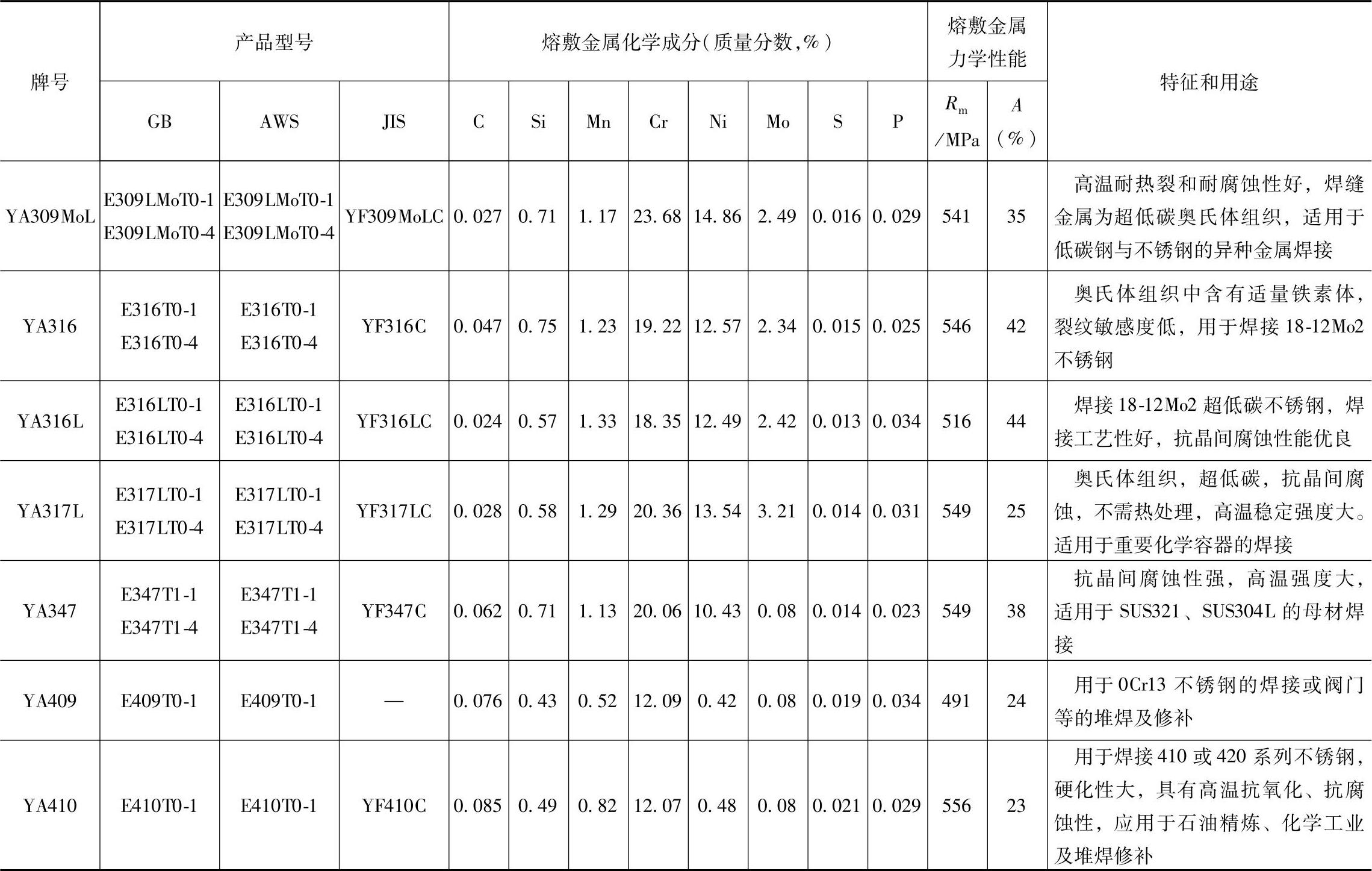
表6-28 不锈钢药芯焊丝熔敷金属化学成分 力学性能和用途
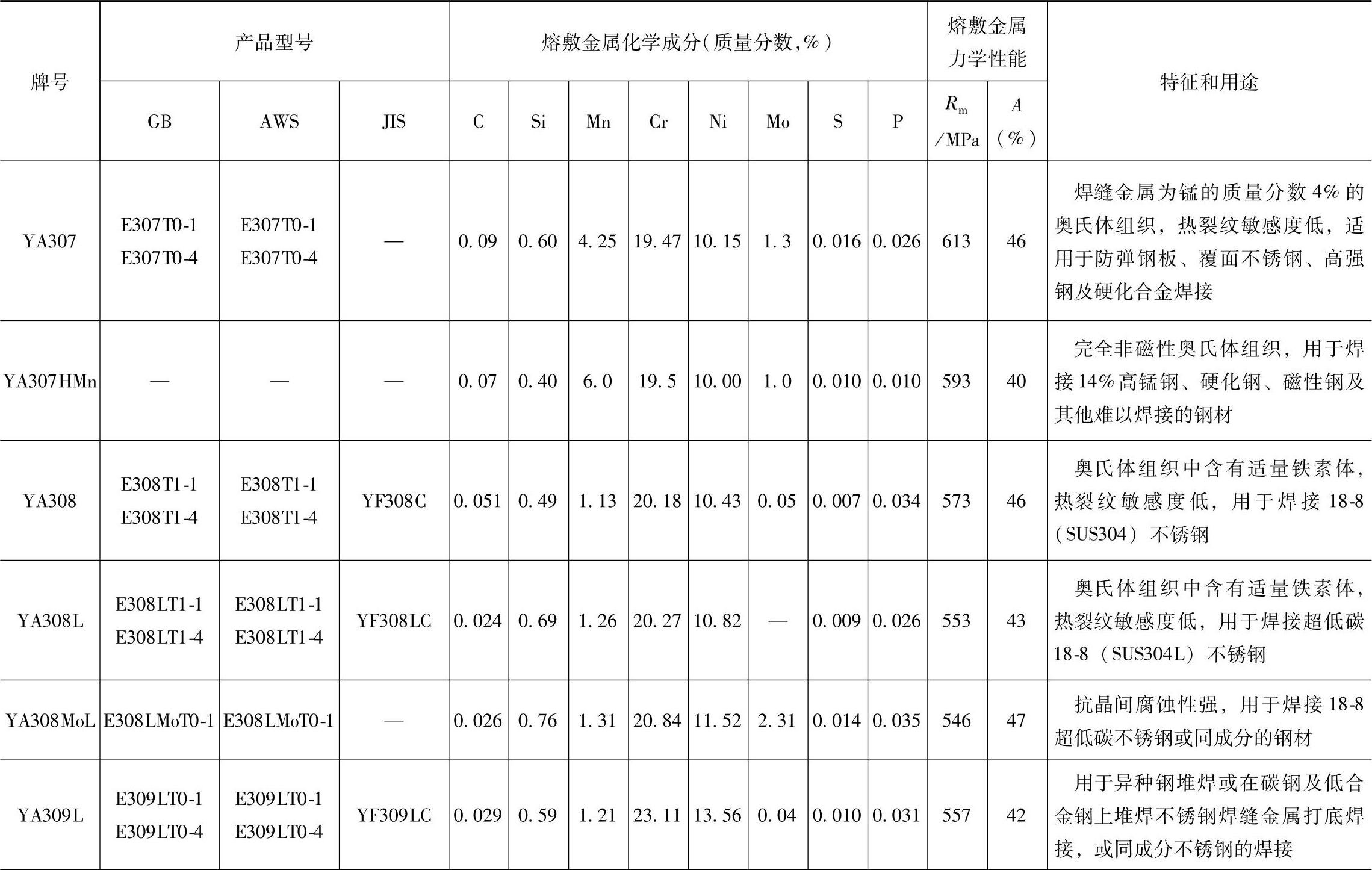
(续)
3.焊接工艺
MAG焊接不锈钢是一种高效率的焊接方法,因为不锈钢的电阻率较高,所以焊条电弧焊时经常使用的电流在150A以下,最高达200A。而MIG焊时,焊丝伸出长度较短,所以焊接电流可达到400A。根据其熔滴过渡形态,可分为短路过渡焊接、脉冲MAG焊接、射流过渡焊接和大电流MAG焊。MAG焊不锈钢的熔滴过渡与焊接参数的关系如图6-52所示。(https://www.xing528.com)

图6-52 MAG焊不锈钢的焊接参数与熔滴过渡的关系
(1)MAG焊短路过渡焊接不锈钢 短路过渡焊时都使用细焊丝和小电流。焊丝直径为φ0.6~φ1.2mm,保护气体为[Ar+O21%~5%(体积分数)]或[Ar+CO25%~25%(体积分数)]的混合气体。典型焊接参数示于表6-29,主要用于板厚在3mm以下的薄板焊接。
表6-29 不锈钢短路过渡焊接规范
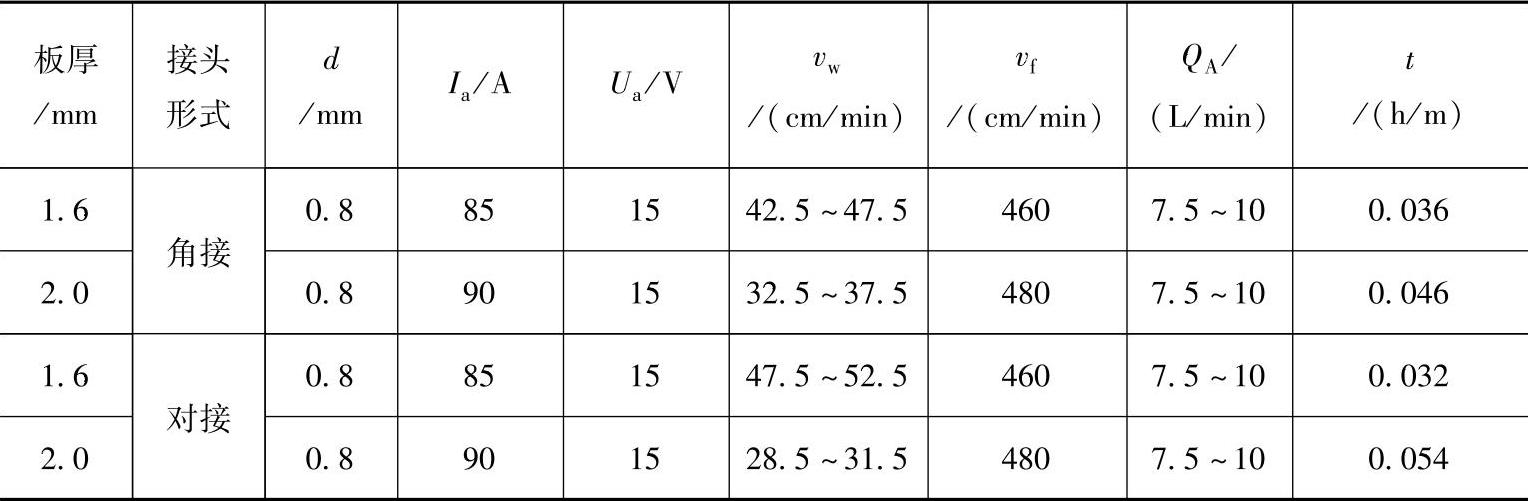
注:t——每米焊缝所需的时间。
(2)MAG焊射流过渡焊接不锈钢 MAG焊喷射过渡适用于单道或多道焊接厚板。对于喷射过渡宜使用Ar+O21%(体积分数)的混合气体作为保护气,可以得到较高的屈服强度。而用Ar+O22%(体积分数)时可以使焊缝金属具有良好的润湿性,但是所产生的氧化物在焊道出现轻微的黑粉。由于这种保护气体可以获得平坦的焊道,所以仍被采用。
图6-53给出了不同直径不锈钢丝的熔化特性和相应的喷射过渡临界电流值。如φ0.8mm焊丝的临界电流为110A,φ1.2mm为180A和φ1.6mm为225A。
保护气体流量根据电流的大小来选择。短路过渡时选用10L/min左右,射流过渡时应选用18L/min以上。表6-30为射流过滤的典型焊接参数。

图6-53 不锈钢焊丝的熔化特性与临界电流
表6-30 不锈钢MAG焊射流过渡的焊接参数

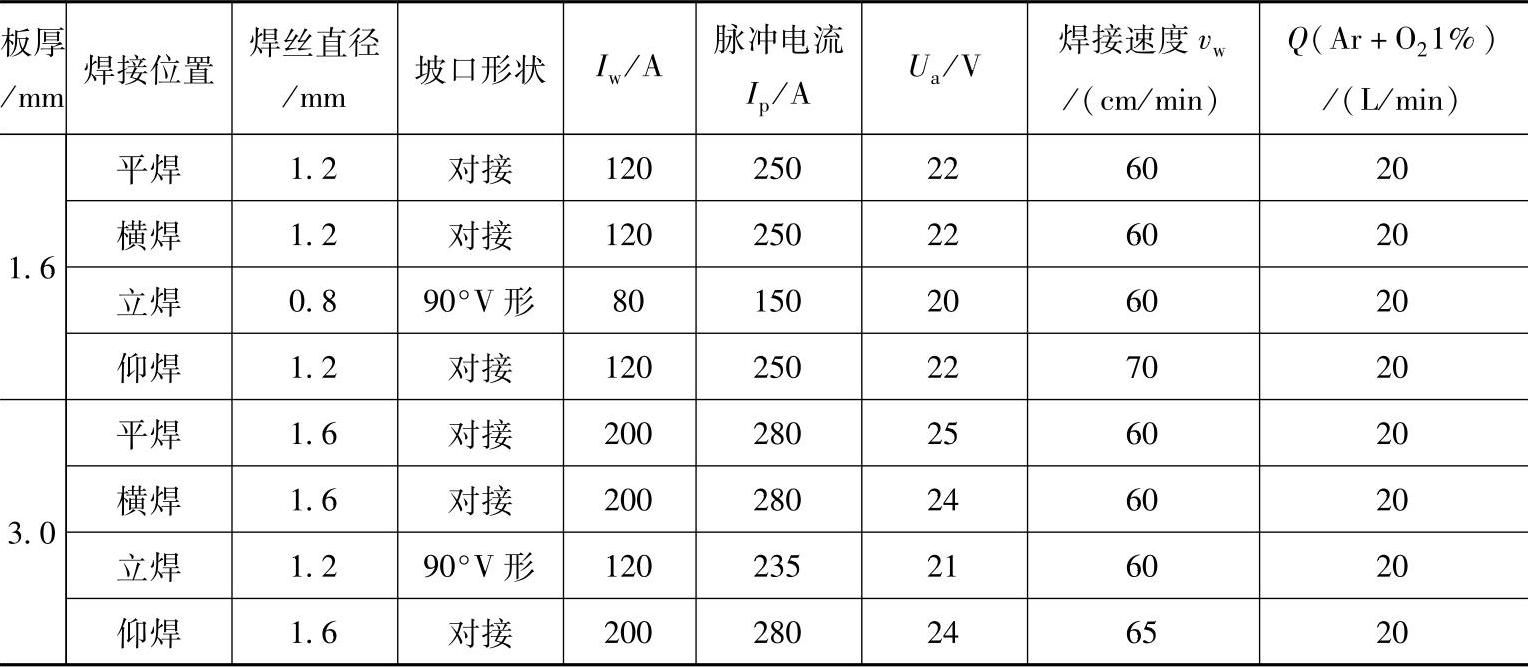
(3)脉冲MAG焊不锈钢 脉冲MAG焊的飞溅很小,焊接过程稳定,焊缝成形良好。焊接电流范围较大,从喷射过渡临界值左右到几十安的最小电流,如φ1.2mm焊丝的最小电流可以达到80A,φ1.6mm焊丝的最小电流可以达到100A。从而扩大了MAG焊的使用电流区间,使得有可能焊接薄板、全位置焊和热敏感性材料。由于脉冲MAG焊的熔滴尺寸较大,接近焊丝直径,所以熔滴金属的蒸发量少,导致烟雾少和在焊缝表面只有少量黑粉。典型焊接参数见表6-31。
表6-31 不锈钢脉冲MAG焊的典型焊接参数
不锈钢的脉冲MAG焊接条件如图6-54所示。图中给出了φ0.6mm、φ0.8mm、φ1.2mm和φ1.6mm四种焊丝的脉冲临界电流曲线。以φ1.2mm焊丝为例,直流连续电弧的焊接临界电流为170A,随着脉冲时间减小,脉冲射流临界电流按照双曲线规律增加。在采用双曲线之上的焊接参数时,可以实现脉冲射流过渡,而在该曲线之下为大滴过渡。其他直径的焊丝的情况与直径1.2mm焊丝类似,不再一一详解。
(4)大电流MAG焊不锈钢 不锈钢大电流MAG焊适于厚大焊件的焊接。板厚为4~20mm的不锈钢,一般都采用背面加垫板的单面熔透焊道。通常4~8mm厚的不锈钢都采用等离子弧焊,而10~20mm厚的不锈钢最好采用大电流MAG焊。
采用普通MAG焊接不锈钢时焊缝中易出现气孔,难以选择合适的焊接参数。而大电流MAG焊的热输入较大,不存在这个问题。
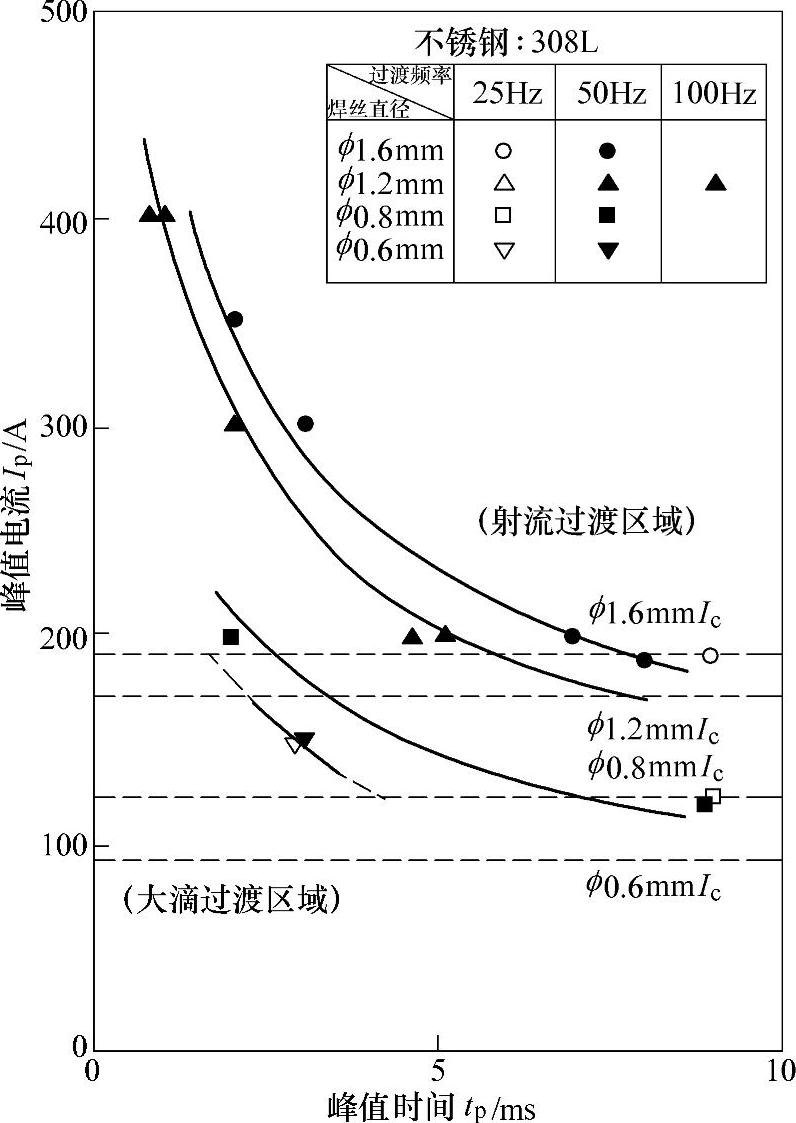
图6-54 不锈钢脉冲MAG焊的焊接条件
不锈钢大电流MAG焊经常使用较粗的焊丝,其直径为2.4mm和3.2mm。其合适的电流范围如图6-55所示。

图6-55 不锈钢大电流MAG焊焊接电流范围
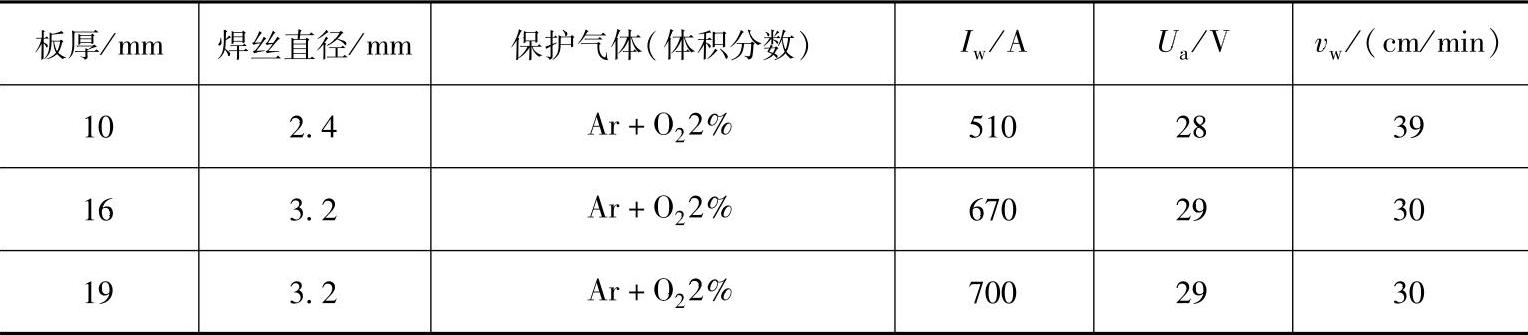
由图6-55可见,直径为3.2mm焊丝的最大电流可达800A,直径2.4mm焊丝电流最大可达700A。电流过大,将破坏电弧稳定性和焊缝成形。大电流MAG焊的保护气体一般选用Ar+O2(1%~2%)(体积分数)或Ar+He(25%~50%)(体积分数)。典型的焊接参数列于表6-32。
表6-32 不锈钢MAG焊的焊接参数
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。